
一种弯管内表面的铣削加工装置及方法.pdf

霞英****娘子


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种弯管内表面的铣削加工装置及方法.pdf
本发明属于大型重载零件加工领域,涉及到一种弯管内表面的铣削加工方法和刀具切削路径的轨迹规划。加工方法基于一套圆弧导轨导向,伺服电机驱动的铣削装置来实现弯管弧线段内表面的加工,装置包括带齿圆弧导轨、圆弧滑块、圆周进给机构、电主轴、驱动伺服电机和传动齿轮等。加工时刀具进行往复铣削运动,即沿弯管母线方向走刀,每次走刀从弯管弧线段内表面的一端切削至另一端,一次走刀完成后,沿弯管截面圆周方向进给一个切削行距S,直至完成弯管弧线段内表面的加工。该方法适用于各类大中型弯管零件弧线段内表面的加工。本发明方法简单可靠,控制

基于内置导轨的弯管内表面铣削加工装置设计.docx
基于内置导轨的弯管内表面铣削加工装置设计一、前言弯管内表面的铣削加工是重要的制造过程,具有许多应用领域,例如航空,汽车,医疗和电子工业等。对于弯管内表面铣削加工的精度要求很高,因此对加工装置的设计和制造也有相应的要求。由于弯管的三维曲面形状和内部轮廓复杂,一般情况下无法使用普通的铣削加工方法处理其内表面,需要使用专用的内置导轨的弯管内表面铣削加工装置来完成。二、内置导轨的弯管内表面铣削加工装置的设计原理内置导轨铣削加工是一种利用专用的金属块,该金属块与工件紧密配合,可进行内表面铣削的方法。内置导轨是一种硬

