
伊莱斯交流伺服系统在热封切制袋机上的应用.docx

yy****24


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

伊莱斯交流伺服系统在热封切制袋机上的应用.docx
热封切机设备图:一.前言广东伊莱斯电机有限公司针对国内热封切制袋机现状推出了专用伺服控制解决方案,在国内制袋机设备行业成功应用,该方案采用了ESDA系列交流同步伺服驱动器、130EMA系列交流永磁同步伺服电机、触摸屏、PLC、变频器、变频电机等主要元器件;根据设备工艺要求选择了中惯量高转速的130EMA系列伺服电机作为主要运动机构,保证了封切制袋机在频繁启动负载下自身运动的平稳性与快速响应性,使伺服电机的一次送料转速能够满足切刀上下运行的时间要求。同时简化了机械机构,解决了原机械设备效率低、定位精度低、能
塑胶袋热封制袋机的热封切输送机构.pdf
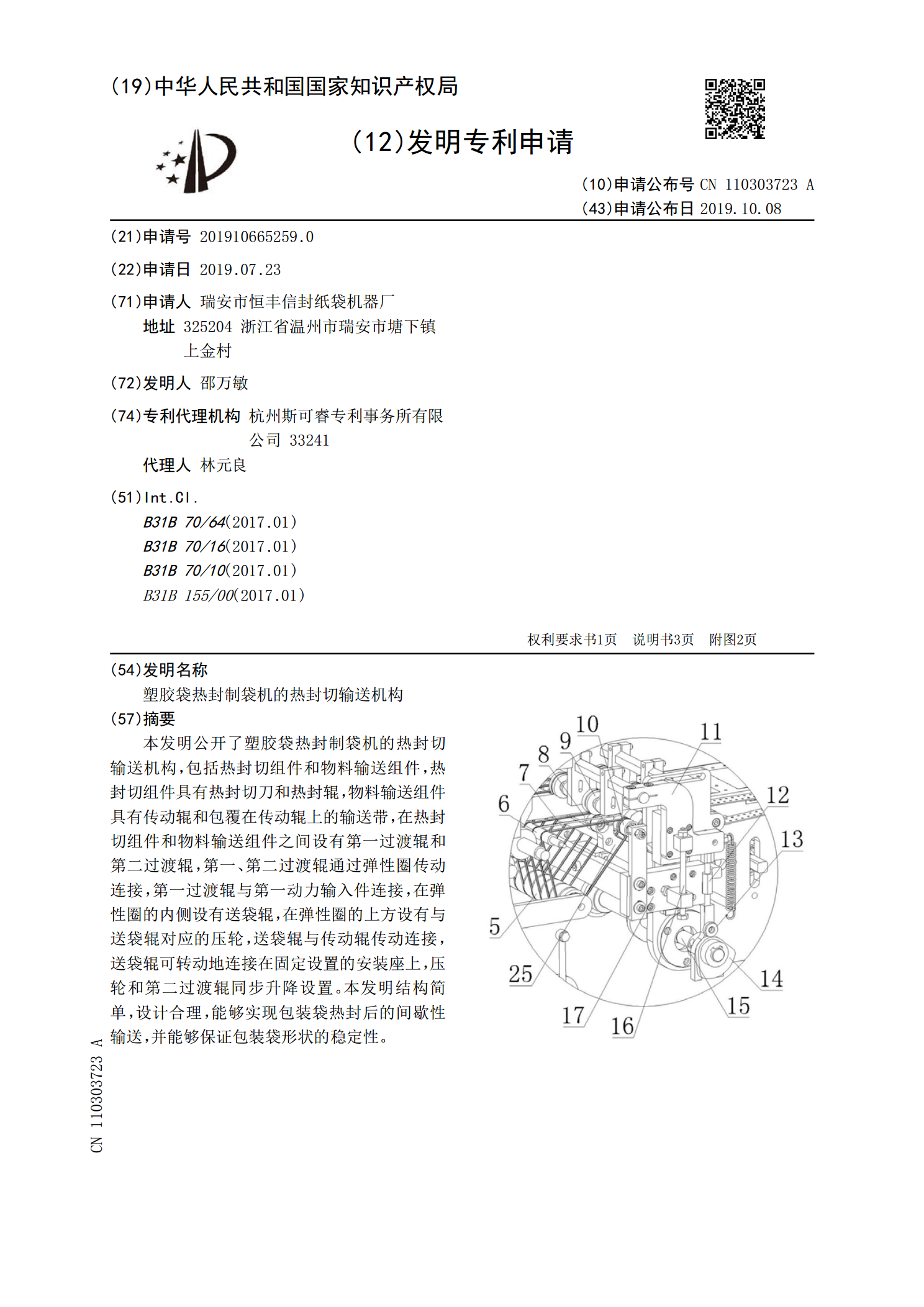
本发明公开了塑胶袋热封制袋机的热封切输送机构,包括热封切组件和物料输送组件,热封切组件具有热封切刀和热封辊,物料输送组件具有传动辊和包覆在传动辊上的输送带,在热封切组件和物料输送组件之间设有第一过渡辊和第二过渡辊,第一、第二过渡辊通过弹性圈传动连接,第一过渡辊与第一动力输入件连接,在弹性圈的内侧设有送袋辊,在弹性圈的上方设有与送袋辊对应的压轮,送袋辊与传动辊传动连接,送袋辊可转动地连接在固定设置的安装座上,压轮和第二过渡辊同步升降设置。本发明结构简单,设计合理,能够实现包装袋热封后的间歇性输送,并能够保证

