
基于卡尔曼滤波改进的模糊PID控制纵向与横向混合磨削方法.pdf

Th****s3


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
基于卡尔曼滤波改进的模糊PID控制纵向与横向混合磨削方法.pdf
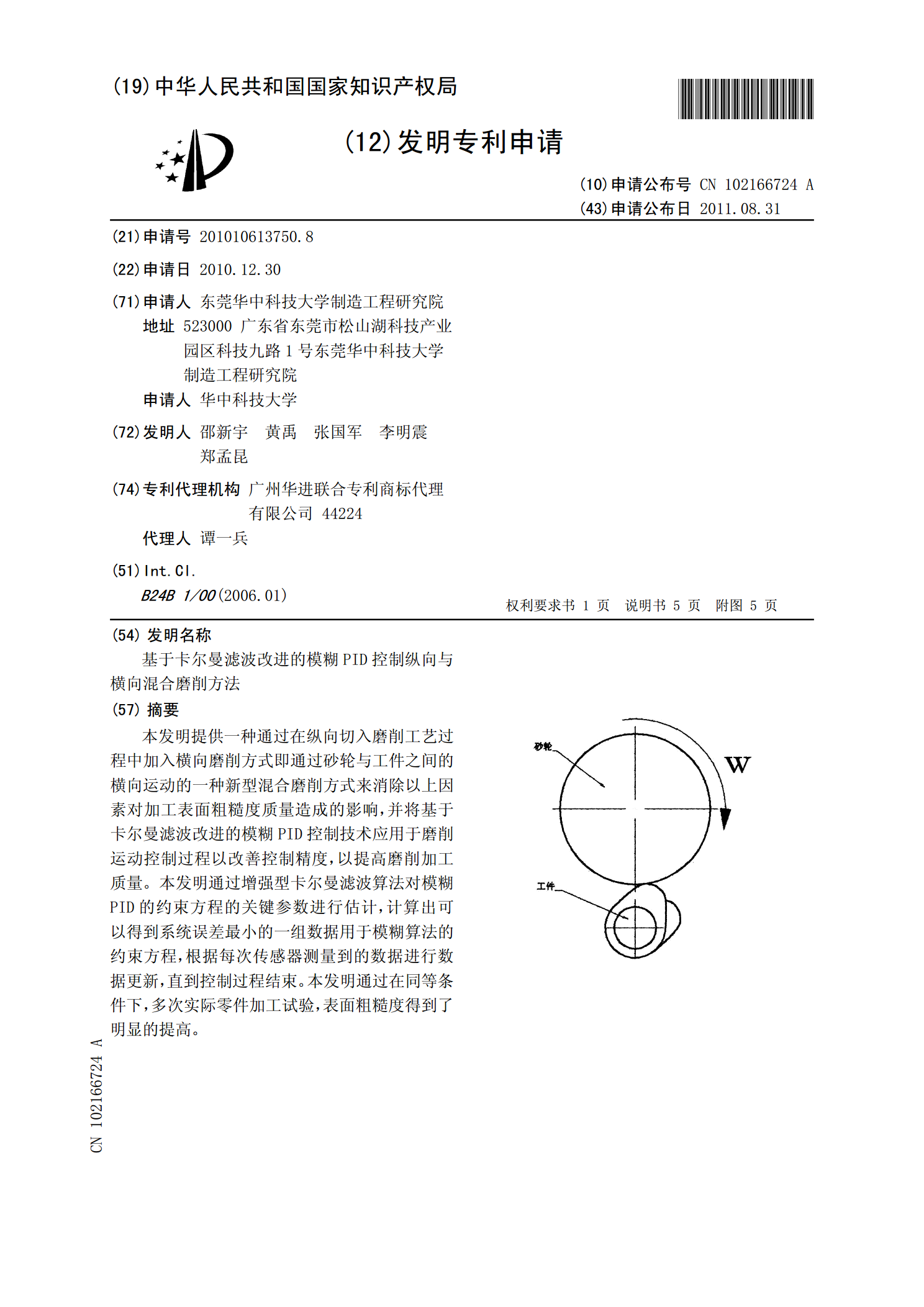
本发明提供一种通过在纵向切入磨削工艺过程中加入横向磨削方式即通过砂轮与工件之间的横向运动的一种新型混合磨削方式来消除以上因素对加工表面粗糙度质量造成的影响,并将基于卡尔曼滤波改进的模糊PID控制技术应用于磨削运动控制过程以改善控制精度,以提高磨削加工质量。本发明通过增强型卡尔曼滤波算法对模糊PID的约束方程的关键参数进行估计,计算出可以得到系统误差最小的一组数据用于模糊算法的约束方程,根据每次传感器测量到的数据进行数据更新,直到控制过程结束。本发明通过在同等条件下,多次实际零件加工试验,表面粗糙度得到了明
