
可膨胀芯棒.pdf

雨巷****彦峰

1/9

2/9

3/9

4/9

5/9

6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
可膨胀芯棒.pdf
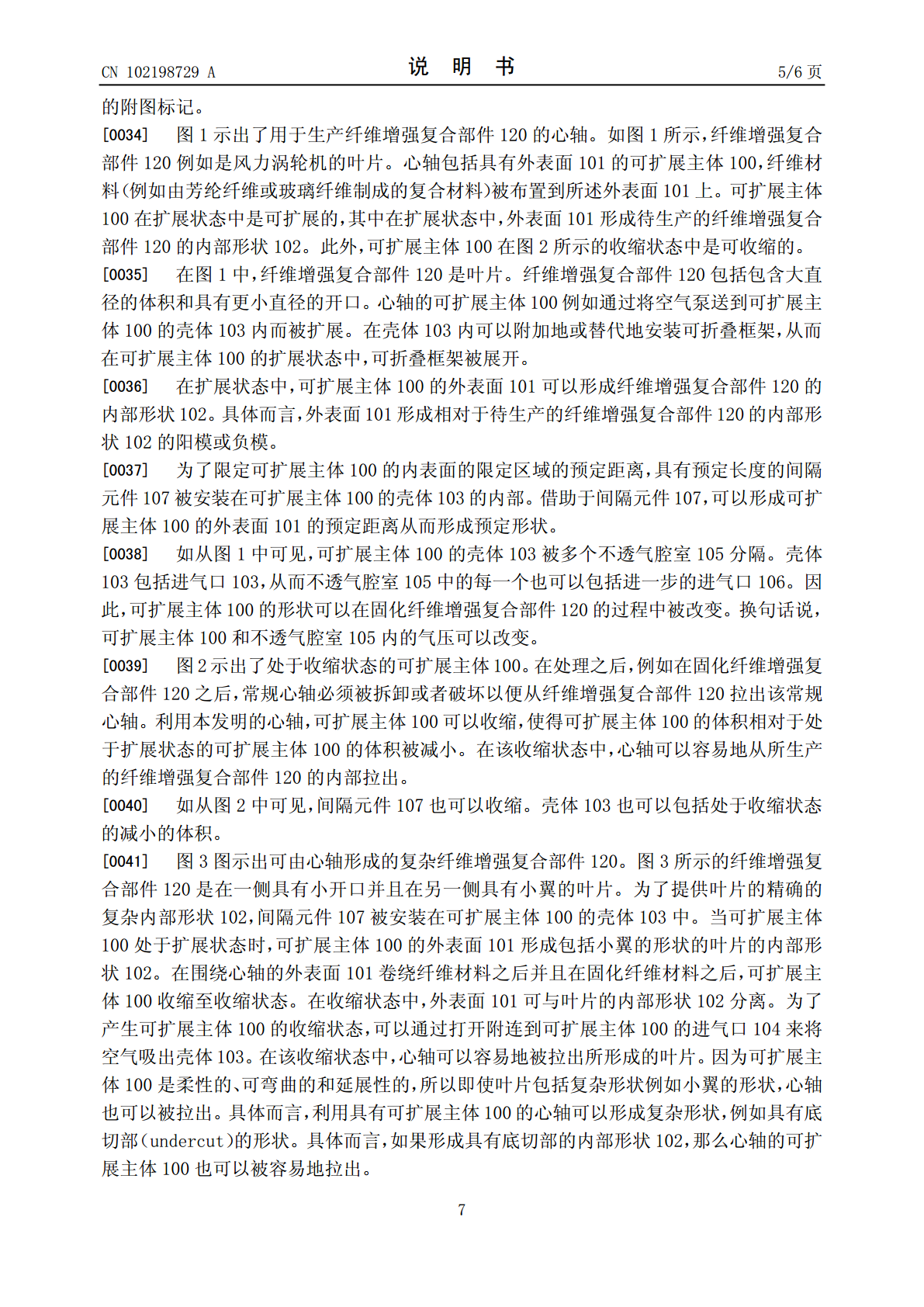
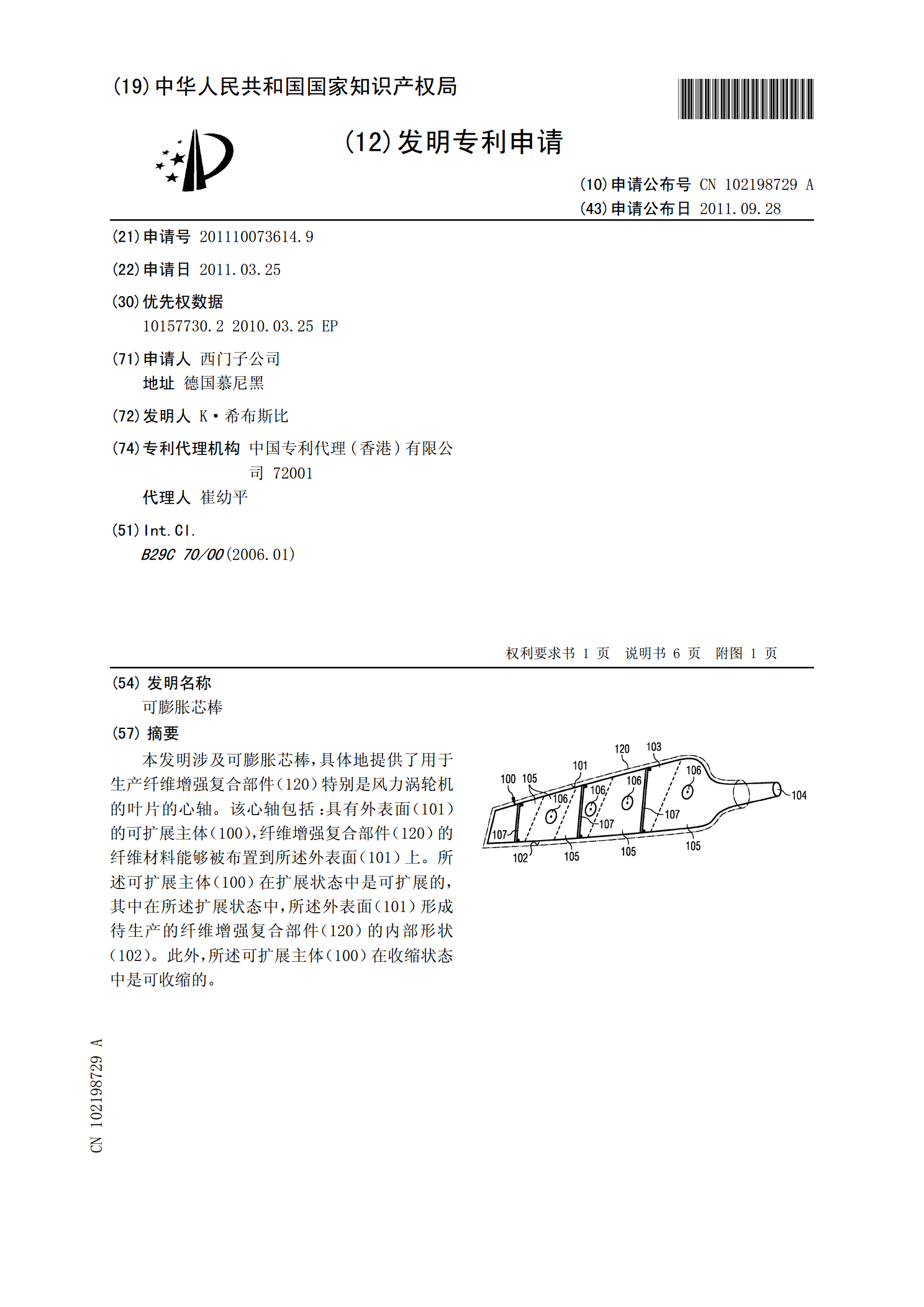
本发明涉及可膨胀芯棒,具体地提供了用于生产纤维增强复合部件(120)特别是风力涡轮机的叶片的心轴。