
槽道型钢与锚钉自动焊接机焊枪进给和纵向移位机构.pdf

秀华****魔王

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
槽道型钢与锚钉自动焊接机焊枪进给和纵向移位机构.pdf
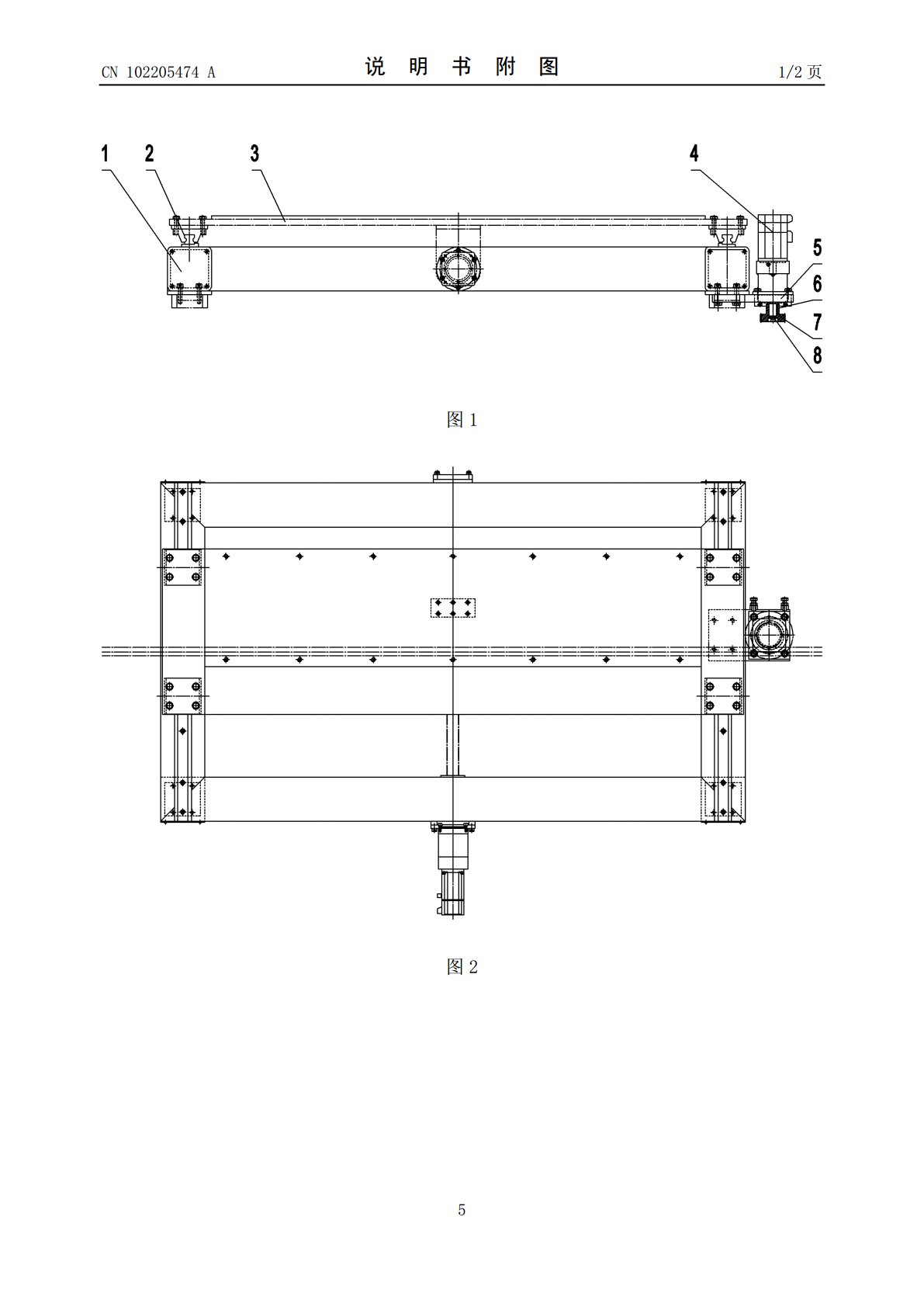
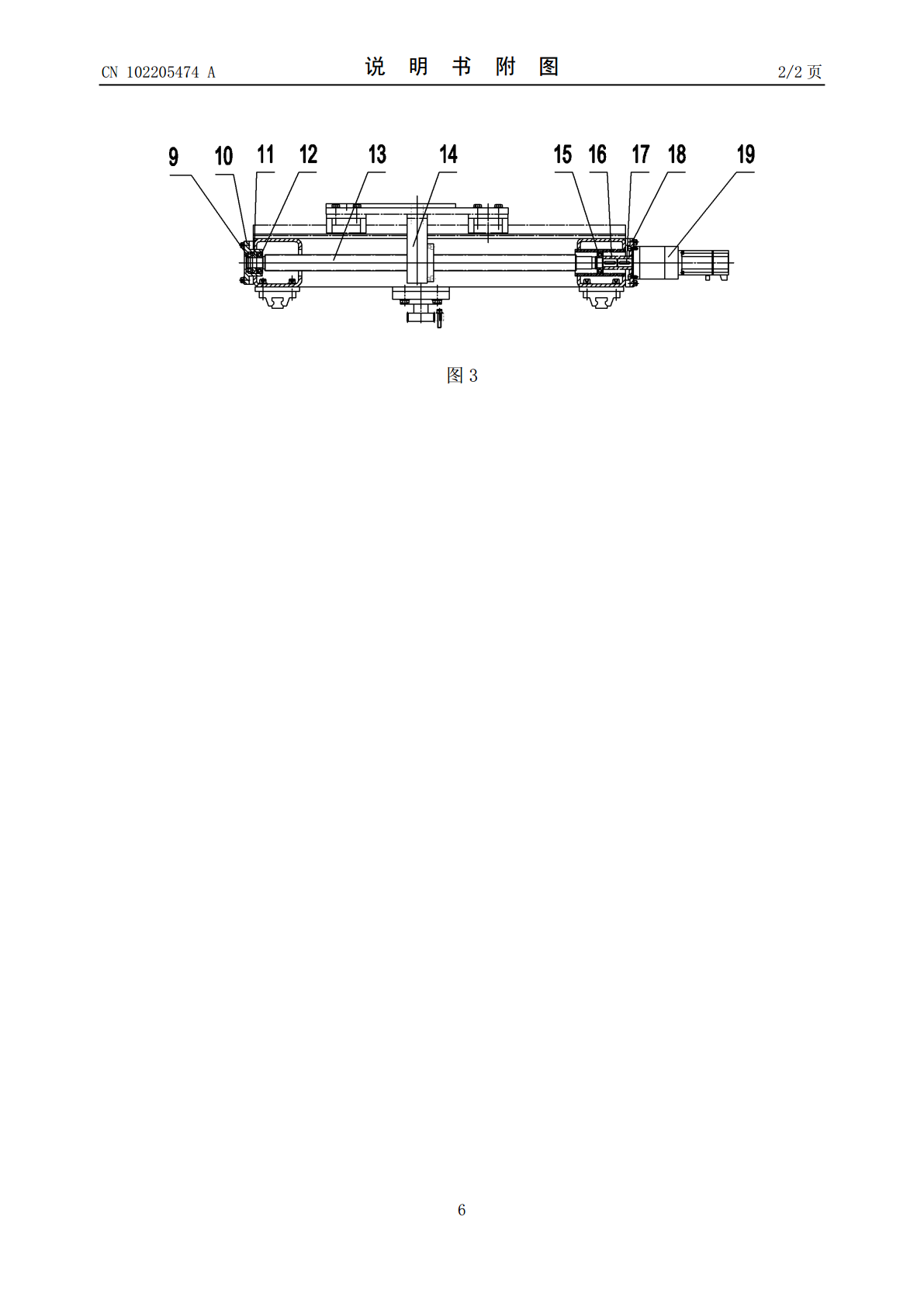
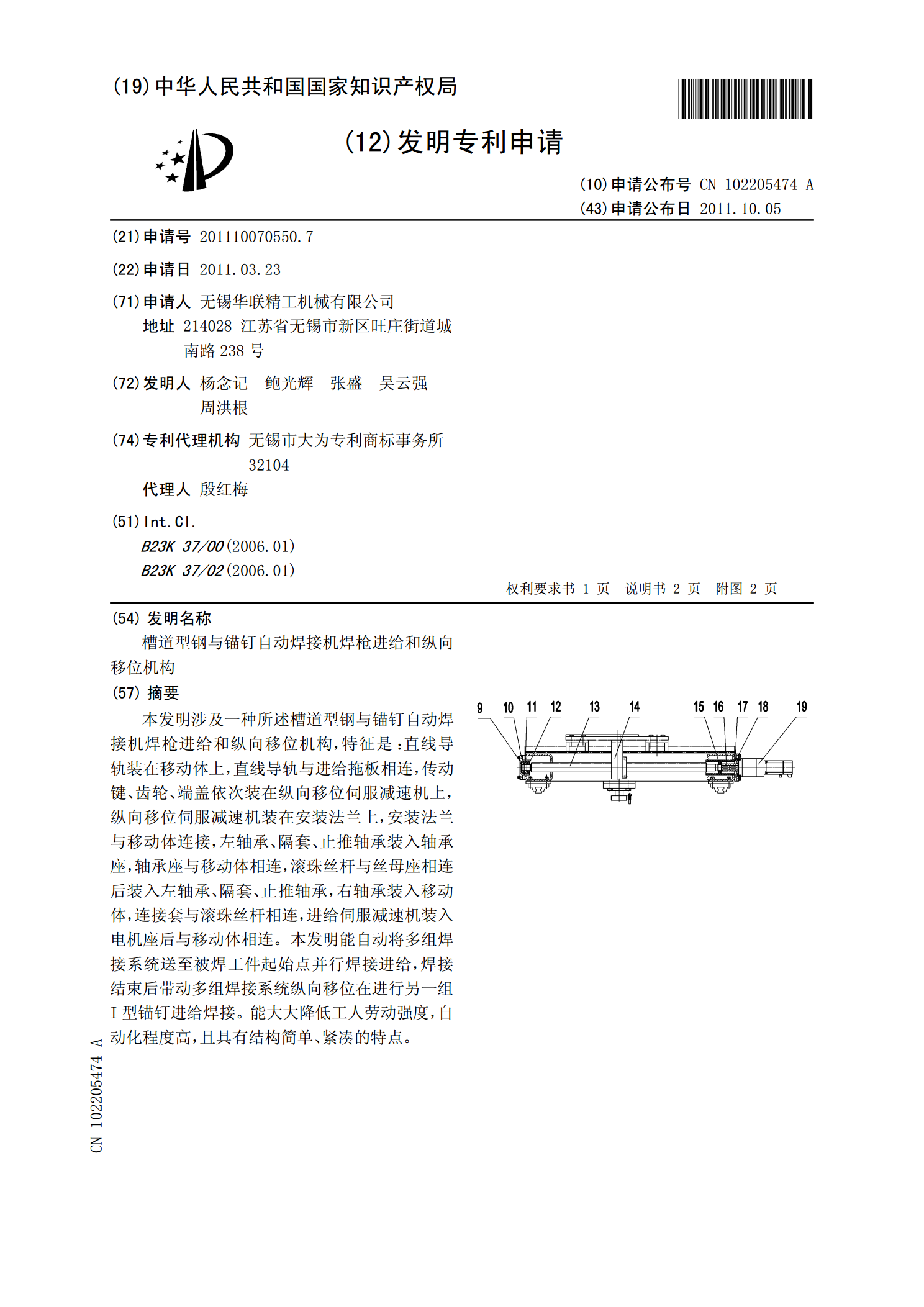
本发明涉及一种所述槽道型钢与锚钉自动焊接机焊枪进给和纵向移位机构,特征是:直线导轨装在移动体上,直线导轨与进给拖板相连,传动键、齿轮、端盖依