
飞轮式放线装置.pdf

雨巷****怡轩


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
飞轮式放线装置.pdf
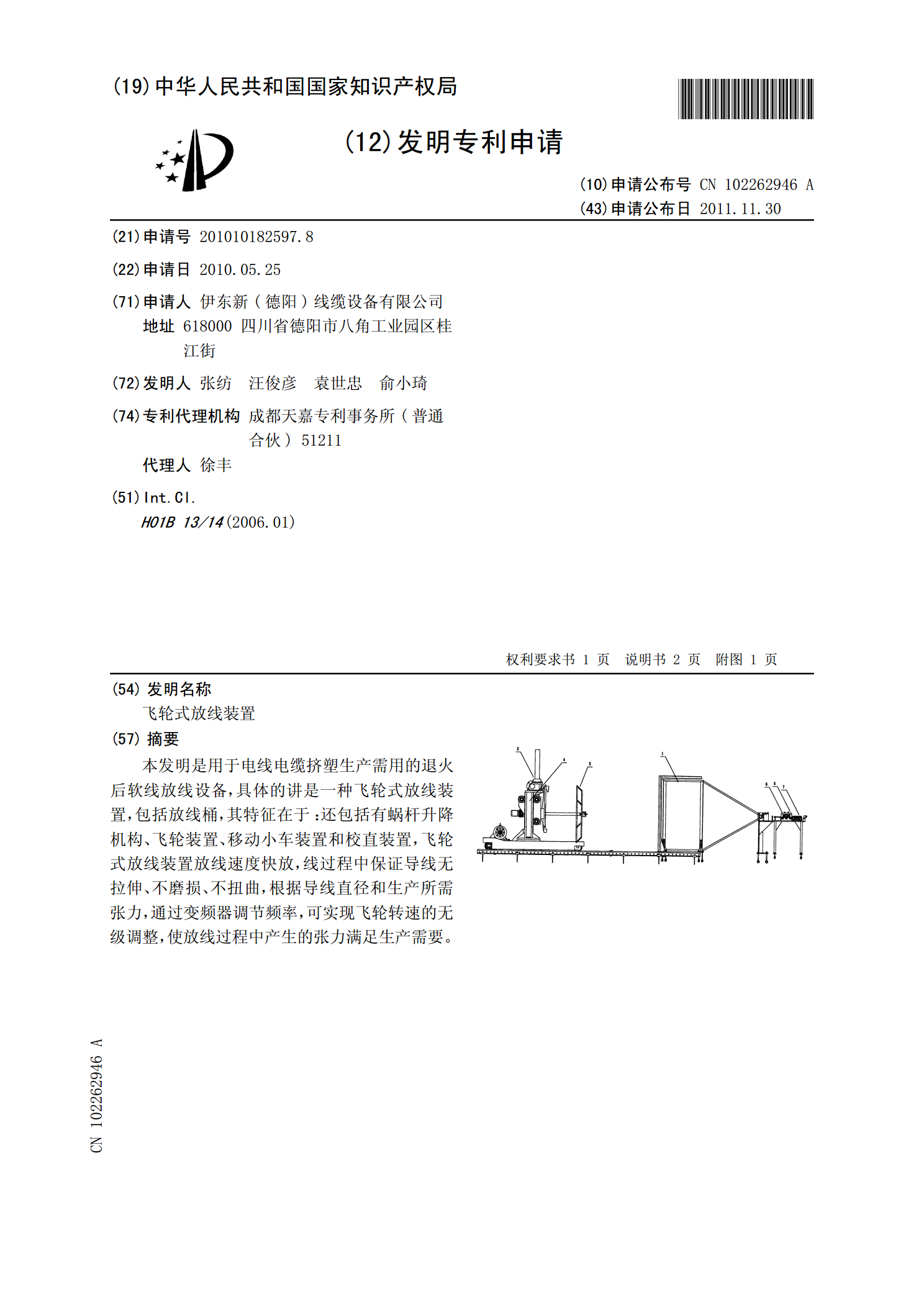
本发明是用于电线电缆挤塑生产需用的退火后软线放线设备,具体的讲是一种飞轮式放线装置,包括放线桶,其特征在于:还包括有蜗杆升降机构、飞轮装置、移动小车装置和校直装置,飞轮式放线装置放线速度快放,线过程中保证导线无拉伸、不磨损、不扭曲,根据导线直径和生产所需张力,通过变频器调节频率,可实现飞轮转速的无级调整,使放线过程中产生的张力满足生产需要。
差速轮式曲线放线装置.pdf
