
环形框架吊具.pdf

哲妍****彩妍


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

环形框架吊具.pdf
本发明公开了一种环形框架吊具,它由框架、压块和螺栓组成。所述框架为圆环形刚性构件,圆周上均布至少3只径向螺孔安装螺栓。框架外壁顶部固定连接吊座,吊座顶部居中设有吊环。所述压块位于框架内,压块的外凸部与螺栓端头卡位连接构成径向联动结构。本发明就近装卸工件,由于采用可靠性高的螺旋式夹紧结构,确保装卸操作安全,劳动强度低,而且外置的环形框架具有护罩作用,避免吊装时发生工件与机床磕碰。本发明特别适合批量生产大件齿轮及圆盘类零件的吊装。
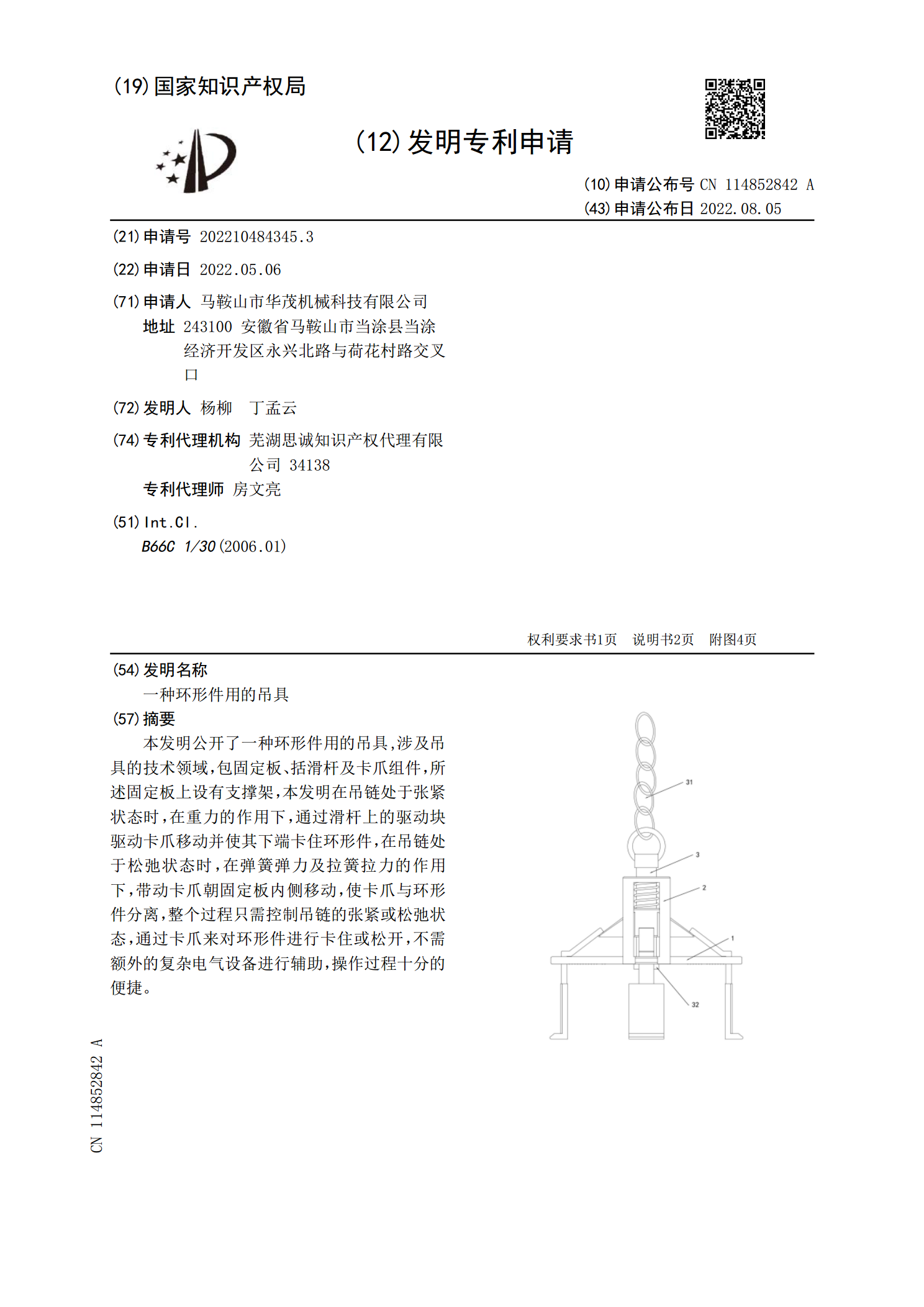
一种环形件用的吊具.pdf
本发明公开了一种环形件用的吊具,涉及吊具的技术领域,包固定板、括滑杆及卡爪组件,所述固定板上设有支撑架,本发明在吊链处于张紧状态时,在重力的作用下,通过滑杆上的驱动块驱动卡爪移动并使其下端卡住环形件,在吊链处于松弛状态时,在弹簧弹力及拉簧拉力的作用下,带动卡爪朝固定板内侧移动,使卡爪与环形件分离,整个过程只需控制吊链的张紧或松弛状态,通过卡爪来对环形件进行卡住或松开,不需额外的复杂电气设备进行辅助,操作过程十分的便捷。

框架吊具租赁合同范本.doc
框架吊具租赁合同范本第一篇范文:合同编号:__________一、合同主体甲方(出租方):____________________乙方(承租方):____________________二、合同背景鉴于甲方拥有合法拥有的框架吊具,具备出租条件;鉴于乙方因业务需要,需租赁甲方所拥有的框架吊具;双方为明确租赁事项,经友好协商,特订立本合同。三、合同1.租赁物(1)甲方出租给乙方的框架吊具名称:________________;(2)数量:________________;(3)规格型号:___________

