
铝塑复合易拉盖成型机的压合粘贴装置.pdf

一条****涛k

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铝塑复合易拉盖成型机的压合粘贴装置.pdf
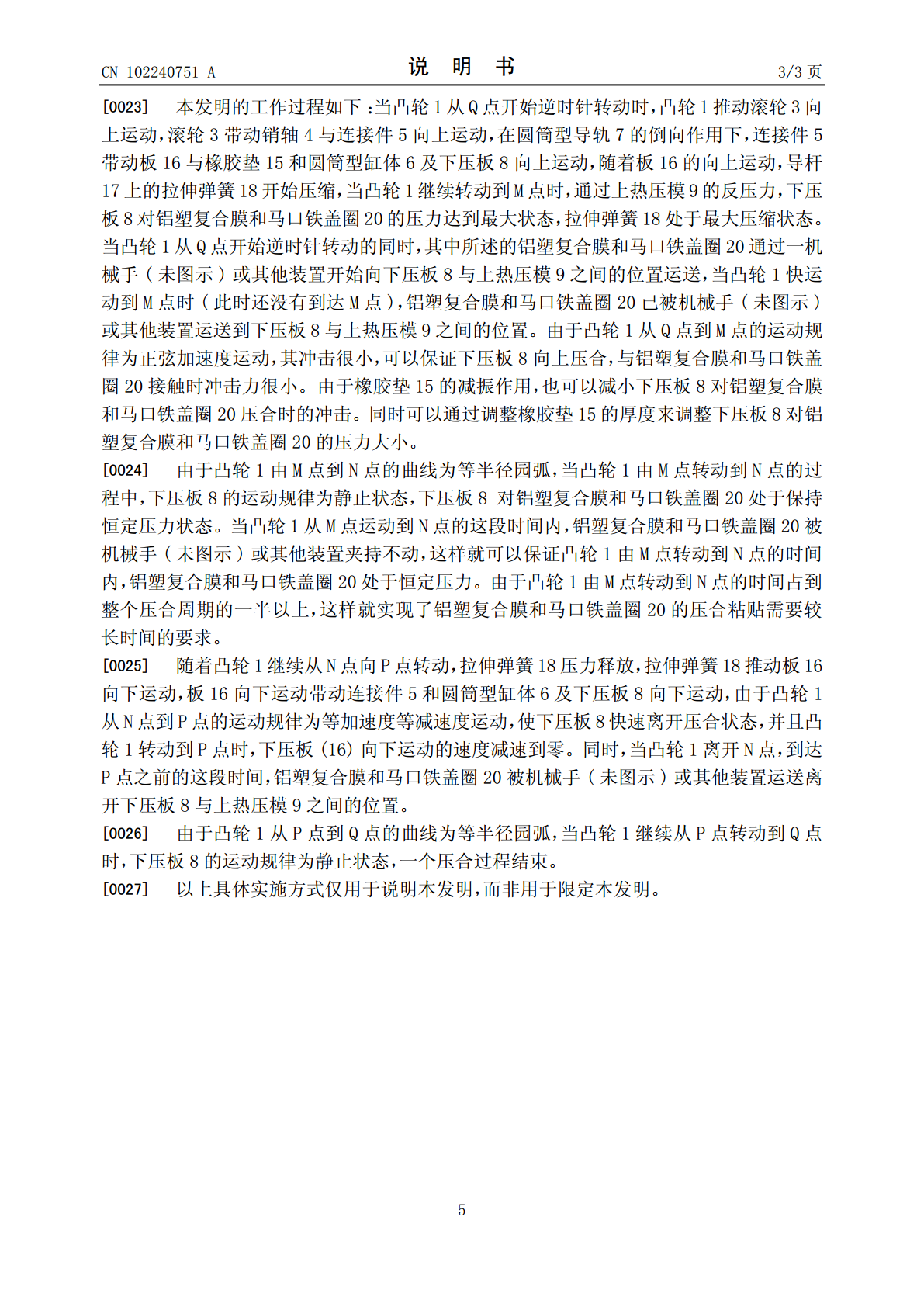
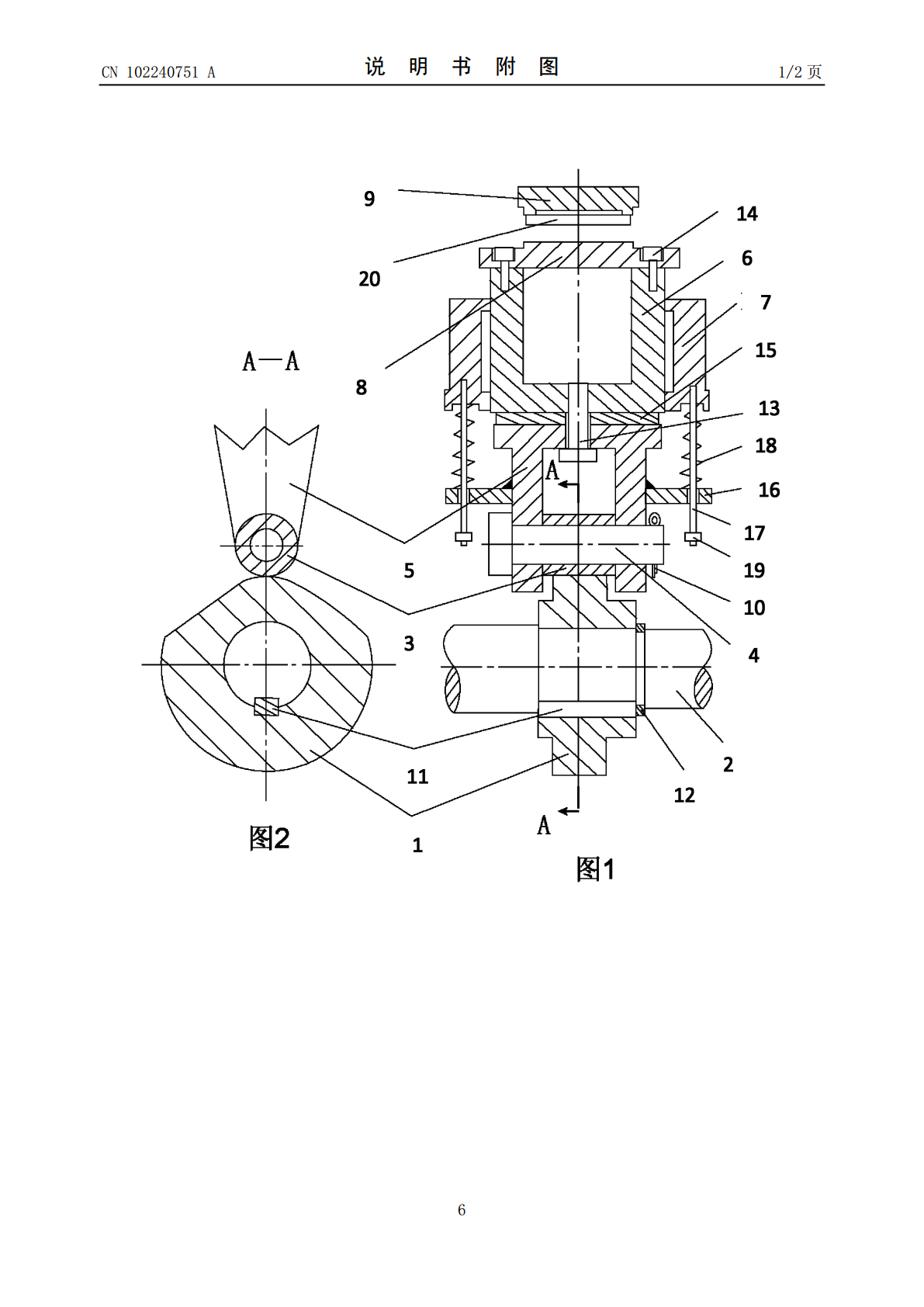
本发明涉及一种铝塑复合易拉盖成型机的压合粘贴装置,其包括凸轮、主动轴、滚轮、销轴、连接件、圆筒型缸体、圆筒型导轨、下压板、上热压模,其中凸轮套装于同心的主