
一种小模数弧齿锥齿轮及双曲线齿轮的加工方法.pdf

文光****iu


1/10

2/10

3/10

4/10
5/10
6/10

7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种小模数弧齿锥齿轮及双曲线齿轮的加工方法.pdf
本发明提供一种工作效率高的小模数弧齿锥齿轮及双曲线齿轮的加工方法。本发明采用以下技术方案:所述加工方法包括如下步骤:1)计算出大轮和小轮的加工切削数据,所述大轮齿廓采用直廓齿形,通过大轮的齿槽、齿深变化,以及小轮与大轮的啮合线,计算出齿轮啮合时小轮的修正量,即计算出小轮的齿廓,并将两者数据输入铣齿机中;2)加工大轮;3)加工小轮。本发明可使现有加工效率成倍提高。
小模数弧齿锥齿轮的加工.ppt
弧齿锥齿轮的加工加工原理-局部共轭原理常规方法-工艺节锥与切齿节锥分析格里森技术的发展-局部综合法局部综合法的基本思想小模数工业弧齿锥齿轮的加工小模数弧齿的正确加工方法小模数弧齿的模具加工小模数弧齿大轮的粉末冶金成形
一种大批量生产可互换的小模数弧齿锥齿轮或小模数双曲线齿轮的加工方法.pdf
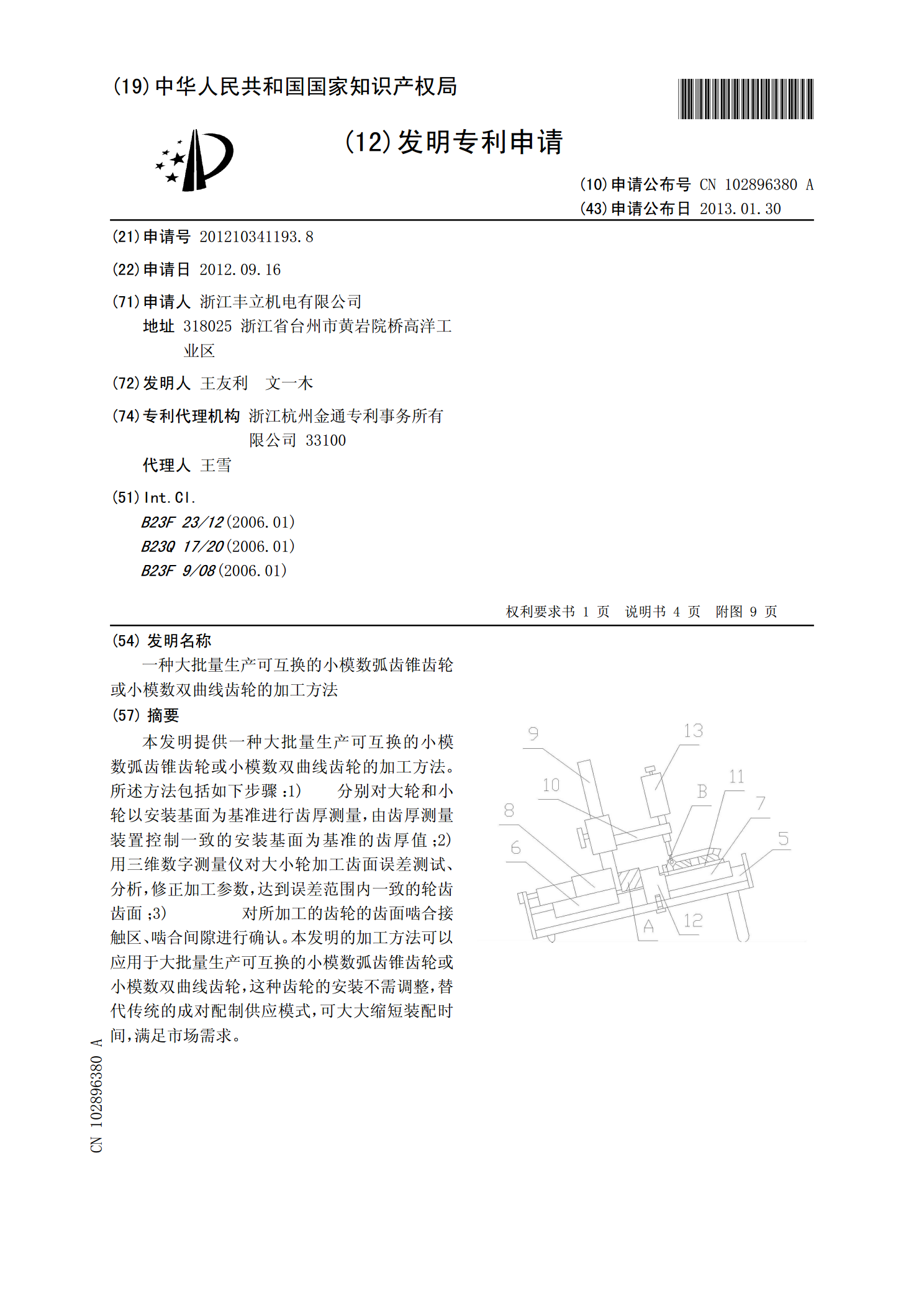
本发明提供一种大批量生产可互换的小模数弧齿锥齿轮或小模数双曲线齿轮的加工方法。所述方法包括如下步骤:1)???分别对大轮和小轮以安装基面为基准进行齿厚测量,由齿厚测量装置控制一致的安装基面为基准的齿厚值;2)???用三维数字测量仪对大小轮加工齿面误差测试、分析,修正加工参数,达到误差范围内一致的轮齿齿面;3)???????对所加工的齿轮的齿面啮合接触区、啮合间隙进行确认。本发明的加工方法可以应用于大批量生产可互换的小模数弧齿锥齿轮或小模数双曲线齿轮,这种齿轮的安装不需调整,替代传统的成对配制供应模式,可大