高速封切制袋机.pdf
本发明涉及制袋机技术领域,具体涉及一种高速封切制袋机,包括机体,机体上分别设置有用于塑料薄膜封口并将封口后成型袋体切离塑料薄膜的封切机构和用于将塑料薄膜向机体内输送的送袋机构,封切机构包括上下往复运动的热封刀和冷切刀,机体上还包括用于导向塑料薄膜的导辊和将塑料薄膜热封处进行冷却的冷却机构,导辊包括第一导辊;本发明通过水槽对塑料薄膜热封处进行快速冷却,从而在高速生产过程中,有效避免热封处相互粘住而造成废品的增加,且有效避免冷切刀刀具表面会粘附塑胶残留物而需要经常清洁,通过延长塑料薄膜热封与冷切之间的移动距离

塑胶袋热封制袋机.pdf
本发明提供的一种塑胶袋热封制袋机,包括热封切装置和物料输送装置,所述热封切装置具有热封切刀和热封辊,所述物料输送装置具有传动辊和包覆在传动辊上的皮带,所述热封切装置上设有第一过渡辊,所述物料输送装置上设有第二过渡辊,所述第一过渡辊与伺服电机传动连接,所述第一、二过渡辊通过弹性圈传动连接,所述弹性圈内侧设有可上下移动的送袋辊,所述弹性圈上方设有与送袋辊相对应的压轮,所述送袋辊与压轮相对运动,并与传动辊传动连接。