
双C型钢自动焊接机中的自动组立机构.pdf

白真****ng


1/7

2/7

3/7
4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

双C型钢自动焊接机中的自动组立机构.pdf
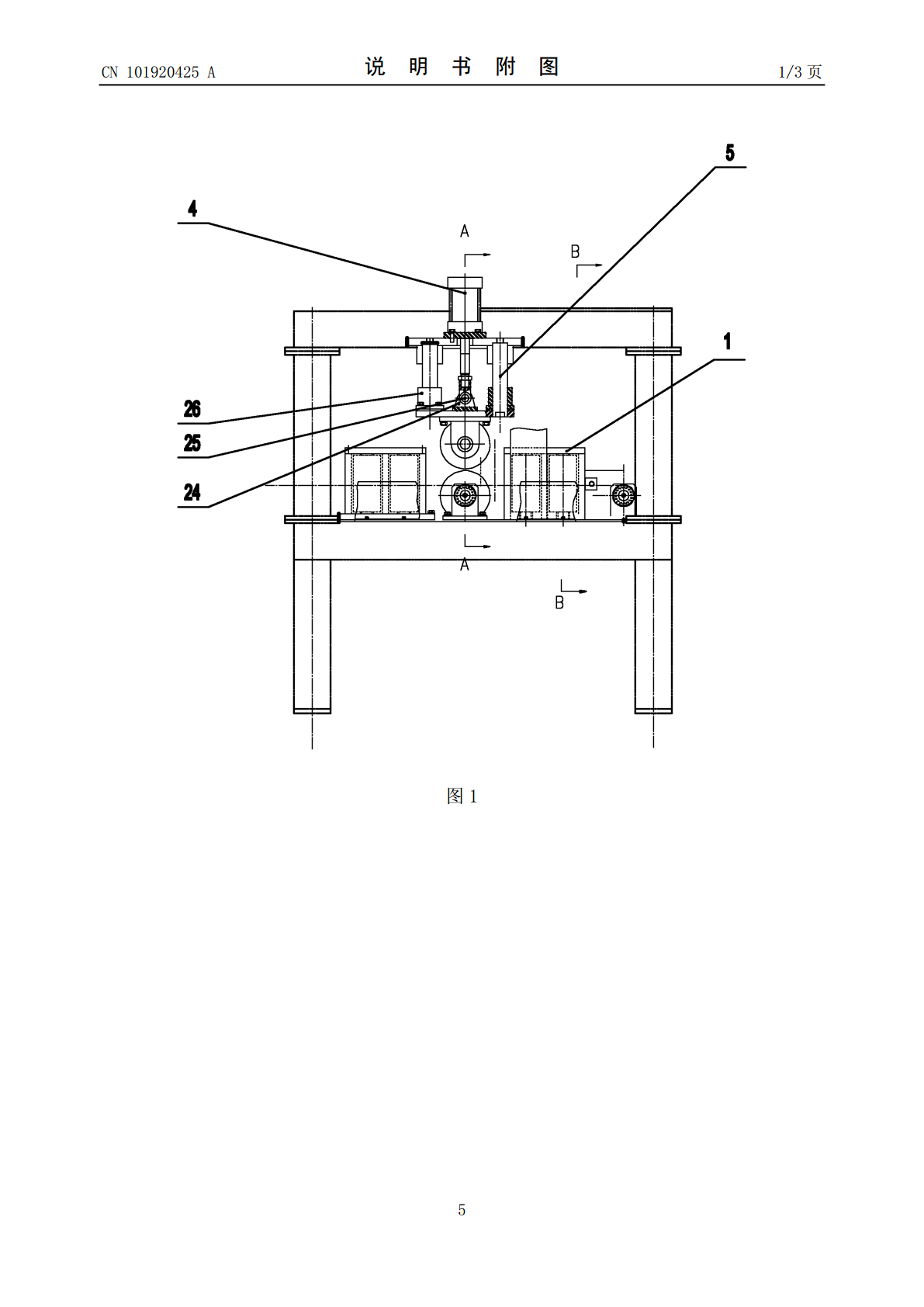
本发明涉及一种双C型钢自动焊接机中的自动组立机构,包括固定轮机构、推紧定位机构、上压辊机构、第一、第二气缸及导向杆。所述推紧定位机构采用移动座在直线导轨上运动,移动座通过联接座和销轴与第二气缸连接,使气缸能对整个推紧定位机构进行推紧和拉伸工作;所述上压辊机构通过联接座和销轴与第一气缸联接,导向套通过螺栓与固定座主体连接,轴外安装输送辊,输送辊压紧工件,导向套内安装导向杆。本发明结构简单、紧凑,合理;防止两C型钢侧边错位,由推紧定位机构将工件推向固定轮机构,有效保证工件处于正确的焊接位置;能使工件与驱动辊间

