
发动机缸体冷芯覆砂外模及其制造方法.pdf

书錦****by


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

发动机缸体冷芯覆砂外模及其制造方法.pdf
本发明公开了一种发动机缸体冷芯覆砂外模及其制造方法,包括相互闭合的上模砂箱和下模砂箱,所述的上模砂箱和下模砂箱上分别开设有射砂孔,上模砂箱和下模砂箱的铁模型腔内腔壁上分别喷射覆盖有固化的冷芯砂层,所述冷芯砂层的表面轮廓与所铸缸体的外壁形状吻合。本发明在上、下模砂箱上分别开设射砂孔,在铸型制作时,可通过射砂孔将混合好的冷芯砂分别喷射到上、下模砂箱的型腔内,在其表面形成铁模覆砂,并通过固化剂固化,从而减轻劳动强度,提高劳动生产率,改变现场工作环境,做到无粉尘污染,实现清洁生产,并且提高了铸件的毛坯质量和尺寸精
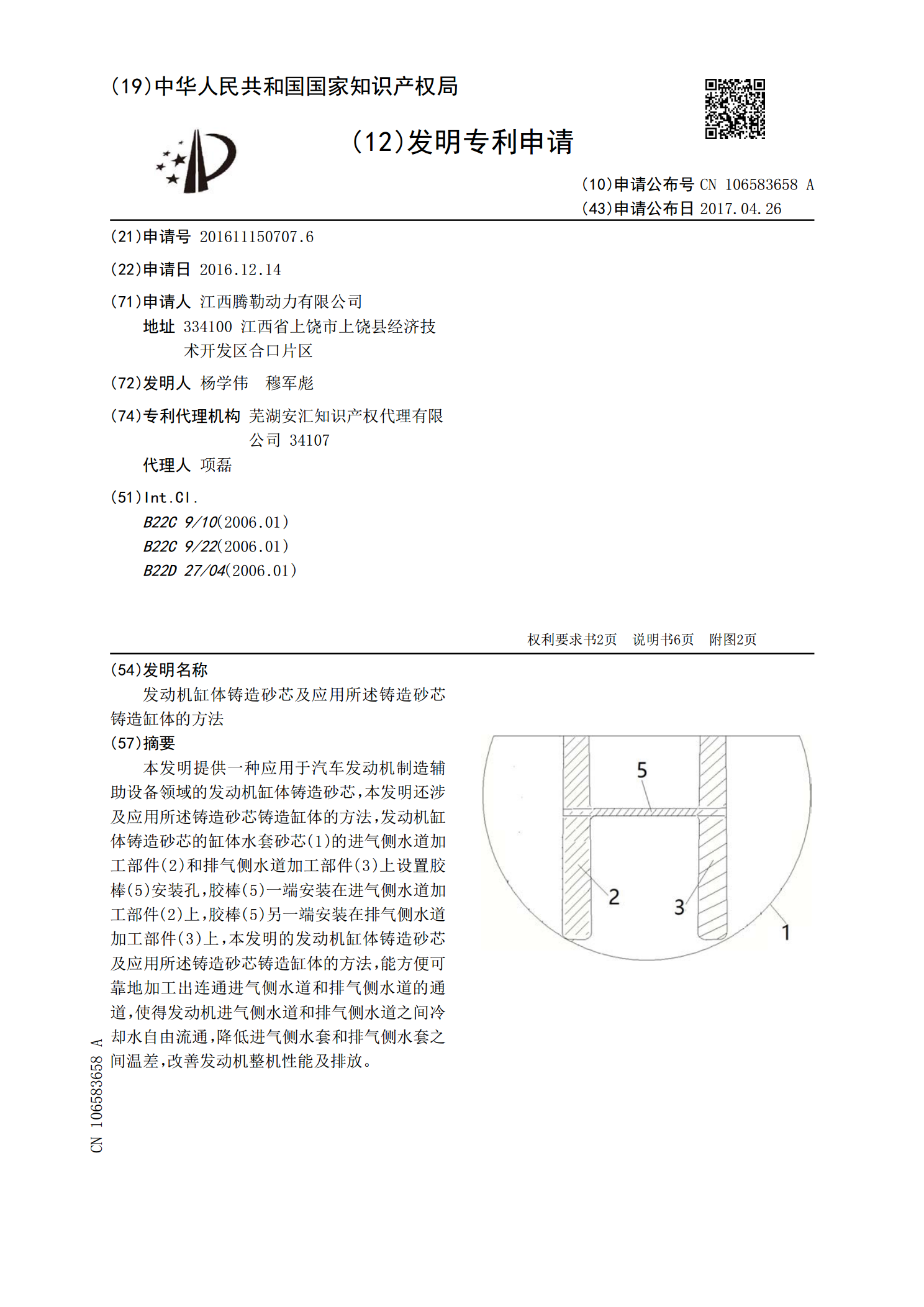
发动机缸体铸造砂芯及应用所述铸造砂芯铸造缸体的方法.pdf
本发明提供一种应用于汽车发动机制造辅助设备领域的发动机缸体铸造砂芯,本发明还涉及应用所述铸造砂芯铸造缸体的方法,发动机缸体铸造砂芯的缸体水套砂芯(1)的进气侧水道加工部件(2)和排气侧水道加工部件(3)上设置胶棒(5)安装孔,胶棒(5)一端安装在进气侧水道加工部件(2)上,胶棒(5)另一端安装在排气侧水道加工部件(3)上,本发明的发动机缸体铸造砂芯及应用所述铸造砂芯铸造缸体的方法,能方便可靠地加工出连通进气侧水道和排气侧水道的通道,使得发动机进气侧水道和排气侧水道之间冷却水自由流通,降低进气侧水套和排气侧
铸铁件汽车发动机缸体回油道砂芯制造方法.pdf
本发明提供了铸铁件汽车发动机缸体回油道砂芯制造方法,包括以下步骤:S1,树脂砂混炼:原砂80‑85%,宝珠砂10‑15%,树脂1.25‑1.65%,加入混砂机混炼均匀;S2,制芯:热电偶均匀加热,芯盒温度控制230‑270℃,射砂压力2‑4pa,固化时间50‑60s,均匀加热固化成型;S3,泡涂料:选用水基涂料,涂料的波美度30‑32°Bé,浸入式泡涂,浸入时间5‑8s;S4,烘干:烘干炉内温度230‑260℃,烘烤时间45‑55min,烘干后砂芯水分含量不大于0.4%;S5,浇注成型:将立体库内回油道砂