该心轴包括:具有外表面(101)的可扩展主体(100),纤维增强复合部件(120)的纤维材料能够被布置到所述外表面(101)上。所述可扩展主体(100)在扩展状态中是可扩展的,其中在所述扩展状态中,所述外表面(101)形成待生产的纤维增强复合部件(120)的内部形状(102)。此外,所述可扩展主体(100)在收缩状态中是可收缩的。
一种可扩径式芯棒.pdf
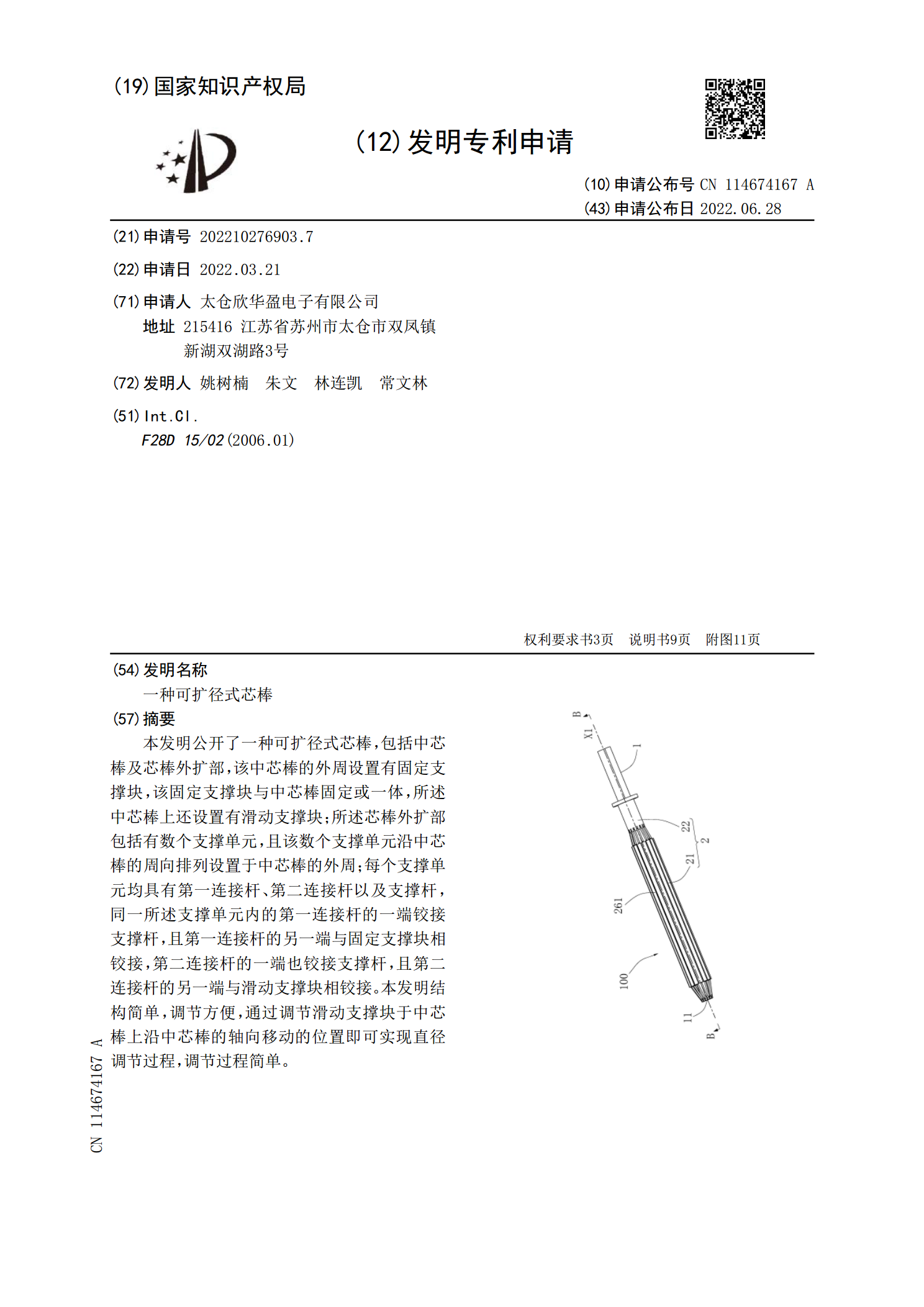
本发明公开了一种可扩径式芯棒,包括中芯棒及芯棒外扩部,该中芯棒的外周设置有固定支