一种双C型钢自动焊接机中的自动组立机构.pdf
一种双C型钢自动焊接机中的自动组立机构,包括固定轮机构、上压辊机构、导向杆;所述固定轮机构采用在定位轮轴两端安装防尘轴承,防尘轴承外安装定位轮并安装在固定座内,固定座上端盖上盖板;导向套通过螺栓与固定座主体连接,轴外安装输送辊,输送辊压紧工件;导向套内安装导向杆;导向杆或导向套上装有磁铁;所述磁铁线圈与导向杆偏心量控制电路相连接;偏心量控制电路含有位移检测电路,与位移检测电路相连的控制器将该位移信号转换为控制信号,经功率放大器放大后驱动磁铁,实现导向杆在导向套中的自动对中。本发明有益效果是:结构简单,导向

重型H型钢自动组立机.pdf
本发明涉及一种重型H型钢自动组立机,包括主机、预对中装置、输入输出辊道、液压站和电控系统,主机包括上门架与底座,其特征在于:所述底座包括固定安装在其上的主传动辊、从动辊、被动辊、焊枪固定装置、对齐装置和对中机构,主传动辊通过主传动轴与主传动减速机相连接,所述对中机构包括三组翼板对中装置和两组腹板对中装置,它们对称布置在底座两侧,所述三组翼板对中装置通过涡轮减速机与翼板液压马达相连接,两组腹板对中装置通过涡轮减速机与腹板液压马达相连接。本发明重型H型钢自动组立机的对中驱动动力大,传动精度和可靠性

型钢自动翻转对接组立装置.pdf
本发明公开了一种型钢自动翻转对接组立装置,包括设置在焊接流水线处的型钢翻转机架和设置在焊接流水线一侧的翼板上料装置,型钢翻转机架上竖向转动安装型钢翻转支座,型钢翻转支座上设有型钢避让过口、以及位于型钢避让过口的口顶和型钢翻转支座的外周面之间的型钢对接通道,型钢翻转支座包括待命取料工位、翼板对接工位和对接输出工位,型钢翻转支座与型钢翻转机架之间设有转动支撑装置和换位驱动装置;型钢翻转支座上位于型钢避让过口处设有T型钢取料对接装置,且位于型钢对接通道处设有翼板接料对接装置。本发明可完成在线快速翻转工作,且在翻

H型钢自动组立机中翼板对中装置.pdf
本发明涉及一种H型钢自动组立机中翼板对中装置,具体的说是将不同板宽和不同板厚的H型钢中的翼板进行对中组立,属于机械设备技术领域。其包括滑道、主动滑动块、被动滑动块、主动齿条、被动齿条和齿轮轴,被动滑动块下端固定被动齿条,主动滑动块下端固定主动齿条。齿轮轴通过上下两端的轴承分别连接定位块和滑道,齿轮轴分别与两侧的主动齿条和被动齿条啮合连接。主动滑动块和被动滑动块上端分别固定一个滚轮座,滚轮座上固定滚轮轴,滚轮轴通过两个球轴承连接滚轮。本发明能准确、快捷地实现H型钢中翼板的自动对中和定位;自动化程度高,大大降