
埃斯顿伺服在绗绣机上应用资料.ppt

YY****。。


1/10
2/10
3/10

4/10
5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

埃斯顿伺服在绗绣机上应用资料.ppt
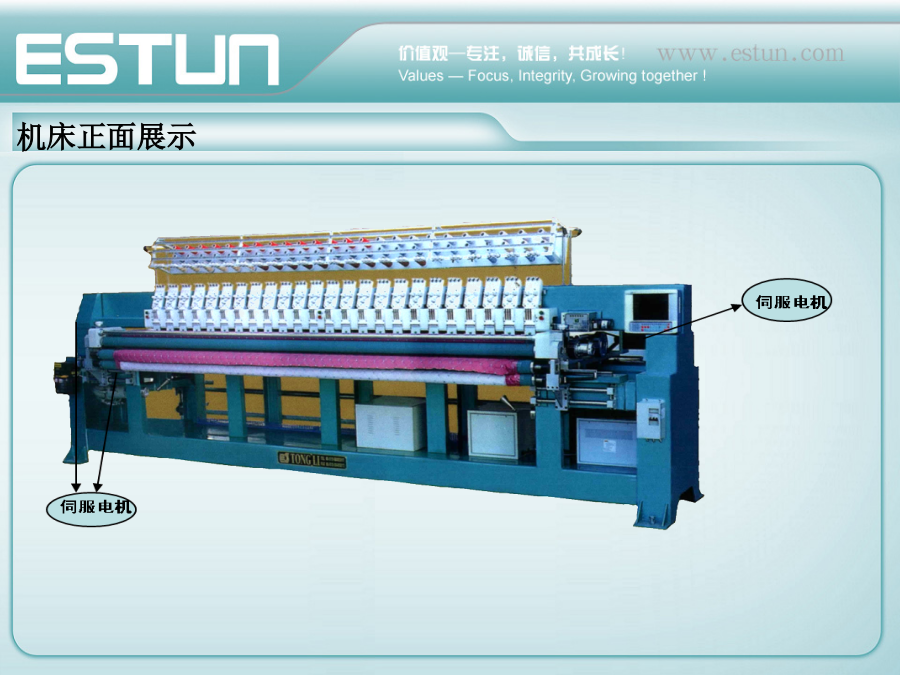
埃斯顿伺服在绗绣机上的应用绗绣机简介篇绗绣机简介绗绣机,又称绗绣一体机,也就是将绗缝、绣花功能整合为一体的新型工业用缝纫设备。它完整保留并优化了绗缝机的绗缝功能和电脑绣花机的绣花功能。对于既要绗缝又要绣花的的加工面料通过本设备可同时完成,也可单独使用其绗缝或绣花功能;是产能远高于传统电脑绣花机和绗缝机的加工设备。部分产品与花样展示机床正面展示埃斯顿伺服驱动器X轴、Y轴、Z轴伺服电机联动原理伺服机的特点绗绣机调试篇理想的针孔图如下(水平和竖直方向的孔都是整齐的)PRONET-E伺服在绗绣机上调试主要参数PR

埃斯顿伺服在绗绣机上应用资料课件.ppt

埃斯顿伺服在雕铣机床调试.ppt
埃斯顿伺服在雕铣机床调试PRONET伺服+新代控制器第一部分:新代控制器简介控制器接线总示意图(一)控制器接线总示意图(二)Supper四槽控制器主界面控制器加工界面控制器诊断界面控制器PLC状态界面参数设定界面第二部分:PRONET伺服简介0.2KW-15KW实时增益调试高响应速度在线自调整功能电流前馈控制加速度前馈控制速度观测器惯量观测器等功能17位ABS/INC编码器通讯PROFITBUSCANopenEthcatModbus等其它EMG系列电机(二)EML系列电机(三)伺服推广优势第三部分:PRO

2022年埃斯顿研究报告.docx
2022年埃斯顿研究报告1.埃斯顿:国产工业机器人龙头业务布局:运动控制系统+工业机器人公司是国内领先的运动控制系统和工业机器人制造商。公司业务主要分为两部分:(1)智能装备核心控制功能部件业务:主要包括金属成形机床数控系统、电液伺服系统、交流伺服系统等产品线。公司通过自主研发和海外并购,完成了从运动控制产品到运动控制系统解决方案的战略升级。(2)工业机器人及成套设备业务:主要包括工业机器人本体和集成业务。工业机器人业务发展复盘:公司从上游的运控核心部件业务切入工业机器人业务,目前已成长为出货量最大的国产

伊莱斯交流伺服系统在热封切制袋机上的应用.docx
热封切机设备图:一.前言广东伊莱斯电机有限公司针对国内热封切制袋机现状推出了专用伺服控制解决方案,在国内制袋机设备行业成功应用,该方案采用了ESDA系列交流同步伺服驱动器、130EMA系列交流永磁同步伺服电机、触摸屏、PLC、变频器、变频电机等主要元器件;根据设备工艺要求选择了中惯量高转速的130EMA系列伺服电机作为主要运动机构,保证了封切制袋机在频繁启动负载下自身运动的平稳性与快速响应性,使伺服电机的一次送料转速能够满足切刀上下运行的时间要求。同时简化了机械机构,解决了原机械设备效率低、定位精度低、能