撑块,该固定支撑块与中芯棒固定或一体,所述中芯棒上还设置有滑动支撑块;所述芯棒外扩部包括有数个支撑单元,且该数个支撑单元沿中芯棒的周向排列设置于中芯棒的外周;每个支撑单元均具有第一连接杆、第二连接杆以及支撑杆,同一所述支撑单元内的第一连接杆的一端铰接支撑杆,且第一连接杆的另一端与固定支撑块相铰接,第二连接杆的一端也铰接支撑杆,且第二连接杆的另一端与滑动支撑块相铰接。本发明结构简单,调节方便,通过调节滑动支撑块于中芯棒上沿中芯棒
芯棒.pdf
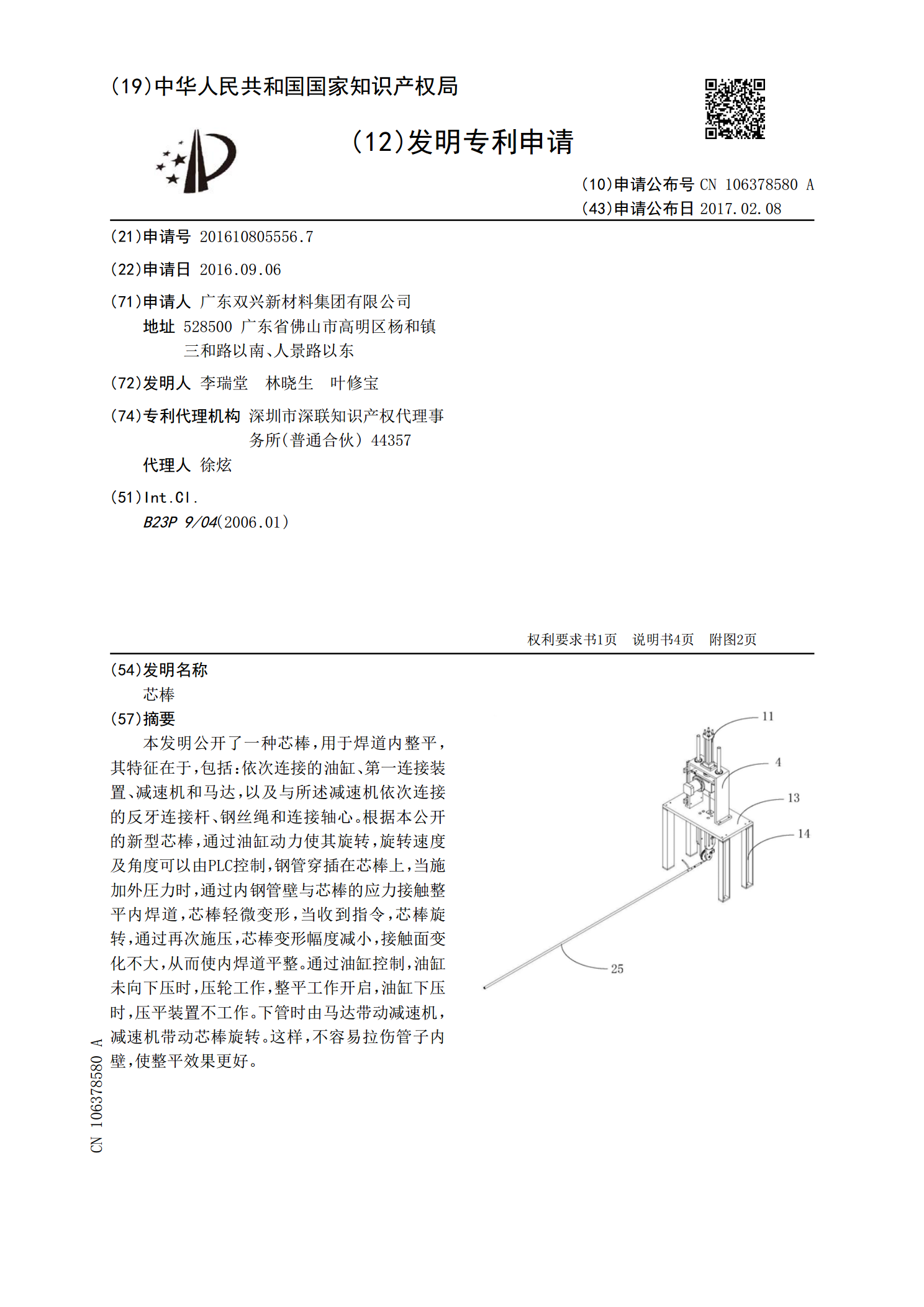
