
一种双端面研磨机的自动夹紧与卸料装置.pdf

一只****写意


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种双端面研磨机的自动夹紧与卸料装置.pdf
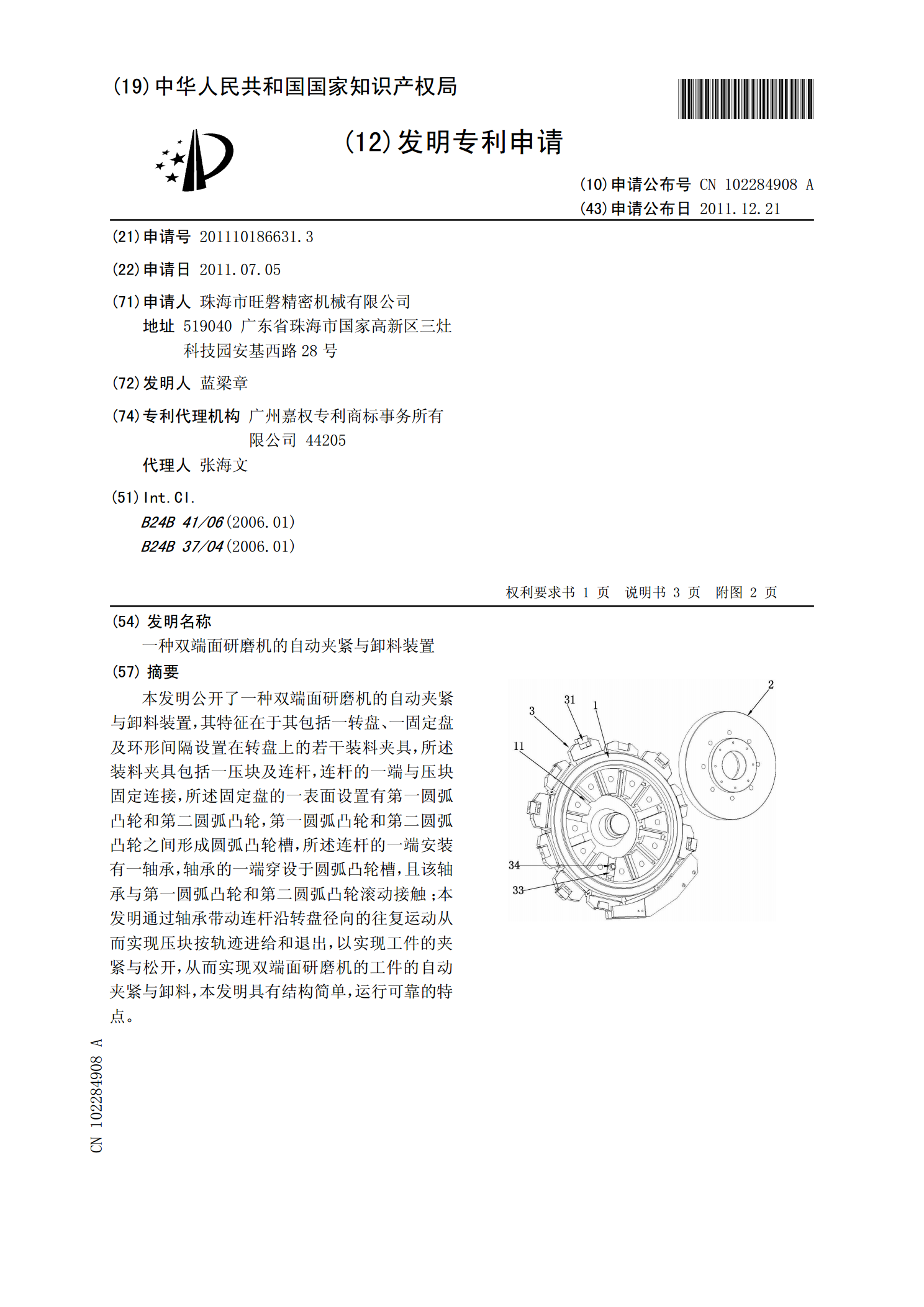
本发明公开了一种双端面研磨机的自动夹紧与卸料装置,其特征在于其包括一转盘、一固定盘及环形间隔设置在转盘上的若干装料夹具,所述装料夹具包括一压块及连杆,连杆的一端与压块固定连接,所述固定盘的一表面设置有第一圆弧凸轮和第二圆弧凸轮,第一圆弧凸轮和第二圆弧凸轮之间形成圆弧凸轮槽,所述连杆的一端安装有一轴承,轴承的一端穿设于圆弧凸轮槽,且该轴承与第一圆弧凸轮和第二圆弧凸轮滚动接触;本发明通过轴承带动连杆沿转盘径向的往复运动从而实现压块按轨迹进给和退出,以实现工件的夹紧与松开,从而实现双端面研磨机的工件的自动夹紧与

一种双端面磨床专用夹紧装置.pdf
本发明涉及一种双端面磨床专用夹紧装置,由夹紧器、压板、送料圆盘、磨削护板、砂轮、工件等组成,其特征在于:送料圆盘的外圆上安装固定有若干个夹紧器,每一个夹紧器可夹紧一个工件来进行工件两端面的磨削,并且磨削完成后可以自动松开工件,且有设计合理,省时省力,提高磨削效率等优点。

