
一种半自动化扭簧安装设备.pdf

新月****姐a


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种半自动化扭簧安装设备.pdf
一种半自动化扭簧安装设备,构成中包括扭转预紧机构、平移压装机构、安装执行机构和底座,所述扭转预紧机构由扭转驱动气缸、扭转气缸支座、导轨、齿条和圆管轴组成,所述扭转驱动气缸固定在扭转气缸支座上,所述扭转气缸支座和导轨均固定在底座上,所述齿条安装在导轨上,所述圆管轴在中前部位设置径向贯穿的矩形孔,在中后部位设置外啮合直齿轮,并与齿条组成齿轮齿条传动副。本发明利用齿轮齿条传动副将气缸的直线运动转换成了扭簧的旋转运动;在内嵌式圆管轴内部安装连接杆,使轴带动扭簧完成一定角度的旋转后做直线运动,将扭簧压装到位;既显著

剃须刀头扭簧自动安装设备的扭簧自动供料装置.pdf
本发明涉及剃须刀头扭簧自动安装设备的扭簧自动供料装置,其包括供料单元、整料单元、及送料单元,其中送料单元包括扭簧的推送结构、转载结构。本发明通过扭簧的自动供料、整料、送料,使得多个扭簧稳定有序传输,有效解决扭簧传输过程中的卡料问题,有效提高扭簧上料效率,同时也降低劳动强度,而且还能够满足大规模生产组装剃须刀的需要。
一种扭簧检测设备.pdf
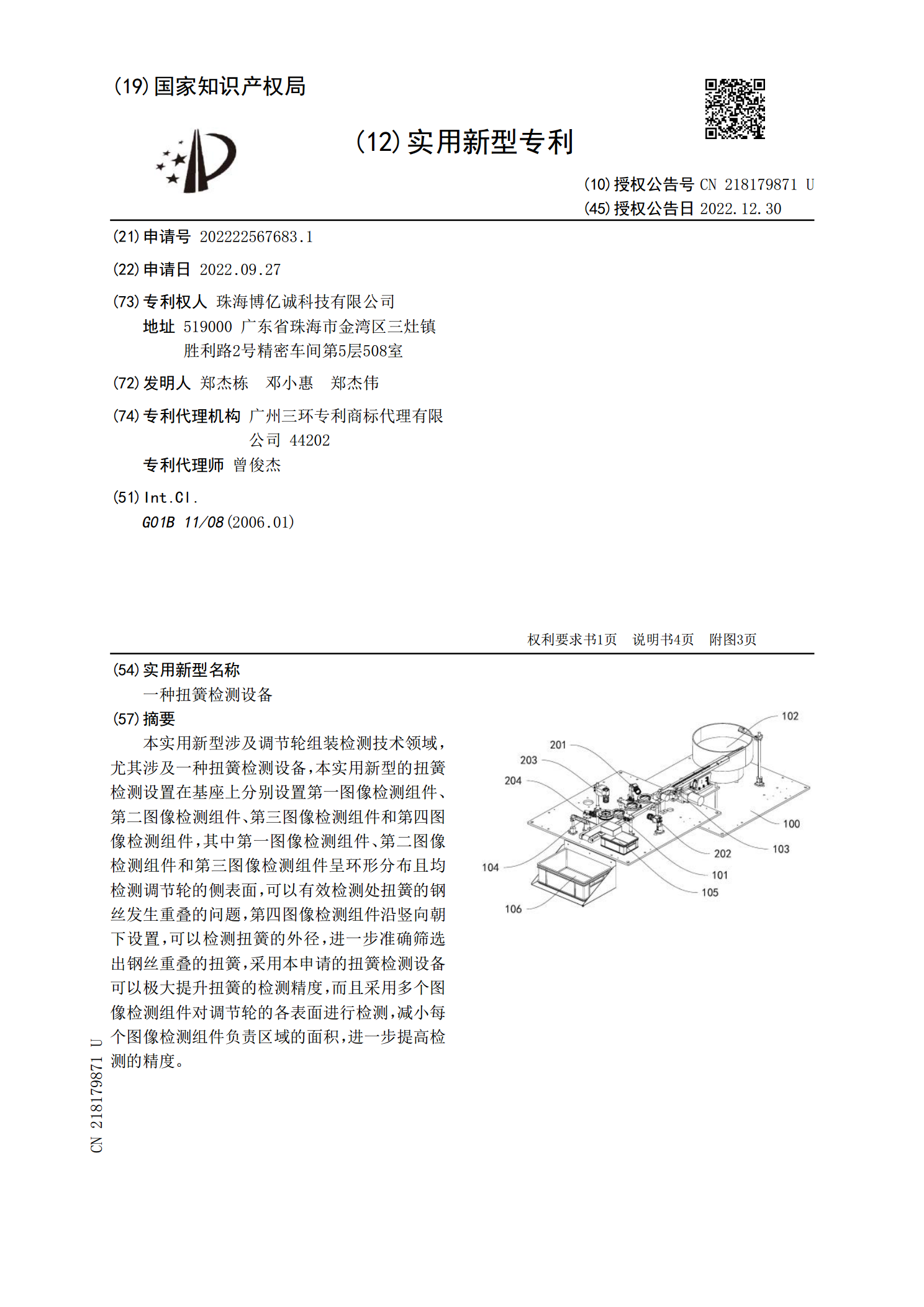
本实用新型涉及调节轮组装检测技术领域,尤其涉及一种扭簧检测设备,本实用新型的扭簧检测设置在基座上分别设置第一图像检测组件、第二图像检测组件、第三图像检测组件和第四图像检测组件,其中第一图像检测组件、第二图像检测组件和第三图像检测组件呈