
非标铰刀修磨方法.pdf

和裕****az


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

非标铰刀修磨方法.pdf
本发明公开了一种非标铰刀的修磨方法,利用现有的普通的修磨设备砂轮,经刀具安装、调节砂轮、刀具粗磨、刀具的外圆精磨、修磨第一后角留出刃带等步骤,即可实现对非标铰刀的修磨。该修磨方法能提高修磨质量,更好地保证修磨后铰刀的精度,不增加设备投入,实现刀具的重复利用,减少周转刀具的数量,节约生产成本。本发明适用于对非标铰刀的刃部修磨。

修磨卡盘的方法.docx
修磨卡盘的方法标题:修磨卡盘的方法及其应用摘要:本论文主要探讨修磨卡盘的方法以及其在工业生产中的应用。首先介绍卡盘的基本概念和结构,并分析其在工作过程中所面临的问题。然后详细阐述卡盘修磨的原则和常用方法,包括机械修磨和化学修磨等,并对其进行比较和评价。最后,讨论修磨后卡盘的应用场景和效果,以及未来发展方向。1.引言卡盘是一种工业生产装备中常用的夹具,用于将工件固定在机床上进行加工。随着使用时间的增加,卡盘表面可能会出现磨损、划伤等问题,导致工件加工精度下降,甚至危及工作安全。因此,对卡盘进行定期修磨显得尤
非标模数谐波齿轮的修型方法.pdf
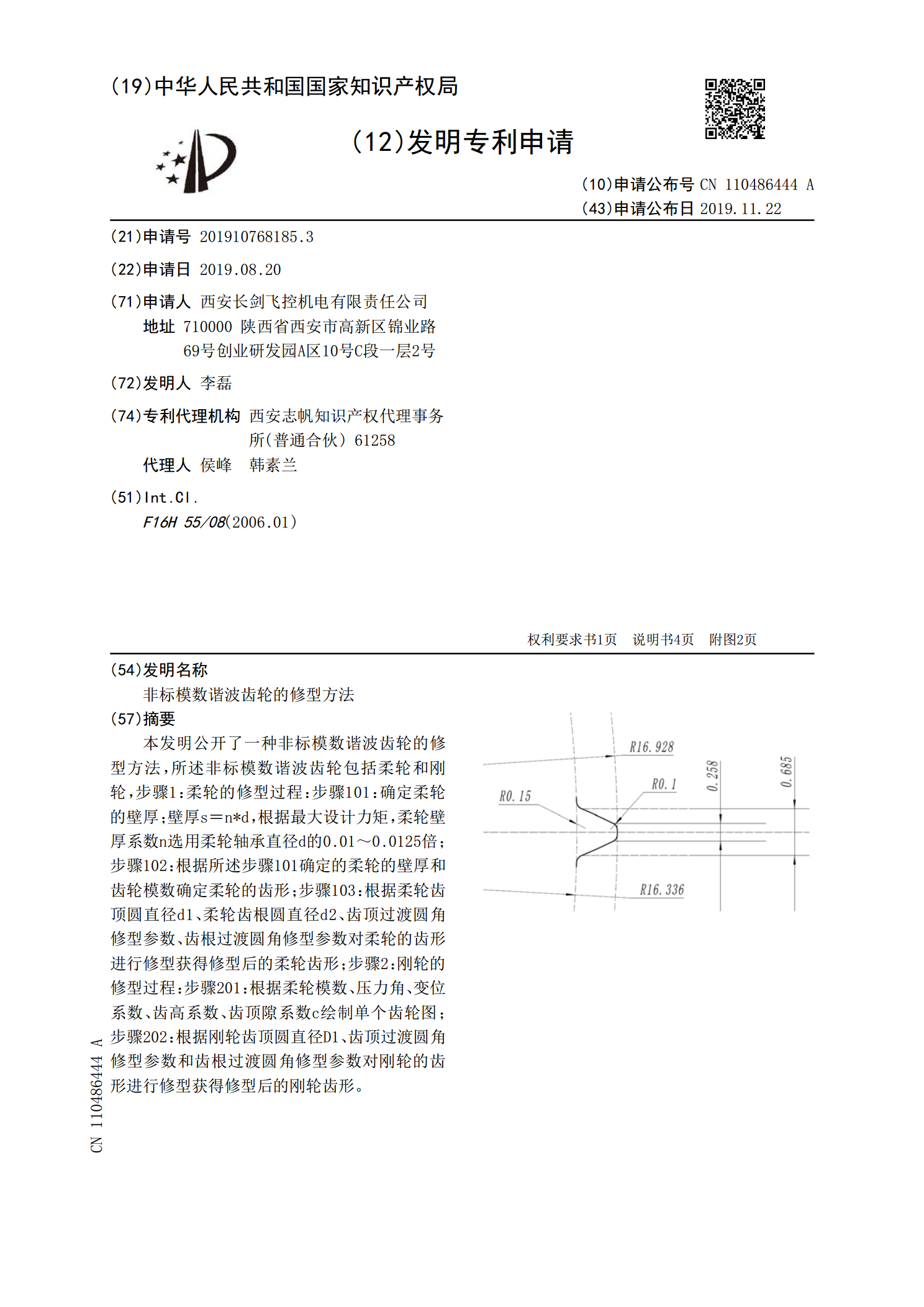
本发明公开了一种非标模数谐波齿轮的修型方法,所述非标模数谐波齿轮包括柔轮和刚轮,步骤1:柔轮的修型过程:步骤101:确定柔轮的壁厚;壁厚s=n*d,根据最大设计力矩,柔轮壁厚系数n选用柔轮轴承直径d的0.01~0.0125倍;步骤102:根据所述步骤101确定的柔轮的壁厚和齿轮模数确定柔轮的齿形;步骤103:根据柔轮齿顶圆直径d1、柔轮齿根圆直径d2、齿顶过渡圆角修型参数、齿根过渡圆角修型参数对柔轮的齿形进行修型获得修型后的柔轮齿形;步骤2:刚轮的修型过程:步骤201:根据柔轮模数、压力角、变位系数、齿高

一种车床轨道修磨设备及修磨方法.pdf
本发明提供了一种车床轨道修磨设备及修磨方法。该车床轨道修磨设备包括设置在车床尾座轨道上并可沿车床尾座轨道滑动的轨道轮组;在所述轨道轮组上固定连接有水平可旋转支架,在水平可旋转支架的上方设置有Z轴向调整机构,在Z轴向调整机构上设置有Y轴向调整机构,在Y轴向调整机构上设置有可旋转电机座,在可旋转电机座上固接有电机;所述电机的输出轴连接有用于对车床的刀架轨道进行修磨的砂轮。本发明中的修磨设备小巧灵活,其借助于无磨损且无误差的尾座轨道,并由电机带动砂轮实现对已磨损的刀架轨道进行修磨,修磨过程中无需拆卸车床机头,因

一种活动顶尖修磨装置及其修磨方法.pdf
本发明提供的活动顶尖修磨装置,包括端头设置有轴向上的内锥孔的车床尾座伸缩轴、安装在车床小拖板的刀架上的微型砂轮机和用于带动活动顶尖芯轴转动的无级调速电机,无级调速电机安装在水平支承平台上,该水平支承平台安装在所述车床尾座伸缩轴的外圆壁上。排除了不同基准旋转造成的活动顶尖芯轴轴线偏移,消除了过去用外圆磨床修磨的精度误差;结构轻巧,简单实用,安装及调校简单。