次装在纵向移位伺服减速机上,纵向移位伺服减速机装在安装法兰上,安装法兰与移动体连接,左轴承、隔套、止推轴承装入轴承座,轴承座与移动体相连,滚珠丝杆与丝母座相连后装入左轴承、隔套、止推轴承,右轴承装入移动体,连接套与滚珠丝杆相连,进给伺服减速机装入电机座后与移动体相连。本发明能自动将多组焊接系统送至被焊工件起始点并行焊接进给,焊接结束后带动多组焊接系统纵向移位在进行另一

槽道型钢与锚钉自动焊接机移动小车机构.pdf
本发明涉及一种所述槽道型钢与锚钉自动焊接机移动小车机构,其包括导向轴承、导向轴、卡簧、导向座、行走轮、轴、插片、移动体、定位锥销、隔套、轴承;所述导向轴承装入导向轴并用卡簧固定,导向轴装入导向座,导向座装在移动体上,轴承装入行走轮内,轴窜入隔套、轴承,插片卡住轴并固定在移动体上。本发明进行高铁槽道型钢与锚钉自动焊接前,操作人员只需在焊接区外将槽道型钢及锚钉装配在移动小车机构上的焊接夹具体上,然后推动移动小车机构将焊接夹具体送入焊接区进行焊接,焊后的移出进行更换工件,同时另一移动小车推进进行作业,大大降低工

双C型钢自动焊接机中的自动组立机构.pdf
本发明涉及一种双C型钢自动焊接机中的自动组立机构,包括固定轮机构、推紧定位机构、上压辊机构、第一、第二气缸及导向杆。所述推紧定位机构采用移动座在直线导轨上运动,移动座通过联接座和销轴与第二气缸连接,使气缸能对整个推紧定位机构进行推紧和拉伸工作;所述上压辊机构通过联接座和销轴与第一