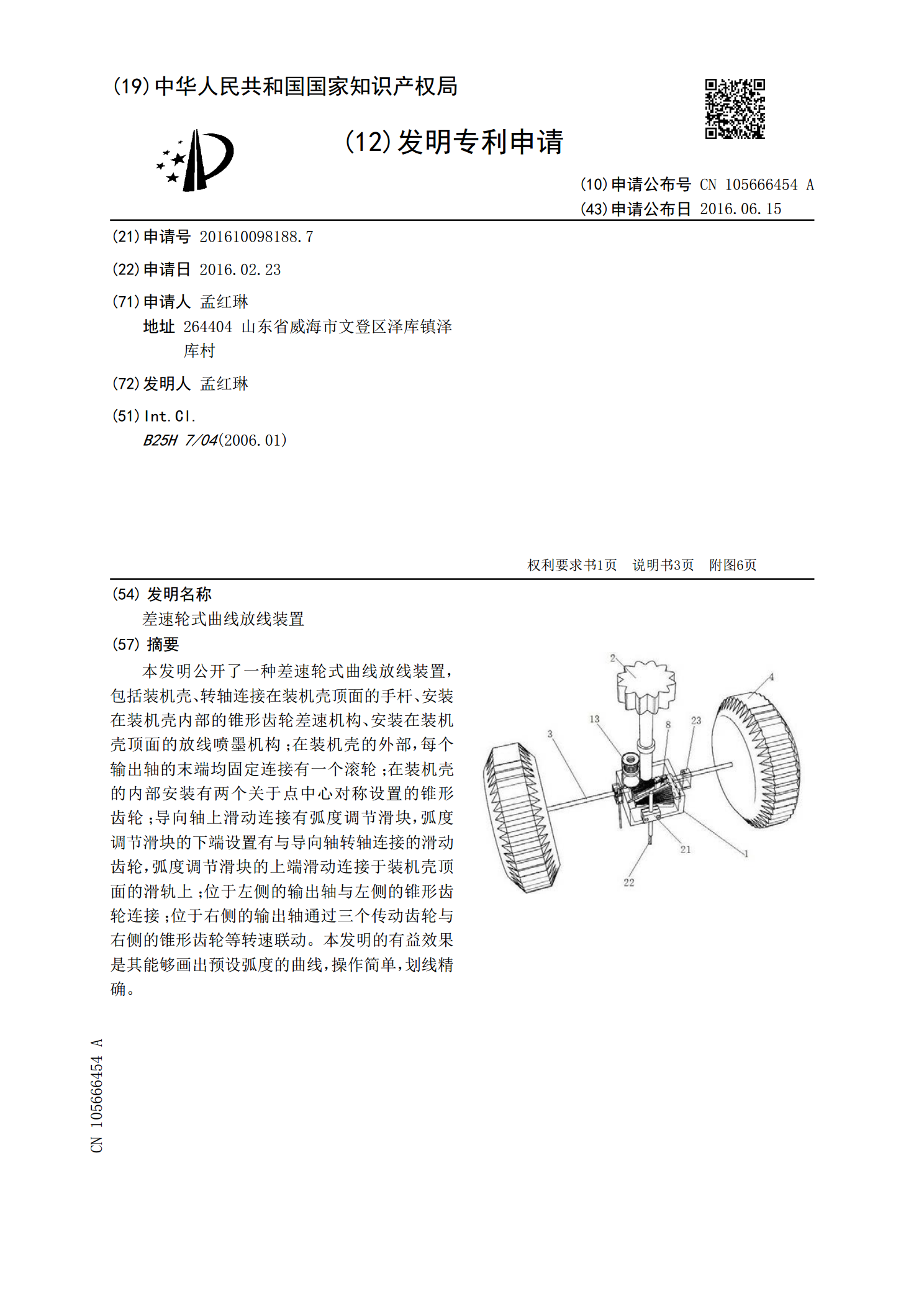
本发明公开了一种差速轮式曲线放线装置,包括装机壳、转轴连接在装机壳顶面的手杆、安装在装机壳内部的锥形齿轮差速机构、安装在装机壳顶面的放线喷墨机构;在装机壳的外部,每个输出轴的末端均固定连接有一个滚轮;在装机壳的内部安装有两个关于点中心对称设置的锥形齿轮;导向轴上滑动连接有弧度调节滑块,弧度调节滑块的下端设置有与导向轴转轴连接的滑动齿轮,弧度调节滑块的上端滑动连接于装机壳顶面的滑轨上;位于左侧的输出轴与左侧的锥形齿轮连接;位于右侧的输出轴通过三个传动齿轮与右侧的锥形齿轮等转速联动。本发明的有益效果是其能够画
一种滚轮式无摩擦电缆放线装置.pdf
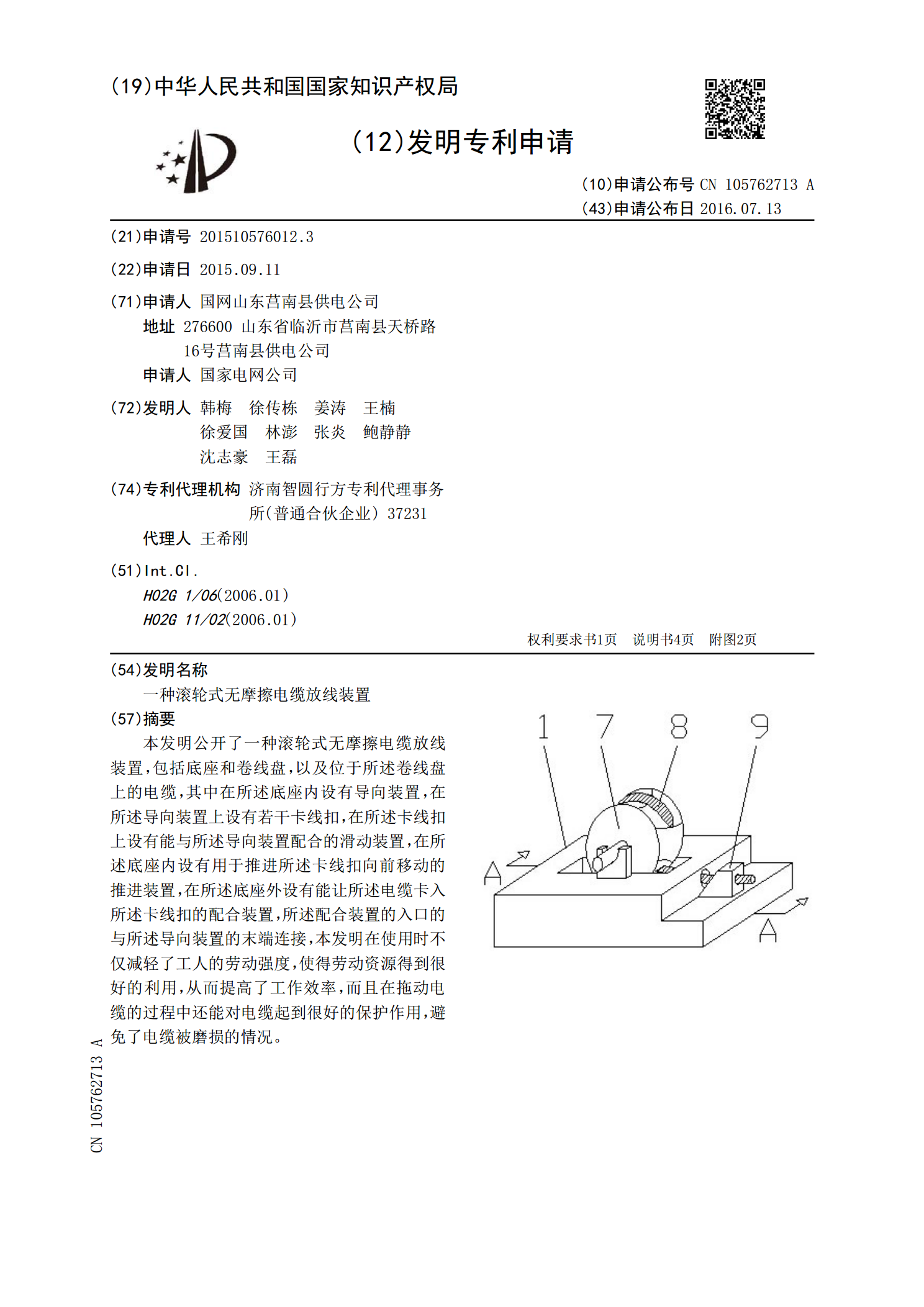
