
汽轮机汽缸中分面变形或吹蚀现场喷涂修复工艺.pdf

盼易****君a


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽轮机汽缸中分面变形或吹蚀现场喷涂修复工艺.pdf
本发明公开了一种汽轮机汽缸中分面变形或吹蚀现场喷涂修复工艺,包括扣缸测量中分面间隙、确定基准和修复区、初打磨、表面粗化、喷涂、后加工、扣缸验收。本发明是一种修复时汽缸不会变形和产生裂纹且操作简单、方便快捷、性能可靠的汽轮机汽缸中分面变形或吹蚀现场喷涂修复工艺。

汽轮机组汽缸中分面漏气修复方法.pdf
本申请涉及一种汽轮机组汽缸中分面漏气修复方法。多年来,处理汽缸中分面漏汽老大难问题采用过多修复方法,如:涂镀、喷焊、加垫、焊补、刮研、回厂加工等,不仅成本高而且周期长。本发明包括:(1)拆开汽缸,揭开汽机上缸,自由状态下测量通流间隙并作详细记录,拆缸后清理去除中分面结合物,查找泄露部位,用水平仪测量记录汽缸法兰面平面度,自由状态合缸,测量密封面间隙确定修复区域,以及修复量;(2)确定密封面间隙的零点区域,以此作为基准点,在漏汽区域的法兰内侧焊接20mm宽带,外侧焊接10mm宽带;(3)焊接后粗磨,并着色探
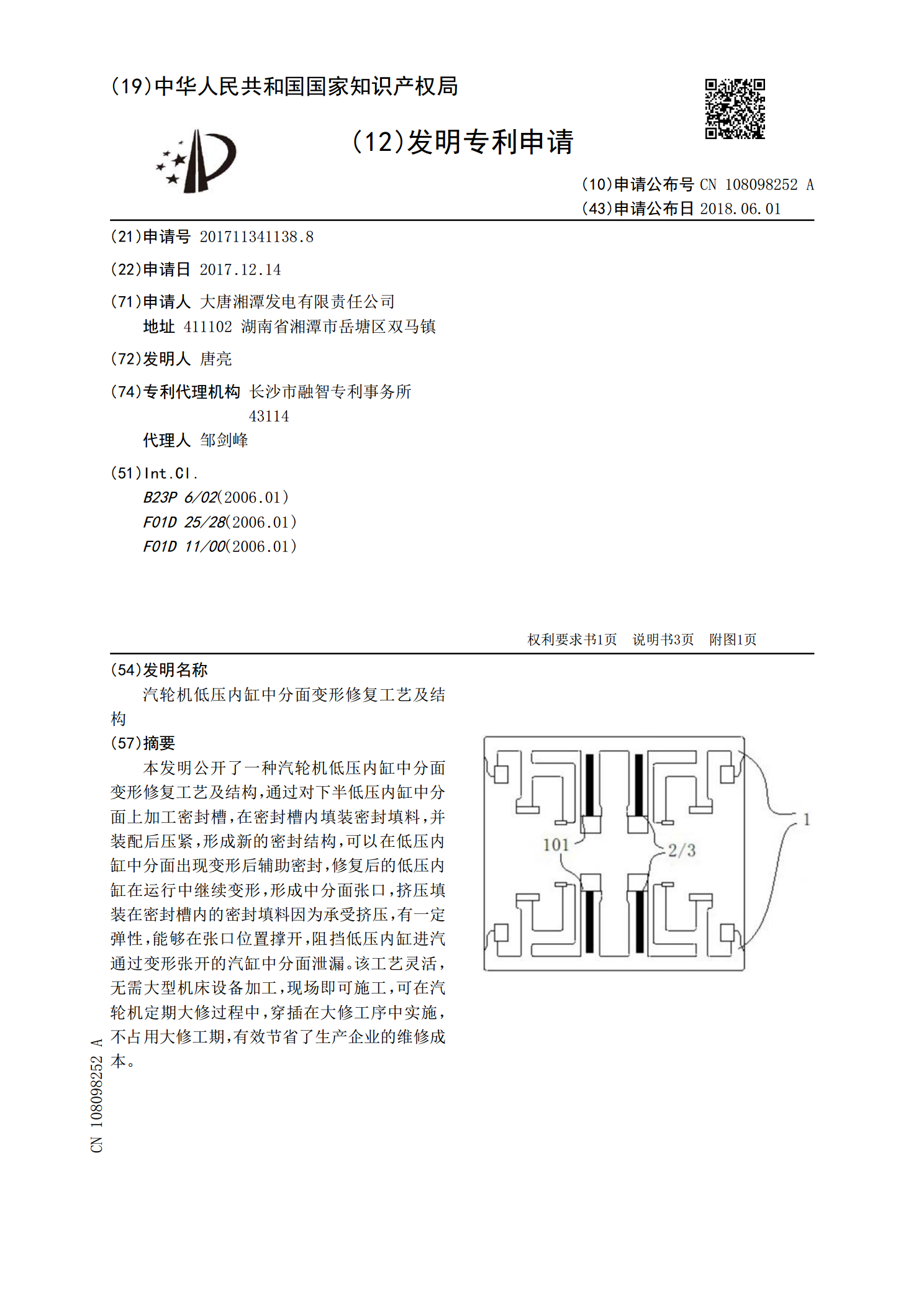
汽轮机低压内缸中分面变形修复工艺及结构.pdf
本发明公开了一种汽轮机低压内缸中分面变形修复工艺及结构,通过对下半低压内缸中分面上加工密封槽,在密封槽内填装密封填料,并装配后压紧,形成新的密封结构,可以在低压内缸中分面出现变形后辅助密封,修复后的低压内缸在运行中继续变形,形成中分面张口,挤压填装在密封槽内的密封填料因为承受挤压,有一定弹性,能够在张口位置撑开,阻挡低压内缸进汽通过变形张开的汽缸中分面泄漏。