
端子式LVDS连接器自动组装机.pdf

努力****甲寅


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

端子式LVDS连接器自动组装机.pdf
本发明公开一种端子式LVDS连接器自动组装机,包括有机架以及设于该机架上的送胶芯装置、送卡钩装置、组装卡钩装置、送铁壳装置、旋转送料装置和组装铁壳装置;该组装卡钩装置包括旋转切刀、胶芯定位座、第一凸轮机构和第二凸轮机构;该旋转送料装置包括有旋转步进马达、旋转块和旋转定位座;藉此,通过配合利用送胶芯装置、送卡钩装置、组装卡钩装置、送铁壳装置、旋转送料装置和组装铁壳装置将胶芯、卡钩和铁壳组装一起形成端子式LVDS连接器,取代了传统之手工组装的方式,组装工序简单化,可有效提高产品的生产效率,人力资源耗费量小,作

LVDS连接器自动组装机.pdf
本发明公开一种LVDS连接器自动组装机,包括有机架以及设于机架上的旋转移位装置、送胶芯装置、凸轮机构、卡钩组装装置和铁壳组装装置;该旋转移位装置包括有转盘、第一电机和旋转定位座;该第一电机带动转盘转动,该旋转定位座设置于转盘上随转盘同步转动,该送胶芯装置、卡钩组装装置和铁壳组装装置围绕转盘设置;藉此,通过配合利用旋转移位装置、凸轮机构、送胶芯装置、卡钩组装装置、铁壳组装装置将胶芯、卡钩和铁壳组装一起形成LVDS连接器,取代了传统之手工组装的方式,组装工序简单化,可有效提高产品的生产效率,人力资源耗费量小,

