
激光封边方法.pdf

是你****平呀


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

激光封边方法.pdf
提供一种激光封边方法,利用激光对被加工板材进行封边,其包括以下步骤:工件准备步骤,准备被加工板材;齐边铣削步骤,对被加工板材的表面进行铣削加工,使得其侧边整齐;激光封边步骤,通过封边带传送机构向被加工板材的加工表面供给一侧涂敷有聚合物涂层的封边带,同时,在封边带与被加工板材的加工表面结合之前,利用自激光装置射出的激光束以规定角度照射聚合物涂层使其熔解,然后,通过压轮机构将封边带和被加工板材的加工表面牢固地粘结在一起;以及修边步骤,利用设置在被加工板材的、与激光装置相反的一侧的修边机构,对封边作业后的被加工

激光封边系统结构及工艺.docx
激光封边系统结构及工艺激光封边系统是一种应用激光技术进行木材、人造板等材料的封边处理的高科技系统,其主要结构包括激光发射器、精确控制系统和加工平台。相比传统的机械封边方法,激光封边具有较高的精度、速度和效率,成品也更加美观。一、激光封边系统结构激光封边系统主要由激光发射器、精确控制系统和加工平台组成。其中,激光发射器是整个系统的核心部件,它将能量转换成激光束,精确控制系统负责对激光进行调节和定位,而加工平台则是物料进行封边加工的具体位置。1.激光发射器激光发射器包括主要部件和辅助设备两个方面。主要部件包括