基于卡尔曼滤波的模糊PID故障确定容错控制方法.pdf
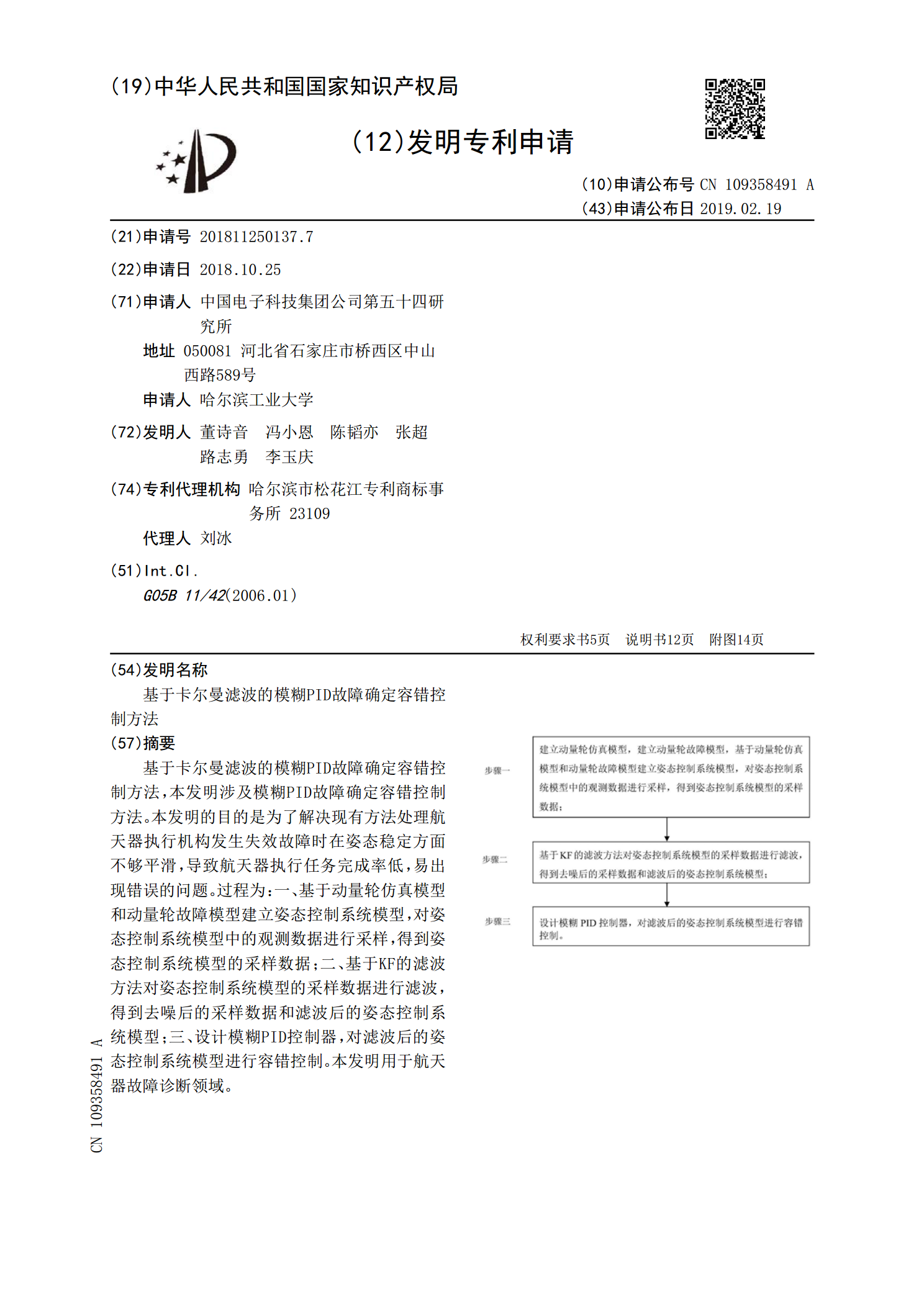
基于卡尔曼滤波的模糊PID故障确定容错控制方法,本发明涉及模糊PID故障确定容错控制方法。本发明的目的是为了解决现有方法处理航天器执行机构发生失效故障时在姿态稳定方面不够平滑,导致航天器执行任务完成率低,易出现错误的问题。过程为:一、基于动量轮仿真模型和动量轮故障模型建立姿态控制系统模型,对姿态控制系统模型中的观测数据进行采样,得到姿态控制系统模型的采样数据;二、基于KF的滤波方法对姿态控制系统模型的采样数据进行滤波,得到去噪后的采样数据和滤波后的姿态控制系统模型;三、设计模糊PID控制器,对滤波后的姿态