一种小模数弧齿锥齿轮铣刀.pdf
一种小模数弧齿锥齿轮铣刀,本发明涉及切削工具领域,尤其涉及一种小模数弧齿锥齿轮铣刀。一种小模数弧齿锥齿轮铣刀,包括刀体、连接杆,所述刀体呈圆管形,所述刀体由高速钢制成,所述刀体一端设有刀刃,所述刀体内壁靠近刀刃一侧设有变径台阶,所述连接杆一端设有螺纹,另一端设有连接座,所述连接座呈圆形,所述连接座与变径台阶相适应,所述刀体另一端通过连接杆与刀轴连接。本发明有益效果:结构设计合理实用,构思巧妙新颖,使用简单方便,用不同材质的钢制成,节约成本。
弧齿锥齿轮的加工方法.pdf
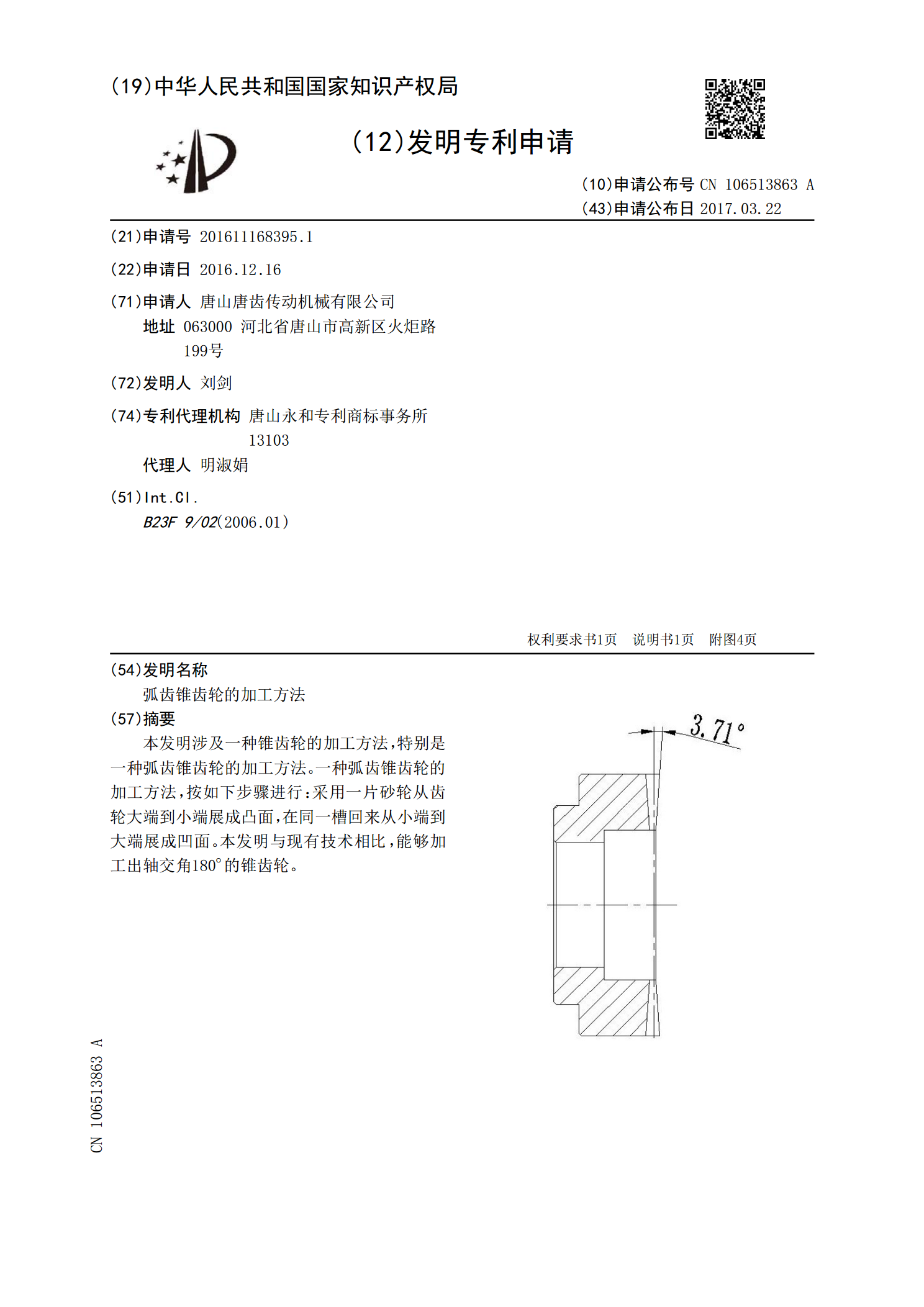
本发明涉及一种锥齿轮的加工方法,特别是一种弧齿锥齿轮的加工方法。一种弧齿锥齿轮的加工方法,按如下步骤进行:采用一片砂轮从齿轮大端到小端展成凸面,在同一槽回来从小端到大端展成凹面。本发明与现有技术相比,能够加工出轴交角180°的锥齿轮。