动轴上;销轴垂直穿过滚轮的圆心设置,销轴还与连接件相连;连接件与圆筒型缸体相连;圆筒型缸体套装于圆筒型导轨之内;圆筒型缸体的上面与下压板相连;下压板的上部设置有上热压模。本发明所述的铝塑复合易拉盖成型机的压合粘贴装置可以延长下压板与上热压模的压合时间,从而克服了气缸压合效率较低的缺陷。
铝塑瓶盖压合机.pdf
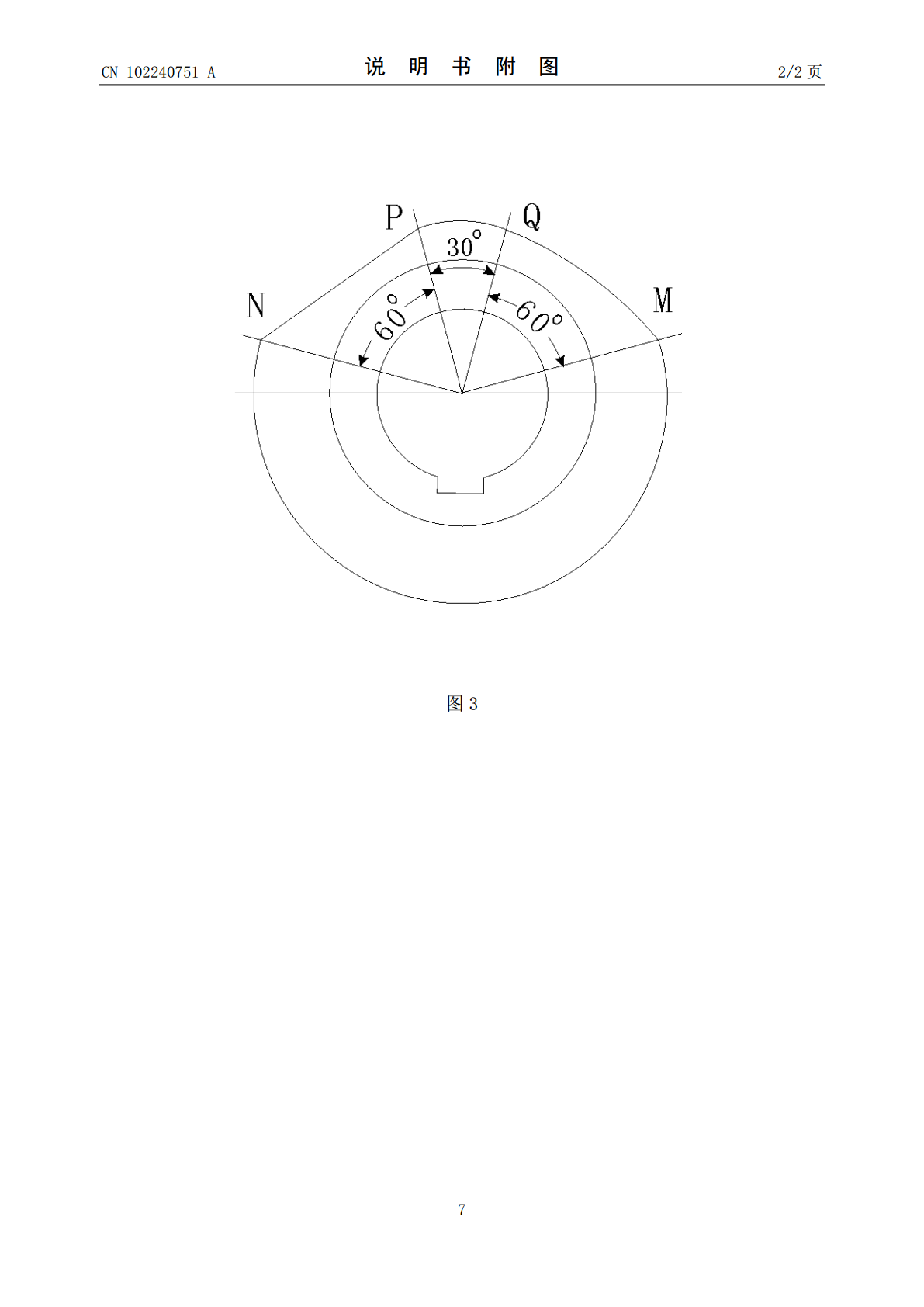
铝塑瓶盖压合机,该机由塑料垫供给装置、铝盖供给装置、对位输送装置和铝塑盖压合装置组成,塑料垫供给装置与铝盖供给装置结构相同,由旋转底盘、螺旋进料