气缸联接,导向套通过螺栓与固定座主体连接,轴外安装输送辊,输送辊压紧工件,导向套内安装导向杆。本发明结构简单、紧凑,合理;防止两C型钢侧边错位,由推紧定位机构将工件推向固定轮机构,有效保证工件处于正确的焊接位置;能使工件与驱动辊间

双焊枪热管自动焊接机.pdf
本发明公开了双焊枪热管自动焊接机,包括机架、双管自动出料装置、双管自动进料装置、双氩弧焊枪调整装置、双管自动焊接装置、双管自动落料装置和PLC;双管自动进料装置的外分管滑台和胶轮滑台分别通过平行设置的一对滑块安装在两条直线导轨上;辅助分管固定板设置在外分管滑台侧面上,两块胶轮侧板分别设置在胶轮滑台两侧面上;在两块主分管板和三块辅助分管板上分别平行设有多个V型槽,多个V型槽成对在两块主分管板和三块辅助分管板上设置,每一对V型槽的间距与前后两个料爪块卡槽的间距相等;本发明每次焊接两根热管,整个过程包括送料、进
锚钉和形成锚钉的方法.pdf
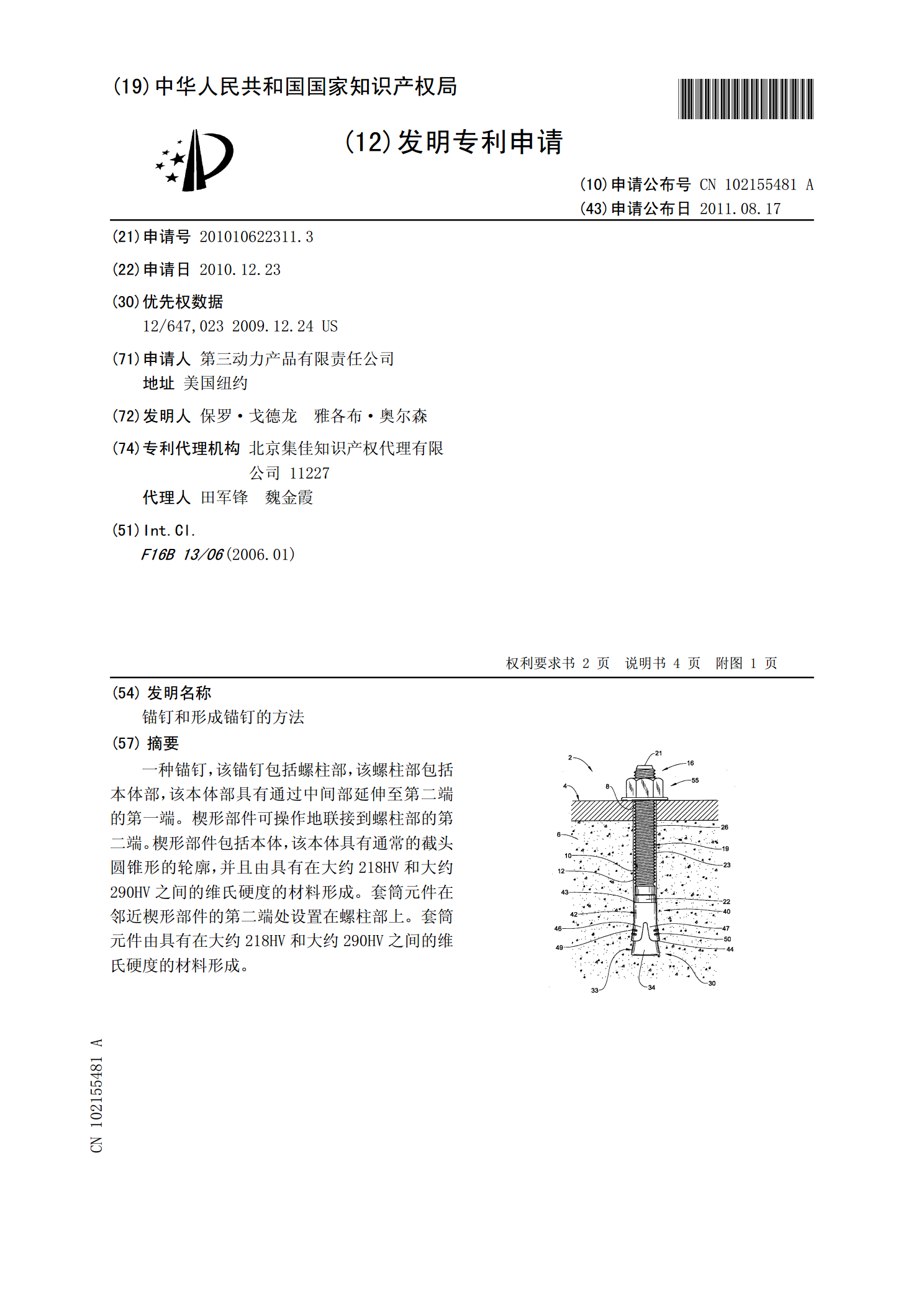
一种锚钉,该锚钉包括螺柱部,该螺柱部包括本体部,该本体部具有通过中间部延伸至第二端的第一端。楔形部件可操作地联接到螺柱部的第二端。楔形部件包括本体,该本体具有通常的截头圆锥形的轮廓,并且由具有在大约218HV和大约290HV之间的维氏硬度的材料形成。套筒元件在邻近楔形部件的第二端处设置在螺柱部上。套筒元件由具有在大约218HV和大约290HV之间的维氏硬度的材料形成。