板式家具封边技术以及激光封边研究进展.docx
板式家具封边技术以及激光封边研究进展板式家具封边技术以及激光封边研究进展摘要:随着现代家居装饰的迅猛发展,板式家具成为了一种流行的选择。封边技术是板式家具制作过程中的关键步骤之一,旨在增强家具的耐久性和美观性。本文综述了板式家具封边技术的发展历程,并重点讨论了激光封边技术在家具制造中的应用与研究进展。1.引言板式家具封边技术作为现代家具制造的重要环节,对于提升板式家具的质量和性能具有重要意义。封边技术的发展既遵循了家具制造工艺的发展趋势,也受到了新材料与新技术的影响。激光封边技术作为一种新兴技术,在提高封
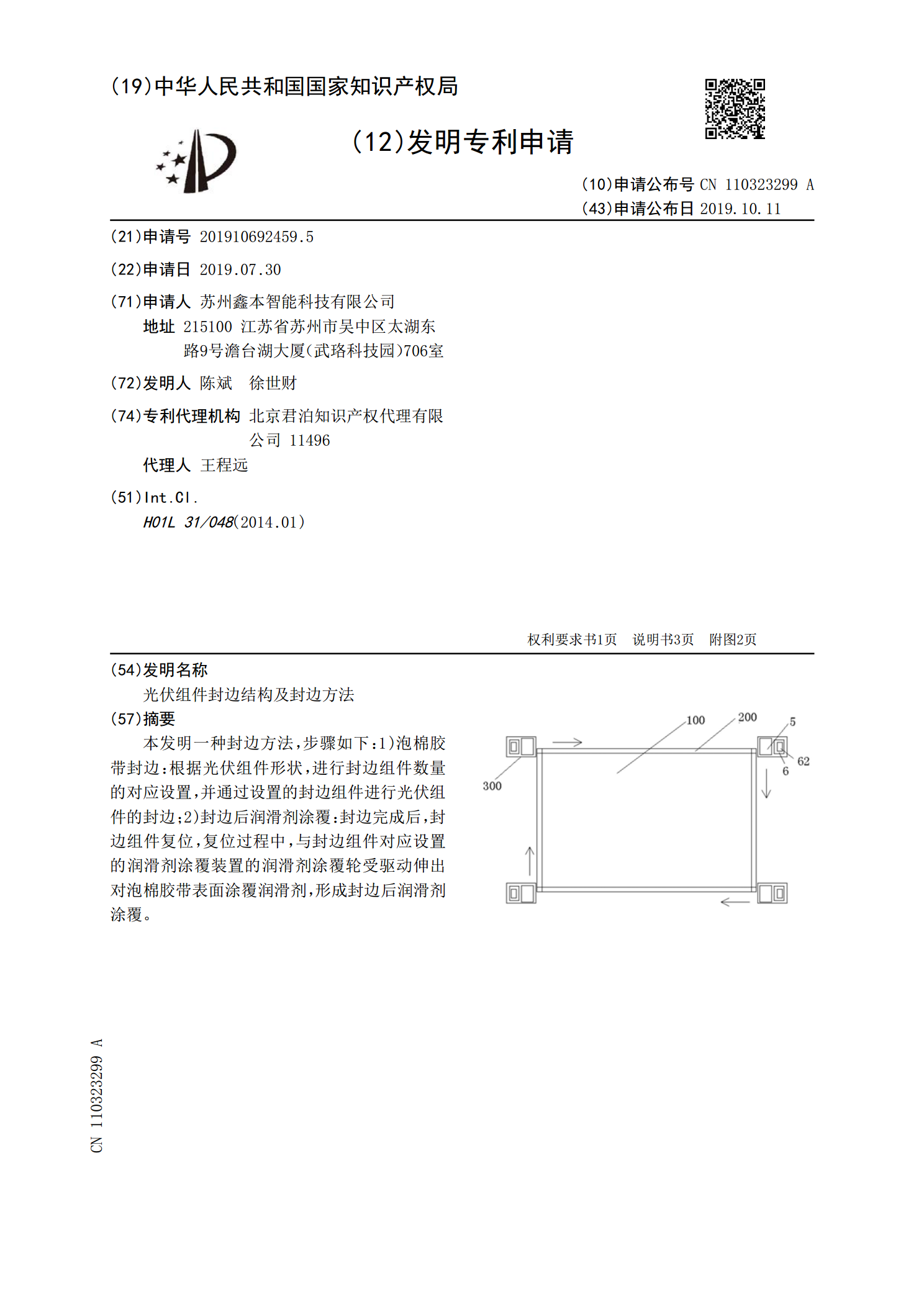
光伏组件封边结构及封边方法.pdf
本发明一种封边方法,步骤如下:1)泡棉胶带封边:根据光伏组件形状,进行封边组件数量的对应设置,并通过设置的封边组件进行光伏组件的封边;2)封边后润滑剂涂覆:封边完成后,封边组件复位,复位过程中,与封边组件对应设置的润滑剂涂覆装置的润滑剂涂覆轮受驱动伸出对泡棉胶带表面涂覆润滑剂,形成封边后润滑剂涂覆。
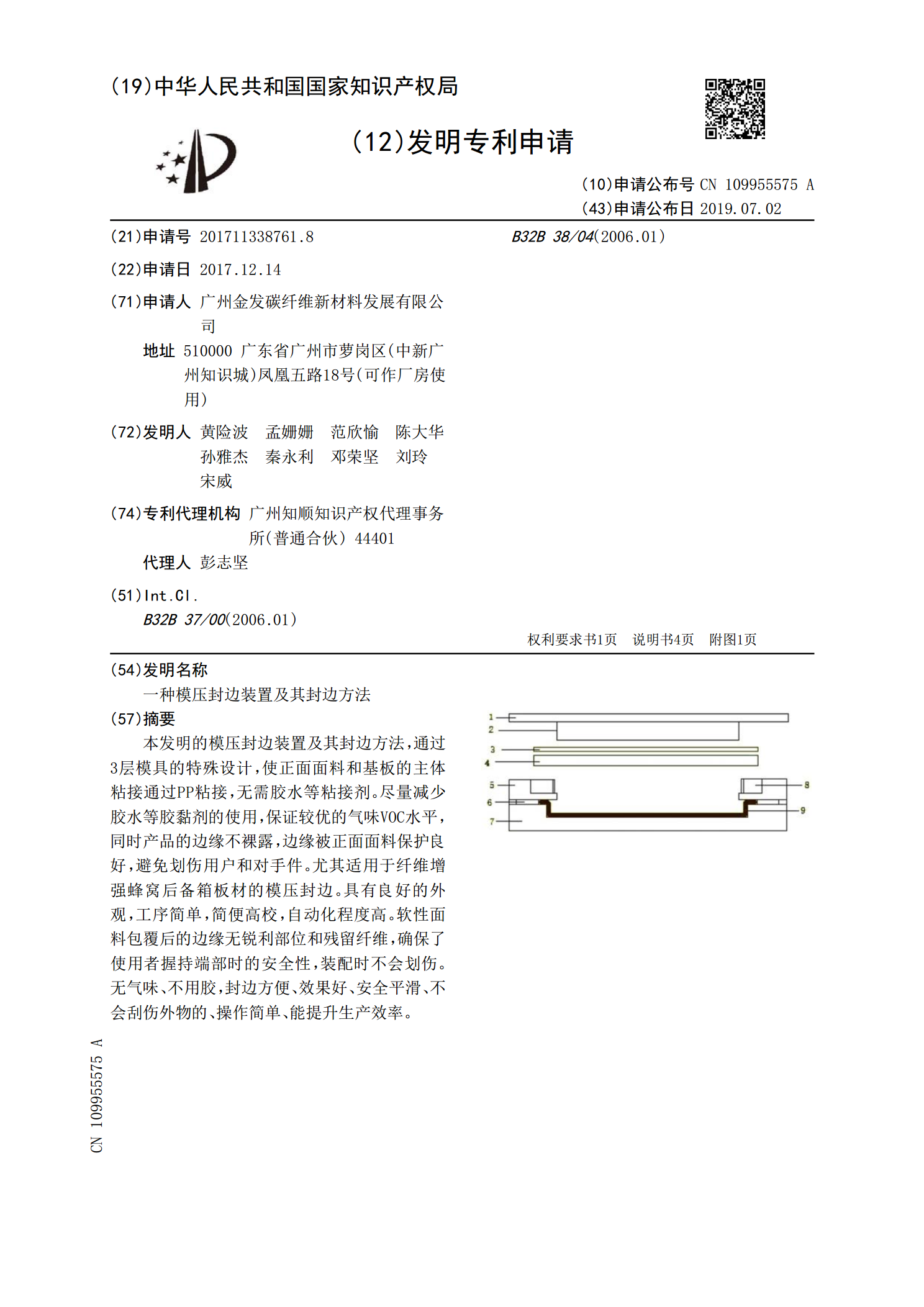
一种模压封边装置及其封边方法.pdf
本发明的模压封边装置及其封边方法,通过3层模具的特殊设计,使正面面料和基板的主体粘接通过PP粘接,无需胶水等粘接剂。尽量减少胶水等胶黏剂的使用,保证较优的气味VOC水平,同时产品的边缘不裸露,边缘被正面面料保护良好,避免划伤用户和对手件。尤其适用于纤维增强蜂窝后备箱板材的模压封边。具有良好的外观,工序简单,简便高校,自动化程度高。软性面料包覆后的边缘无锐利部位和残留纤维,确保了使用者握持端部时的安全性,装配时不会划伤。无气味、不用胶,封边方便、效果好、安全平滑、不会刮伤外物的、操作简单、能提升生产效率。