筒和出料导轨组成,对位输送装置由对位垫板、对位垫圈、对位输送转盘组成,铝塑盖压合装置由压合垫板、压合垫圈、压合转盘和压合器组成,压合器的顶头安装在上定位盘的固定孔内,压合器的压轴安装在中定位盘的固定孔内,铝塑盖压合装置的机架上部安装有固定盘,固定盘下方安装有圆弧形的下压圈,下压圈的进口和出口端设计有变压斜坡,压合器顶头上的滑轮顶在下压圈上。采用本技术后,药瓶上使用
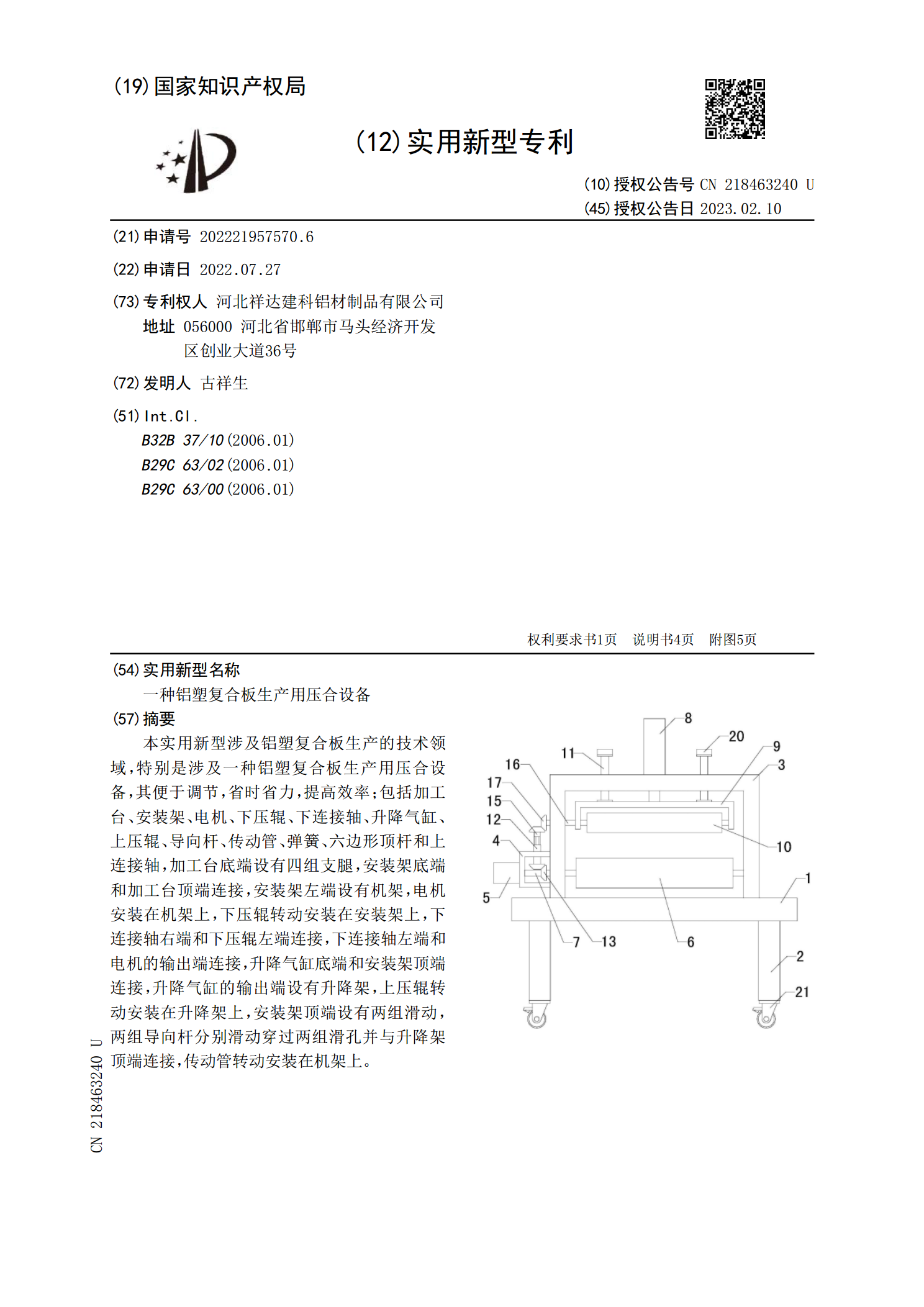
一种铝塑复合板生产用压合设备.pdf