该工艺灵活,无需大型机床设备加工,现场即可施工,可在汽轮机定期大修过程中,穿插在大修工序中实施,不占用大修工期,有效节省了生产企业的维修成本。
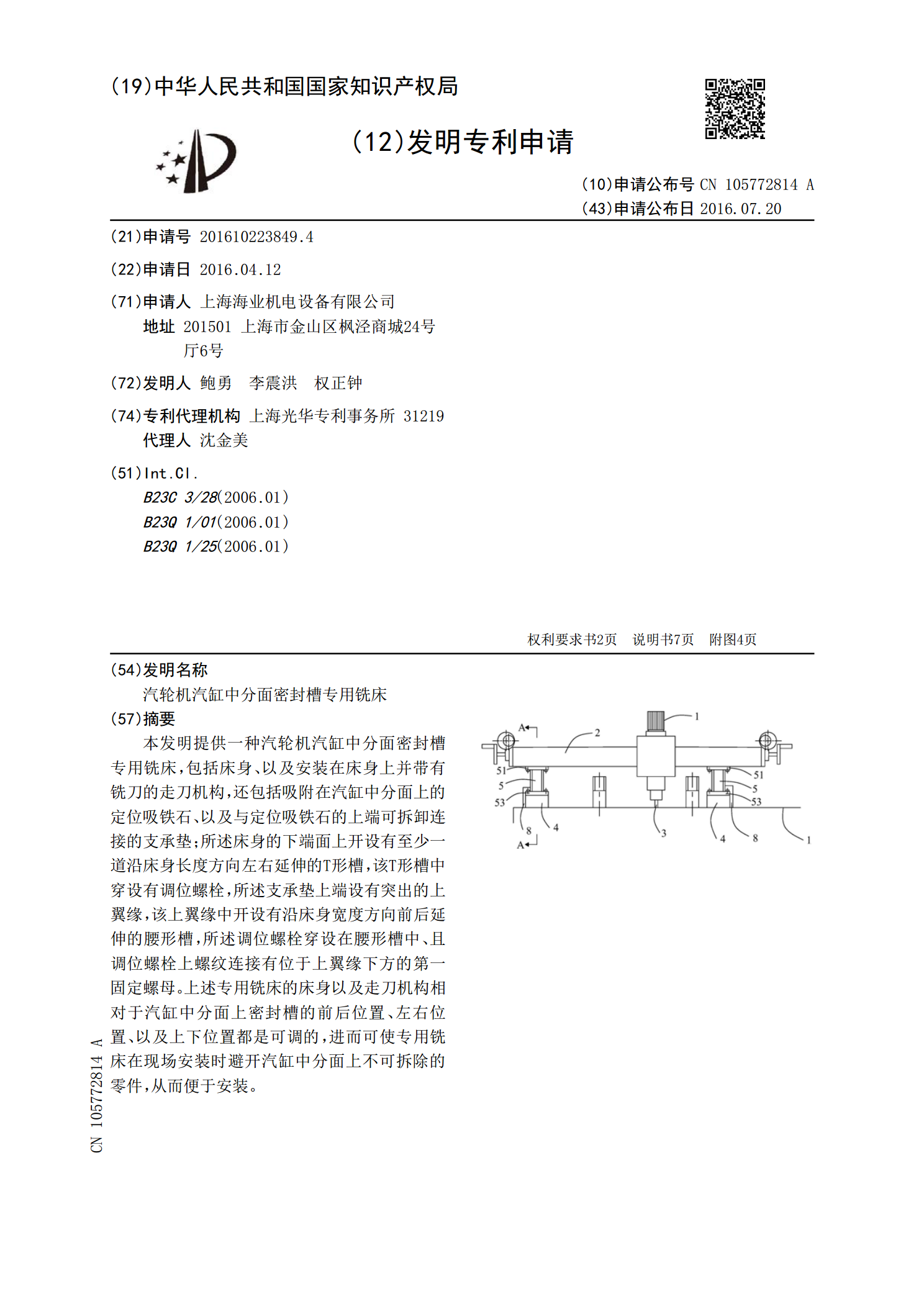
汽轮机汽缸中分面密封槽专用铣床.pdf
本发明提供一种汽轮机汽缸中分面密封槽专用铣床,包括床身、以及安装在床身上并带有铣刀的走刀机构,还包括吸附在汽缸中分面上的定位吸铁石、以及与定位吸铁石的上端可拆卸连接的支承垫;所述床身的下端面上开设有至少一道沿床身长度方向左右延伸的T形槽,该T形槽中穿设有调位螺栓,所述支承垫上端设有突出的上翼缘,该上翼缘中开设有沿床身宽度方向前后延伸的腰形槽,所述调位螺栓穿设在腰形槽中、且调位螺栓上螺纹连接有位于上翼缘下方的第一固定螺母。上述专用铣床的床身以及走刀机构相对于汽缸中分面上密封槽的前后位置、左右位置、以及上下位