本发明的这种结构,通过送袋辊与压轮的相互配合,能够使热封好的包装袋间歇性的输送,并保证两个包装袋的
一种制袋机的热封传动结构.pdf
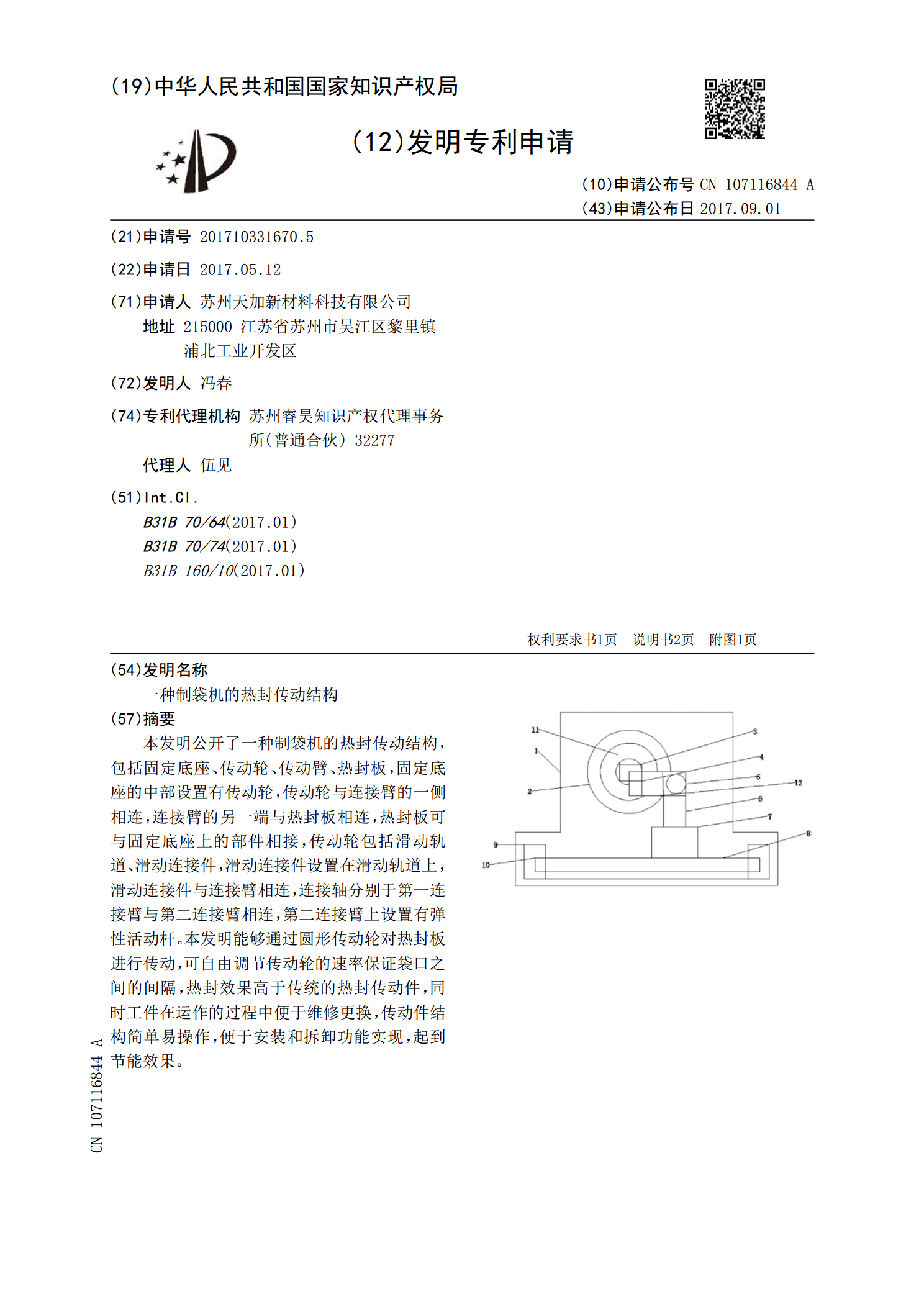
本发明公开了一种制袋机的热封传动结构,包括固定底座、传动轮、传动臂、热封板,固定底座的中部设置有传动轮,传动轮与连接臂的一侧相连,连接臂的另一端与热封板相连,热封板可与固定底座上的部件相接,传动轮包括滑动轨道、滑动连接件,滑动连接件设置在滑动轨道上,滑动连接件与连接臂相连,连接轴分别于第一连接臂与第二连接臂相连,第二连接臂上设置有弹性活动杆。本发明能够通过圆形传动轮对热封板进行传动,可自由调节传动轮的速率保证袋口之间的间隔,热封效果高于传统的热封传动件,同时工件在运作的过程中便于维修更换,传动件结构简单易