基于卡尔曼滤波的汽车纵向速度滤波算法及应用.docx
基于卡尔曼滤波的汽车纵向速度滤波算法及应用基于卡尔曼滤波的汽车纵向速度滤波算法及应用摘要:卡尔曼滤波是一种常用于估计系统状态的算法,具有速度快、精度高等优点,在汽车纵向速度滤波中有广泛的应用。本文首先介绍了卡尔曼滤波的基本原理和公式推导,然后针对汽车纵向速度滤波问题,提出了一种基于卡尔曼滤波的算法,并通过实验验证了算法的有效性。最后,给出了该算法在汽车驾驶辅助系统中的应用,并讨论了算法的改进方向。关键词:卡尔曼滤波;汽车纵向速度;滤波算法;应用1.引言随着汽车驾驶辅助系统的快速发展,准确估计车辆的纵向速度

基于卡尔曼滤波的车辆纵向阻力获取方法、装置及车辆.pdf
本发明涉及自动驾驶技术领域,具体提供一种基于卡尔曼滤波的车辆纵向阻力获取方法、装置、介质及车辆,旨在解决如何对自动驾驶车辆的整车纵向阻力进行精确估计的问题。为此目的,本发明在预测阶段构建车辆整车纵向阻力的状态表示,根据状态表示相关的动力学模型构建过程模型,基于过程模型获取当前时刻的整车纵向阻力的状态表示的预测值;在更新阶段根据预设条件,选择性地将预测值和当前时刻整车纵向阻力的状态表示的观测值进行融合,更新整车纵向阻力的状态表示的预测值,获得当前时刻的整车纵向阻力,为辅助驾驶系统提供纵向动力学的重要参考信息

基于集合卡尔曼滤波的改进粒子滤波算法.docx
基于集合卡尔曼滤波的改进粒子滤波算法基于集合卡尔曼滤波的改进粒子滤波算法摘要:粒子滤波是一种常用于非线性、非高斯状态估计问题的递归贝叶斯滤波方法。然而,传统的粒子滤波算法在高维状态空间下面临着计算复杂度指数增长的问题,同时也容易产生样本退化现象。为了解决这些问题,本文提出了一种基于集合卡尔曼滤波的改进粒子滤波算法。该算法通过引入集合卡尔曼滤波的思想,结合粒子滤波方法,实现了对非线性、非高斯状态的高效估计。通过实验证明,该算法可以显著提高滤波估计的准确性和稳定性。关键词:粒子滤波,集合卡尔曼滤波,非线性状态