
基础量检具培训.pptx

YY****。。

1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共34页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
基础量检具培训.pptx
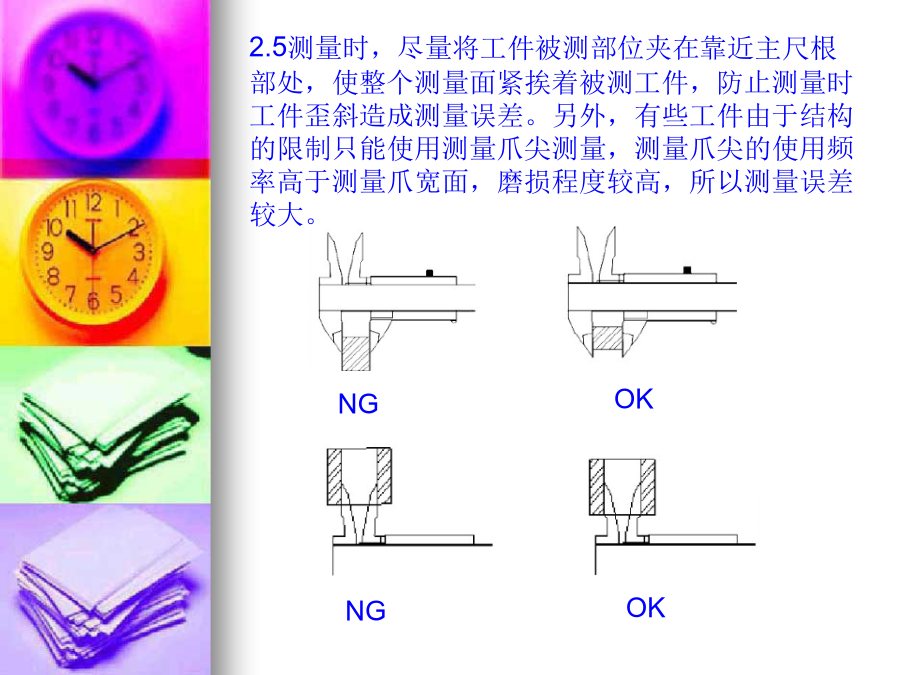
进货检验规范培训培训内容一、游标卡尺的使用规范2、游标卡尺的使用及注意事项2.2a检查“零”位,轻推尺框,使卡尺两个量爪测量面合并,用眼睛观察中间无明显缝隙,同时观察游标“零”刻线与主尺“零”刻线应对齐,游标尾刻线与主尺相应刻线应对齐。----机械游标卡尺2.3a校正卡尺下测量爪是否有磨损时用标准棒或标准块进行校正,如与标准值有偏差,测量时应对卡尺进项相应的加减。C校准卡尺上深度尺时,用两块尺寸为20mm的两块置于1级平板上,使基准面与量块垂直接触,测量杆测量面与平板接触读数,如有偏差,使用时应对深度尺进

量检具培训教材.ppt
顾问组2012年9月一、量具种类二、量具的使用1、卡尺类2、千分类3、表类三、实物类量具的使用四、量具的维护和保养一、量具种类1、实物类量具:标准直接与实物去比较此类量具叫实物类量具;量块:对长度测量仪器、卡尺等量具进行检定和调整;塞规(试针):测量孔内径和孔深度;塞尺(厚薄规):测量产品的变形和段差;R规:主要用来测量R角;螺纹规:主要用来测量螺丝孔的通和止的方向;2、卡尺类量具:1)游标卡尺:(包括分度值为0.01mm及0.
量检具培训资料.ppt
欢迎您们!万能量具基础知识第一部分计量器具的基础知识第二部分万能量具的分类、原理、构造以及使用方法一、计量器具的分类1.通用量具通用量具是指测量时能体现计量单位的量具。通用性较强一般没有传动放大系统。根据工作原理通用量具可进一步分为标识不可移动量具和标识可移动量具。2.量规量规是无刻度的专用量具。它只能用来检验零件是否合格而不能测得被测零件的具体尺寸

量检具培训ppt课件.ppt
量检具知识培训主要内容一、测量基本概念测量方法的分类:1、按实测几何量是否为被测几何分量分类:(1)直接测量:被测量几何量的量值直接由计量器具读出。如用游标卡尺、千分尺测量周径的大小。(2)间接测量:欲测量的几何量的量值由实测几何量的量值按一定的函数关式运算后获得。如:弓高弦长测量直径。2、按示值是否为被测几何量的量值分类:(1)绝对测量:计量器具显示或指示的示值即是被测几何量的量值。如用游标卡尺、千分尺测量轴径的大小。(2)相对测量(比较测量):计量器具显示或指示出被测几何量相对于已知标准量的偏差,被测

量检具培训教材1.ppt
顾问组2012年9月一、量具种类二、量具的使用1、卡尺类2、千分类3、表类三、实物类量具的使用四、量具的维护和保养一、量具种类1、实物类量具:标准直接与实物去比较此类量具叫实物类量具;量块:对长度测量仪器、卡尺等量具进行检定和调整;塞规(试针):测量孔内径和孔深度;塞尺(厚薄规):测量产品的变形和段差;R规:主要用来测量R角;螺纹规:主要用来测量螺丝孔的通和止的方向;2、卡尺类量具:1)游标卡尺:(包括分度值为0.01mm及0.