本发明公开了一种芯棒,用于焊道内整平,其特征在于,包括:依次连接的油缸、第一连接装置、减速机和马达,以及与所述减速机依次连接的反牙连接杆、钢丝绳和连接轴心。根据本公开的新型芯棒,通过油缸动力使其旋转,旋转速度及角度可以由PLC控制,钢管穿插在芯棒上,当施加外圧力时,通过内钢管壁与芯棒的应力接触整平内焊道,芯棒轻微变形,当收到指令,芯棒旋转,通过再次施压,芯棒变形幅度减小,接触面变化不大,从而使内焊道平整。通过油缸控制,油缸未向下压时,压轮工作,整平工作开启,油缸下压时,压平装置不工作。下管时由马达带动减速
芯棒保温装置及芯棒调温系统.pdf
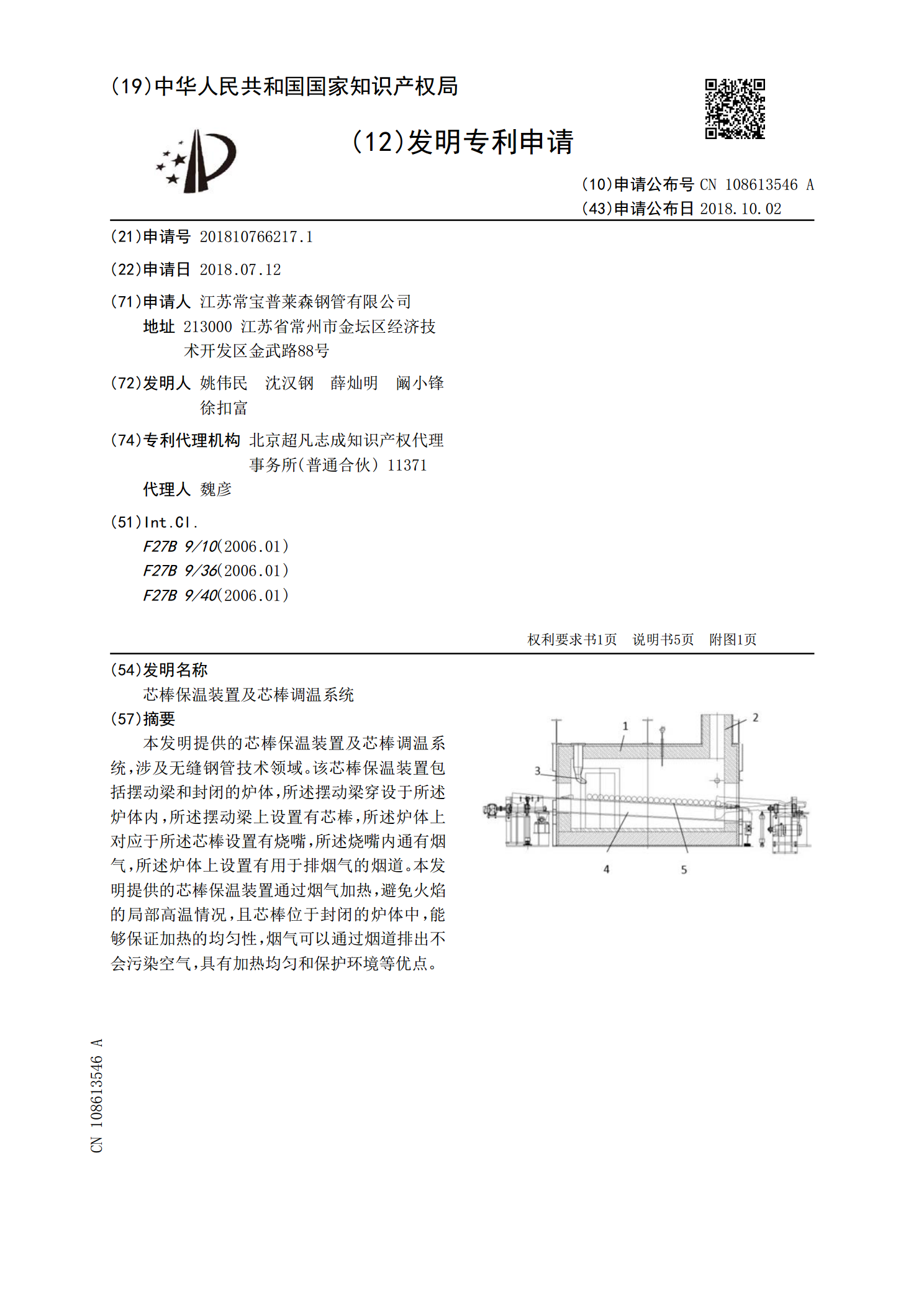
本发明提供的芯棒保温装置及芯棒调温系统,涉及无缝钢管技术领域。该芯棒保温装置包括摆动梁和封闭的炉体,所述摆动梁穿设于所述炉体内,所述摆动梁上设置有芯棒,所述炉体上对应于所述芯棒设置有烧嘴,所述烧嘴内通有烟气,所述炉体上设置有用于排烟气的烟道。本发明提供的芯棒保温装置通过烟气加热,避免火焰的局部高温情况,且芯棒位于封闭的炉体中,能够保证加热的均匀性,烟气可以通过烟道排出不会污染空气,具有加热均匀和保护环境等优点。