双肢吊具及组合吊具.pdf
本发明公开了一种双肢吊具,包括吊挂在起重架上的起重链,所述起重链由多个链环首尾相连组成,和设在所述起重链端部的挂钩,还包括链轮,所述链轮通过承重轴转动安装在所述起重架内,所述起重链吊挂在所述链轮上;所述链轮的外端面上周向间隔预设距离的设有多个的环形槽,且相邻的两所述环形槽间由一矩形槽相连;所述起重链绷紧时,相邻两链环中,两者中的一者与所述矩形槽相配,另一链环与所述环形槽相配。本发明还提供一种组合吊具。本发明通过在链轮的外端面周向设置矩形槽与环形槽,与起重链配合,转动承重轴,承重轴带动链轮转动,进而带动起重
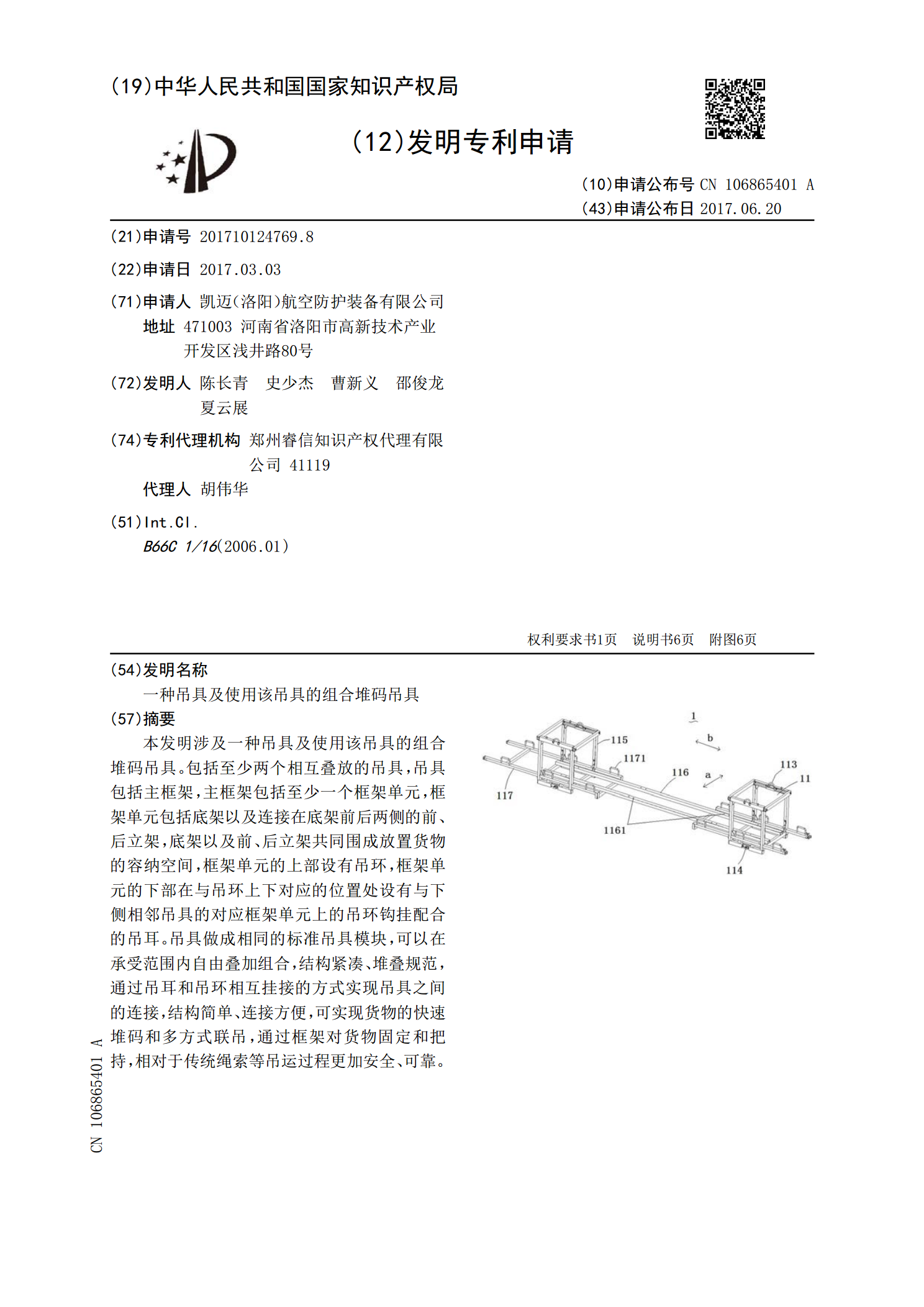
一种吊具及使用该吊具的组合堆码吊具.pdf
本发明涉及一种吊具及使用该吊具的组合堆码吊具。包括至少两个相互叠放的吊具,吊具包括主框架,主框架包括至少一个框架单元,框架单元包括底架以及连接在底架前后两侧的前、后立架,底架以及前、后立架共同围成放置货物的容纳空间,框架单元的上部设有吊环,框架单元的下部在与吊环上下对应的位置处设有与下侧相邻吊具的对应框架单元上的吊环钩挂配合的吊耳。吊具做成相同的标准吊具模块,可以在承受范围内自由叠加组合,结构紧凑、堆叠规范,通过吊耳和吊环相互挂接的方式实现吊具之间的连接,结构简单、连接方便,可实现货物的快速堆码和多方式联