排线式LVDS连接器自动组装机.pdf
本发明公开一种排线式LVDS连接器自动组装机,包括有机架以及设于该机架上的送胶芯装置、送卡钩装置、组装卡钩装置、送铁壳装置、移位装置和组装铁壳装置;该送胶芯装置包括胶芯给料机构和胶芯进料轨道;该送卡钩装置包括有卡钩给料机构和卡钩进料轨道;该组装卡钩装置包括有旋转切刀、胶芯定位座、第一凸轮机构和第二凸轮机构;该送铁壳装置包括铁壳给料机构和铁壳进料轨道;藉此,通过配合利用送胶芯装置、送卡钩装置、组装卡钩装置、送铁壳装置、移位装置和组装铁壳装置将胶芯、卡钩和铁壳组装一起形成排线式LVDS连接器,组装工序简单化,
线端自动组装机.pdf
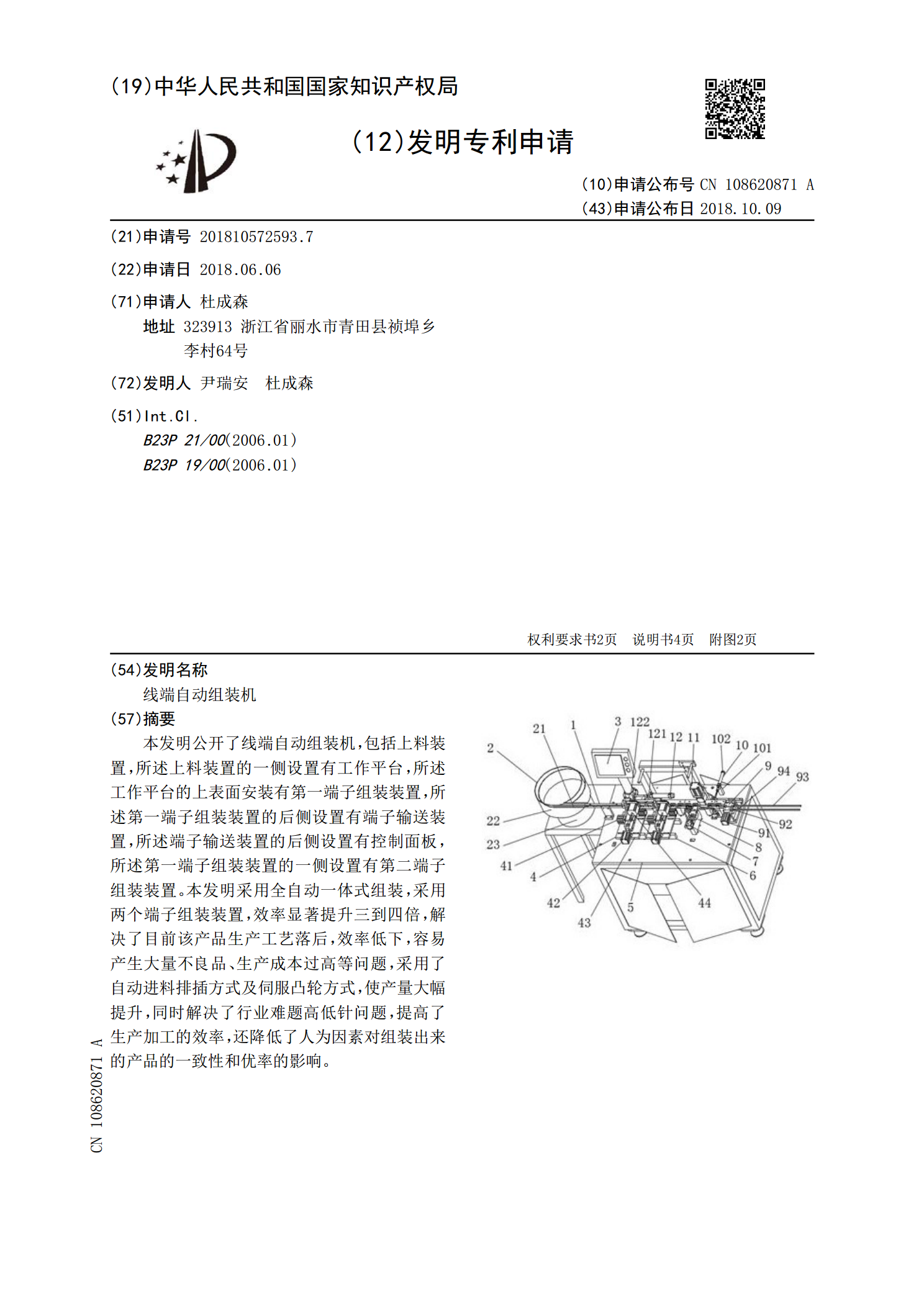
本发明公开了线端自动组装机,包括上料装置,所述上料装置的一侧设置有工作平台,所述工作平台的上表面安装有第一端子组装装置,所述第一端子组装装置的后侧设置有端子输送装置,所述端子输送装置的后侧设置有控制面板,所述第一端子组装装置的一侧设置有第二端子组装装置。本发明采用全自动一体式组装,采用两个端子组装装置,效率显著提升三到四倍,解决了目前该产品生产工艺落后,效率低下,容易产生大量不良品、生产成本过高等问题,采用了自动进料排插方式及伺服凸轮方式,使产量大幅提升,同时解决了行业难题高低针问题,提高了生产加工的效率

光纤活动连接器自动旋装机.pdf
本发明公开了一种光纤活动连接器自动旋装机,该旋装机是在底座上转动装配有一个摩擦驱动的主动轮,在该主动轮的外轮缘附近安装有一个与主动轮的外轮缘之间形成三点定位结构的压头,在压头上传动连接有用于驱动压头将连接器部件压紧在主动轮上或松开连接器部件的往复驱动机构。本发明避免了手工装配过程中工件的毛刺伤人现象,而且装配效率大为提高,同时,光纤活动连接器的一次装配合格率大大提高,避免了使用中出现衰耗增加的现象,降低了光纤活动连接器的生产和使用成本。