检测芯棒.pdf
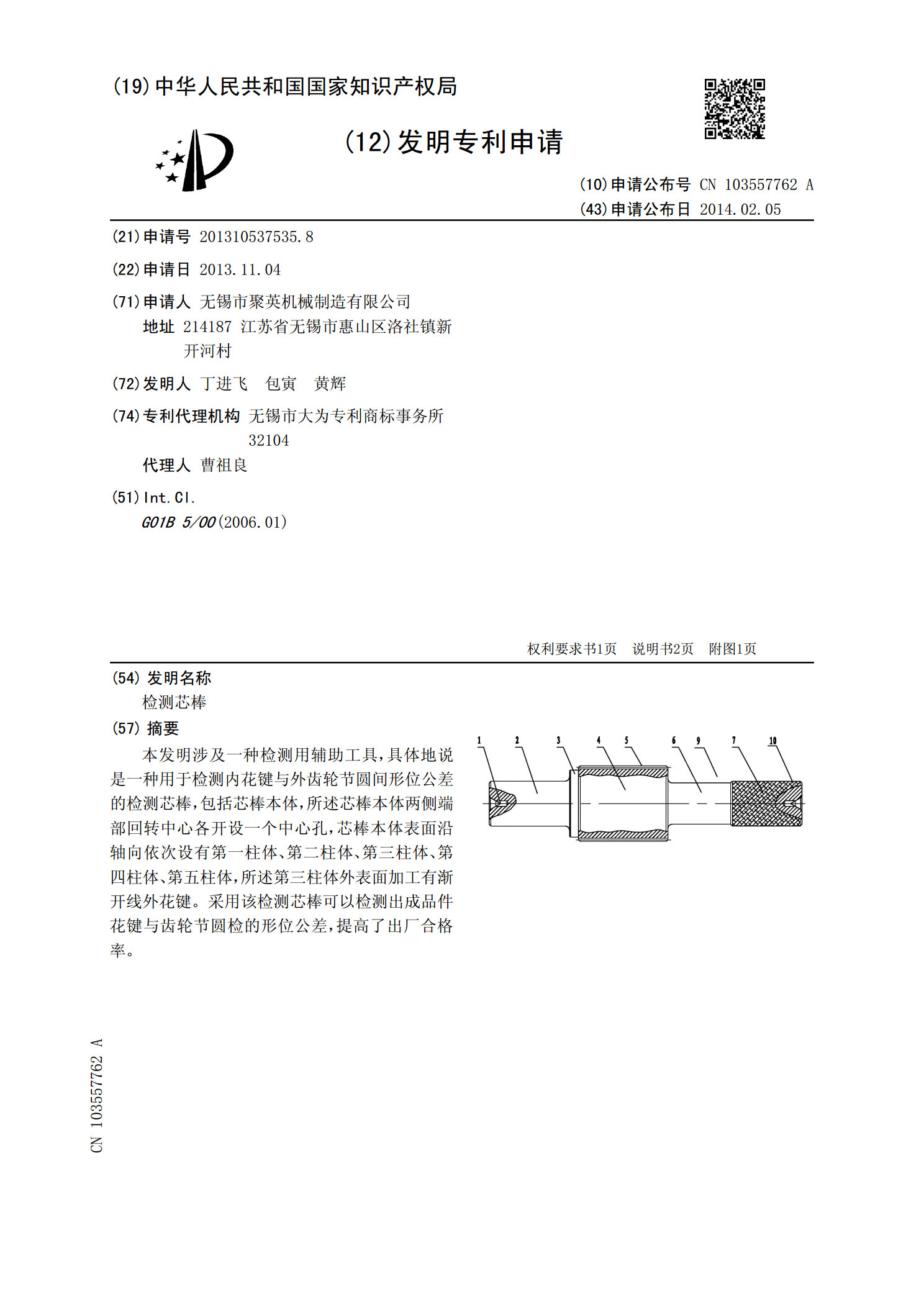
本发明涉及一种检测用辅助工具,具体地说是一种用于检测内花键与外齿轮节圆间形位公差的检测芯棒,包括芯棒本体,所述芯棒本体两侧端部回转中心各开设一个中心孔,芯棒本体表面沿轴向依次设有第一柱体、第二柱体、第三柱体、第四柱体、第五柱体,所述第三柱体外表面加工有渐开线外花键。采用该检测芯棒可以检测出成品件花键与齿轮节圆检的形位公差,提高了出厂合格率。