环形分布且均检测调节轮的侧表面,可以有效检测处扭簧的钢丝发生重叠的问题,第四图像检测组件沿竖向朝下设置,可以检测扭簧的外径,进一步准确筛选出钢丝重叠的扭簧,采用本申请的扭簧检测设备可以极大提升扭簧的检测精度,而且采用多个图像检测组件对调节轮的各表面进行检测,减小每个图像检测组
一种扭簧固定件和具有该扭簧固定件的扭簧框架.pdf
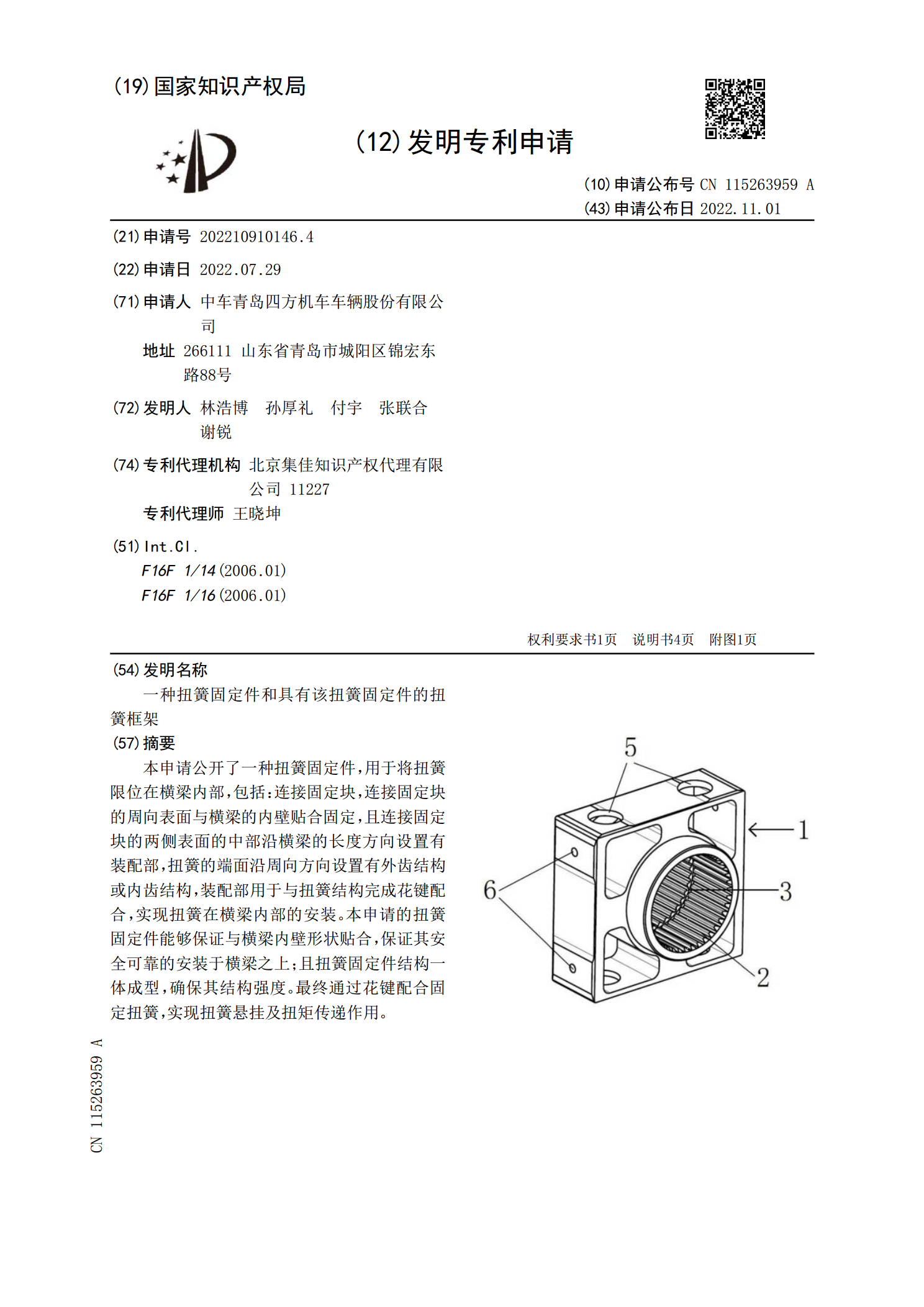
本申请公开了一种扭簧固定件,用于将扭簧限位在横梁内部,包括:连接固定块,连接固定块的周向表面与横梁的内壁贴合固定,且连接固定块的两侧表面的中部沿横梁的长度方向设置有装配部,扭簧的端面沿周向方向设置有外齿结构或内齿结构,装配部用于与扭簧结构完成花键配合,实现扭簧在横梁内部的安装。本申请的扭簧固定件能够保证与横梁内壁形状贴合,保证其安全可靠的安装于横梁之上;且扭簧固定件结构一体成型,确保其结构强度。最终通过花键配合固定扭簧,实现扭簧悬挂及扭矩传递作用。

一种自动安装扭簧及压轴并定量涂油的设备.pdf
本发明属于汽车锁用执行器安装技术领域,具体涉及一种自动安装扭簧及压轴并定量涂油的设备。包括底板上的换位机构扭簧安装机构、分别位于换位机构上方的扭簧安装机构、定量涂油装置;扭簧安装机构包括通过支架固定在底板上方的动力机构、与动力结构的输出相连的旋转机构;动力机构设置有齿条,旋转机构设置有齿轮,齿条与齿轮啮合;定量涂油装置固定在上方,定量涂油装置底端为喷油嘴;换位机构包括定位板、固定在底板上表面的前进气缸,前进气缸与定位板相连,定位板在旋转机构正下方和定量涂油装置的喷油嘴正下方来回运动。本申请能够通过机械方式