本发明公开了一种滚轮式无摩擦电缆放线装置,包括底座和卷线盘,以及位于所述卷线盘上的电缆,其中在所述底座内设有导向装置,在所述导向装置上设有若干卡线扣,在所述卡线扣上设有能与所述导向装置配合的滑动装置,在所述底座内设有用于推进所述卡线扣向前移动的推进装置,在所述底座外设有能让所述电缆卡入所述卡线扣的配合装置,所述配合装置的入口的与所述导向装置的末端连接,本发明在使用时不仅减轻了工人的劳动强度,使得劳动资源得到很好的利用,从而提高了工作效率,而且在拖动电缆的过程中还能对电缆起到很好的保护作用,避免了电缆被磨损
电缆放线用的导向装置及电缆放线装置.pdf
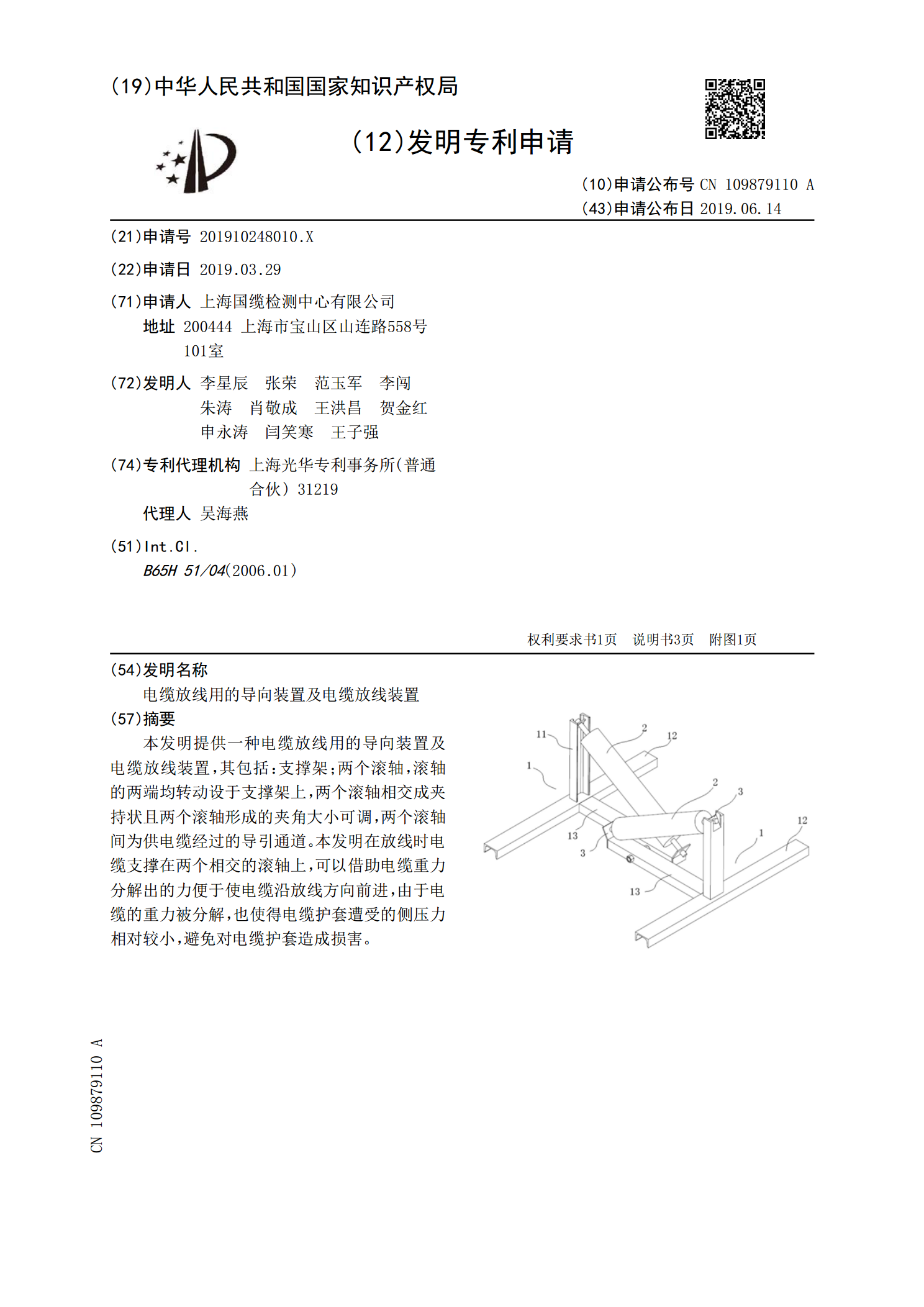
本发明提供一种电缆放线用的导向装置及电缆放线装置,其包括:支撑架;两个滚轴,滚轴的两端均转动设于支撑架上,两个滚轴相交成夹持状且两个滚轴形成的夹角大小可调,两个滚轴间为供电缆经过的导引通道。本发明在放线时电缆支撑在两个相交的滚轴上,可以借助电缆重力分解出的力便于使电缆沿放线方向前进,由于电缆的重力被分解,也使得电缆护套遭受的侧压力相对较小,避免对电缆护套造成损害。

放线装置.pdf
本发明公开了一种装载放线盘非常方便、并且需要的拉力较小的放线装置,包括底座、设置在底座上的支座以及一端固定在支座中的支承杆,所述的支承杆呈水平方向布置,支座的顶部还活动设置有导轮架,导轮架与支座之间还设置有锁定机构,导轮架上设置有若干个导线轮,导轮架上还活动设置有绕支承杆旋转的旋转架,旋转架上设置有若干个放线轮。本发明主要为拉丝机配套。