发动机缸体油道芯的冷芯盒工艺.docx
发动机缸体油道芯的冷芯盒工艺发动机是汽车的核心部件之一,它的性能直接关系到整个汽车的运行质量。而发动机油道芯作为发动机的头号重要零部件之一,它的质量也非常关键。本文将从发动机油道芯的基本概念、冷芯盒的制作过程和常见问题三个方面来详细介绍发动机缸体油道芯的冷芯盒工艺。一、发动机油道芯的基本概念发动机油道芯是发动机缸体内的通道系统,主要负责引导润滑油、冷却液和气体的流动,并将这些介质引导到发动机的各个部位。油道芯的形状和布局是根据每个发动机的具体情况而设计的,相对应的也有不同的制作工艺。目前,发动机油道芯的制

无机覆膜砂及其制造方法.pdf
本发明涉及覆膜砂及其制造方法,为解决现有无机覆膜砂进行高温浇注后溃散性差的缺点,本发明公开一种无机覆膜砂,其由下列重量百分比的原料制成:2%‑7%无机粘结剂,0.5%‑3%三氧化二硼,余量为原砂,该覆膜砂的制造方法如下:将无机粘结剂和三氧化二硼粉末按比例混合均匀后与原砂按比例加入到混砂机中按传统工艺进行混制后冷却筛分与包装。本发明中由于加入了三氧化二硼,三氧化二硼高温分解出气体,在无机粘结剂中形成空洞,破坏无机粘结剂的固化结构,使其残留强度大幅降低,从而实现溃散性的提高。