小弹簧端面磨削自动卸料装置.pdf
本发明公开了一种小弹簧端面磨削自动卸料装置,包括料盘(1),还包括楔形块(7),所述楔形块(7)通过螺栓(8)与床身(9)紧固连接,所述料盘(1)上周向均布设有多个阶梯孔(13),所述每个阶梯孔(13)中均装有可换套(10),所述可换套(10)的内孔中装有轴(5),轴(5)通过平键(3)与可换套(10)滑动连接,在所述轴(5)的中部焊有挡块(4),在所述挡块(4)与料盘(1)之间装有压缩弹簧(2),所述压缩弹簧(2)套装于轴(5)上,所述轴(5)的左端焊装有滚轮支架(14),所述滚轮支架(14)通过螺杆轴
一种端面自动研磨机.pdf
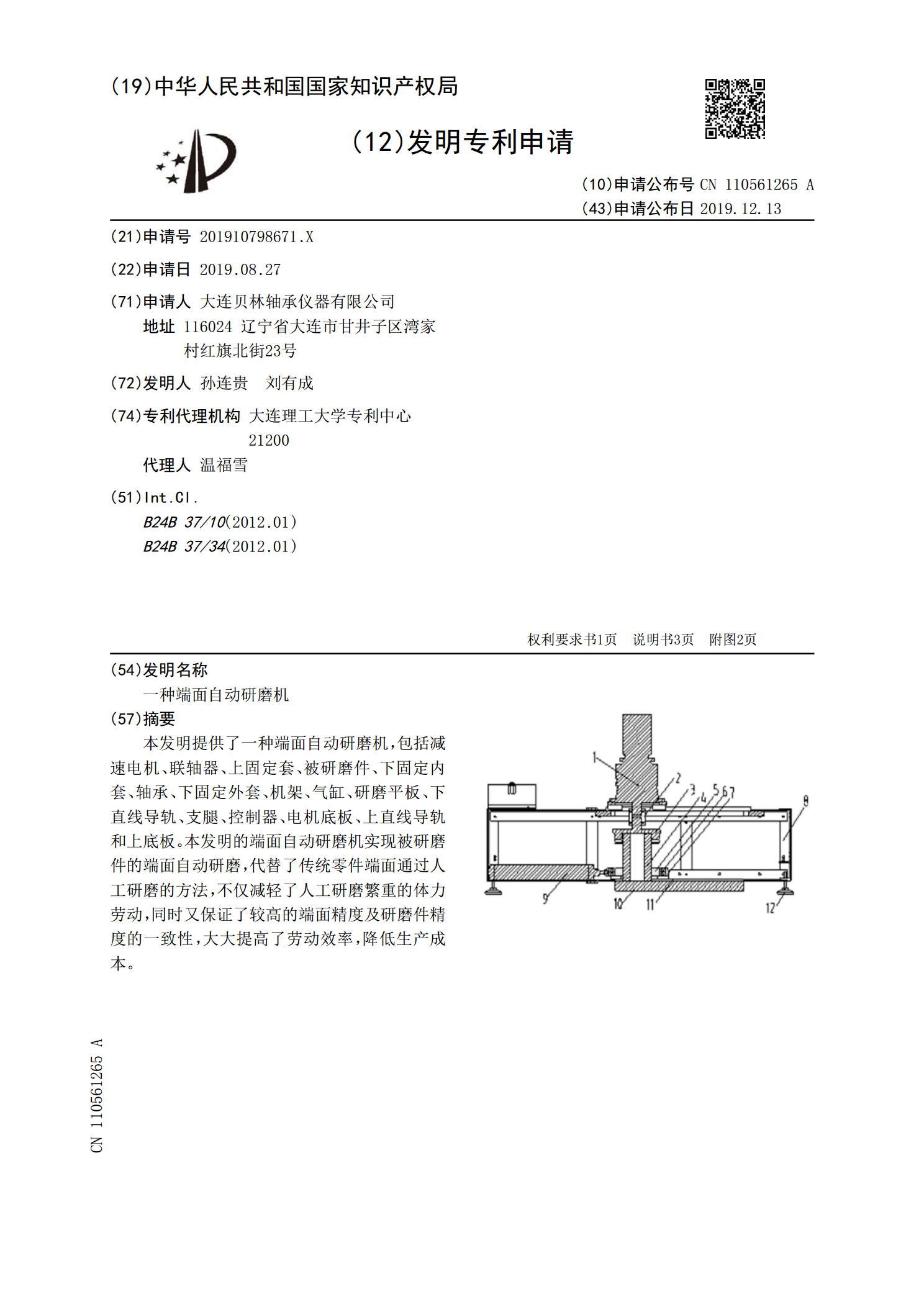
本发明提供了一种端面自动研磨机,包括减速电机、联轴器、上固定套、被研磨件、下固定内套、轴承、下固定外套、机架、气缸、研磨平板、下直线导轨、支腿、控制器、电机底板、上直线导轨和上底板。本发明的端面自动研磨机实现被研磨件的端面自动研磨,代替了传统零件端面通过人工研磨的方法,不仅减轻了人工研磨繁重的体力劳动,同时又保证了较高的端面精度及研磨件精度的一致性,大大提高了劳动效率,降低生产成本。

一种双端面研磨机.pdf
本发明公开了一种双端面研磨机,包括机架,设置于机架上的用于输送物料的送料装置;与所述送料装置连接的,用于接收所述送料装置输送的物料并夹持所述物料转动的圆盘旋转机构;与所述圆盘旋转机构连接的,用于研磨夹持于所述圆盘旋转机构上的所述物料一端的大砂轮组;设置于所述圆盘旋转机构一侧的,用于研磨夹持于所述圆盘旋转机构上的所述物料另一端的小砂轮组;及与所述大砂轮组和所述小砂轮组连接的用于提供冷却水的供水装置。采用本发明只需一次夹紧物料即可完成磨削,解决了现有技术中需要多个人员和多个磨床磨削的缺陷;同时降低了精密研磨的