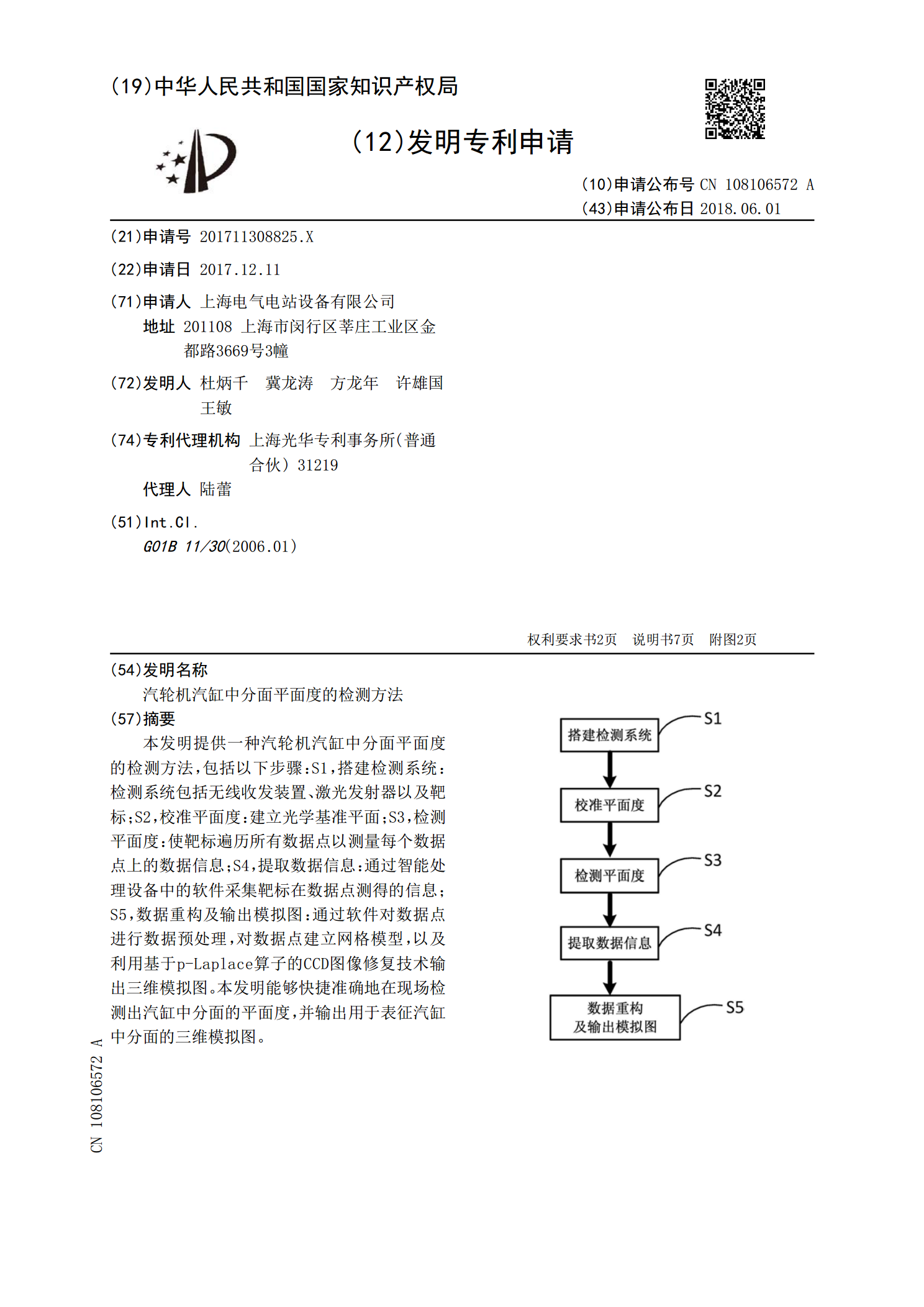
汽轮机汽缸中分面平面度的检测方法.pdf
本发明提供一种汽轮机汽缸中分面平面度的检测方法,包括以下步骤:S1,搭建检测系统:检测系统包括无线收发装置、激光发射器以及靶标;S2,校准平面度:建立光学基准平面;S3,检测平面度:使靶标遍历所有数据点以测量每个数据点上的数据信息;S4,提取数据信息:通过智能处理设备中的软件采集靶标在数据点测得的信息;S5,数据重构及输出模拟图:通过软件对数据点进行数据预处理,对数据点建立网格模型,以及利用基于p‑Laplace算子的CCD图像修复技术输出三维模拟图。本发明能够快捷准确地在现场检测出汽缸中分面的平面度,并