一种弯管内表面的打磨方法.pdf
本发明公布了一种弯管内表面的打磨方法,首先在向夹持固定好的石油弯管内注入打磨液,由钢绳与吊耳连接,在牵引设备中的驱动下,打磨头进入到弯管中,打磨液从打磨头与弯管内壁之间的间隙中快速流出,打磨液作用在管壁上,经过磨料颗粒的高速运动对弯管内壁上的边角或是凸起等起到剪切去除的作用,进而达到抛光打磨的效果;流动的打磨液带动叶轮能够自由转动,叶轮可将部分的打磨液旋转喷射至管壁上,以此对弯管内壁进行辅助打磨,在打磨液冲击管壁的同时也将管壁上脱落的铁屑清理;两个相对设置的保护壳体可在打磨液快速流动时对叶轮进行保护,且在
核电主管道弯管内孔的加工装置及加工方法.pdf
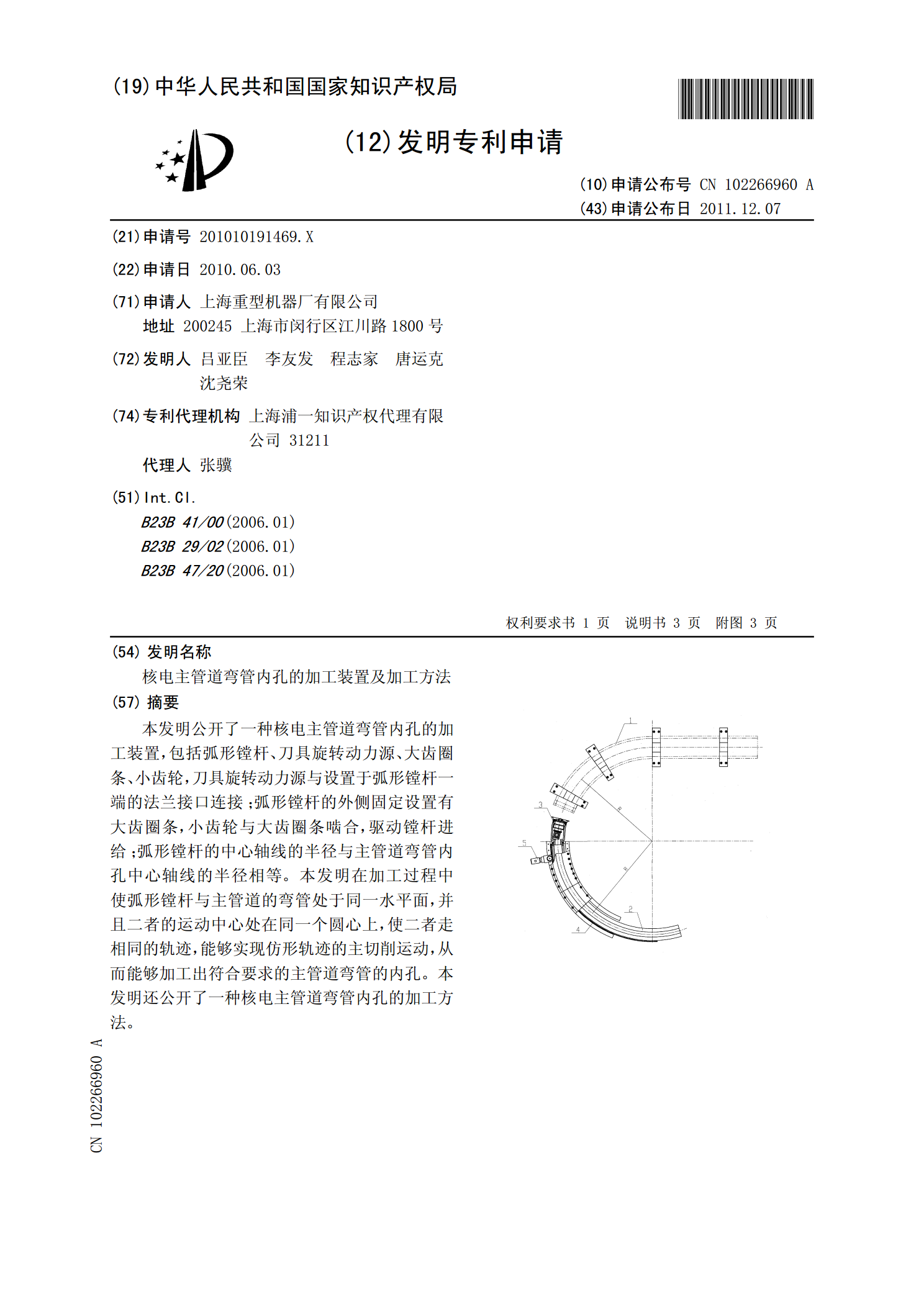
本发明公开了一种核电主管道弯管内孔的加工装置,包括弧形镗杆、刀具旋转动力源、大齿圈条、小齿轮,刀具旋转动力源与设置于弧形镗杆一端的法兰接口连接;弧形镗杆的外侧固定设置有大齿圈条,小齿轮与大齿圈条啮合,驱动镗杆进给;弧形镗杆的中心轴线的半径与主管道弯管内孔中心轴线的半径相等。本发明在加工过程中使弧形镗杆与主管道的弯管处于同一水平面,并且二者的运动中心处在同一个圆心上,使二者走相同的轨迹,能够实现仿形轨迹的主切削运动,从而能够加工出符合要求的主管道弯管的内孔。本发明还公开了一种核电主管道弯管内孔的加工方法。

弯管内表面铣削加工质量仿真及实验研究.pptx
弯管内表面铣削加工质量仿真及实验研究目录添加章节标题研究背景与意义弯管内表面铣削加工的重要性研究目的与意义研究现状与不足弯管内表面铣削加工质量仿真仿真模型建立仿真结果分析仿真结果与实际加工的对比实验研究实验设备与材料实验方法与步骤实验结果分析加工质量影响因素分析铣刀几何参数对加工质量的影响铣削参数对加工质量的影响工件材料对加工质量的影响其他因素对加工质量的影响提高弯管内表面铣削加工质量的措施选择合适的铣刀几何参数优化铣削参数改进工件材料处理方法其他有效措施结论与展望研究结论研究不足与展望THANKYOU