本实用新型涉及铝塑复合板生产的技术领域,特别是涉及一种铝塑复合板生产用压合设备,其便于调节,省时省力,提高效率;包括加工台、安装架、电机、下压辊、下连接轴、升降气缸、上压辊、导向杆、传动管、弹簧、六边形顶杆和上连接轴,加工台底端设有四组支腿,安装架底端和加工台顶端连接,安装架左端设有机架,电机安装在机架上,下压辊转动安装在安装架上,下连接轴右端和下压辊左端连接,下连接轴左端和电机的输出端连接,升降气缸底端和安装架顶端连接,升降气缸的输出端设有升降架,上压辊转动安装在升降架上,安装架顶端设有两组滑动,两组导

胶塞或铝塑盖加料装置.pdf
本发明提供了一种胶塞或铝塑盖加料装置。该装置包括转动架和瓶型运转桶;所述瓶型运转桶内沿轴向方向设有隔板,将所述运转桶分成两个部分;所述转动架包括支架台、设置在支架台上的与所述瓶型运转桶的桶身配合的两个被动转辊以及与所述瓶型运转桶的桶肩相配合的塔轮;所述支架台上设有使所述瓶型运转桶的桶口向下倾斜的升降装置。本发明提供的胶塞或铝塑盖加料装置设有转动架和使所述转动架倾斜的支撑装置,从而不用提升机或者翻转运转桶,也不用中间联接器振荡,就可以使胶塞或铝塑盖如胶塞或铝塑盖逐步、适量地加入料斗中。
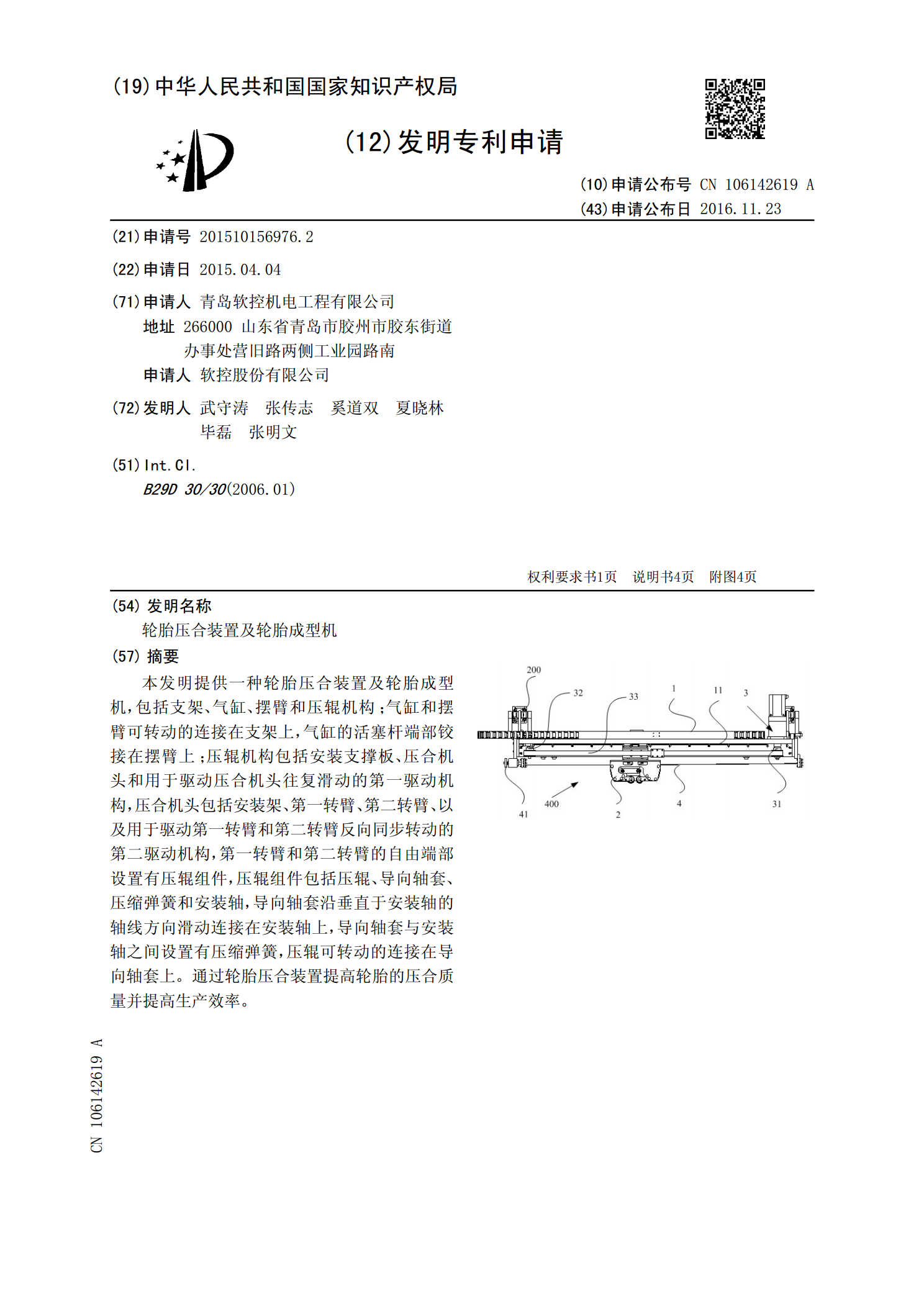
轮胎压合装置及轮胎成型机.pdf
本发明提供一种轮胎压合装置及轮胎成型机,包括支架、气缸、摆臂和压辊机构;气缸和摆臂可转动的连接在支架上,气缸的活塞杆端部铰接在摆臂上;压辊机构包括安装支撑板、压合机头和用于驱动压合机头往复滑动的第一驱动机构,压合机头包括安装架、第一转臂、第二转臂、以及用于驱动第一转臂和第二转臂反向同步转动的第二驱动机构,第一转臂和第二转臂的自由端部设置有压辊组件,压辊组件包括压辊、导向轴套、压缩弹簧和安装轴,导向轴套沿垂直于安装轴的轴线方向滑动连接在安装轴上,导向轴套与安装轴之间设置有压缩弹簧,压辊可转动的连接在导向轴套