
一种高精度细长套类零件外圆的磨削方法.pdf

静芙****可爱


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高精度细长套类零件外圆的磨削方法.pdf
本发明公开了一种高精度细长套类工件外圆的磨削方法,长径比大于10的工件通常定义为细长工件,该类工件在磨削加工中易产生变形,加工难度大,外圆相对于内孔的同轴度难以保证。本发明提供了一种高精度细长套类工件外圆的定位装置、装夹方法、磨削参数及步骤。本发明与原有的磨削方法相比,将原有的锥度芯轴改变为圆柱直芯轴;装夹方法从原来的锥度芯轴穿入,靠摩擦力驱动工件转动,改变为采用双股弹性绳通过鸡心夹头将工件拉紧,对称平衡驱动工件转动;以及选用更合理的砂轮及磨削参数。达到外圆相对内孔同轴度指标合格率从81.6%提高到98%

浅析一种细长花键轴外圆磨削方法.docx
浅析一种细长花键轴外圆磨削方法细长花键轴是一种广泛应用于工程领域的零件,常见于汽车、机械、航空等行业。其具有细长且复杂的结构,磨削加工难度较大。本文将对一种细长花键轴的外圆磨削方法进行浅析,并探讨其工艺步骤和工艺优势。一、磨削方法概述细长花键轴外圆磨削是指将其表面上的杂质、毛刺等进行加工去除,使其外观光滑,达到要求的精度和尺寸。该方法常采用的磨削工艺包括外圆普通磨削、外圆超精磨削和外圆数控磨削等。二、磨削方法步骤1.原料准备:选用高强度合金钢作为原料,根据需要切削成合适长度的工件。2.外圆粗磨:采用普通磨
一种细长轴工件的外圆磨削装置.pdf
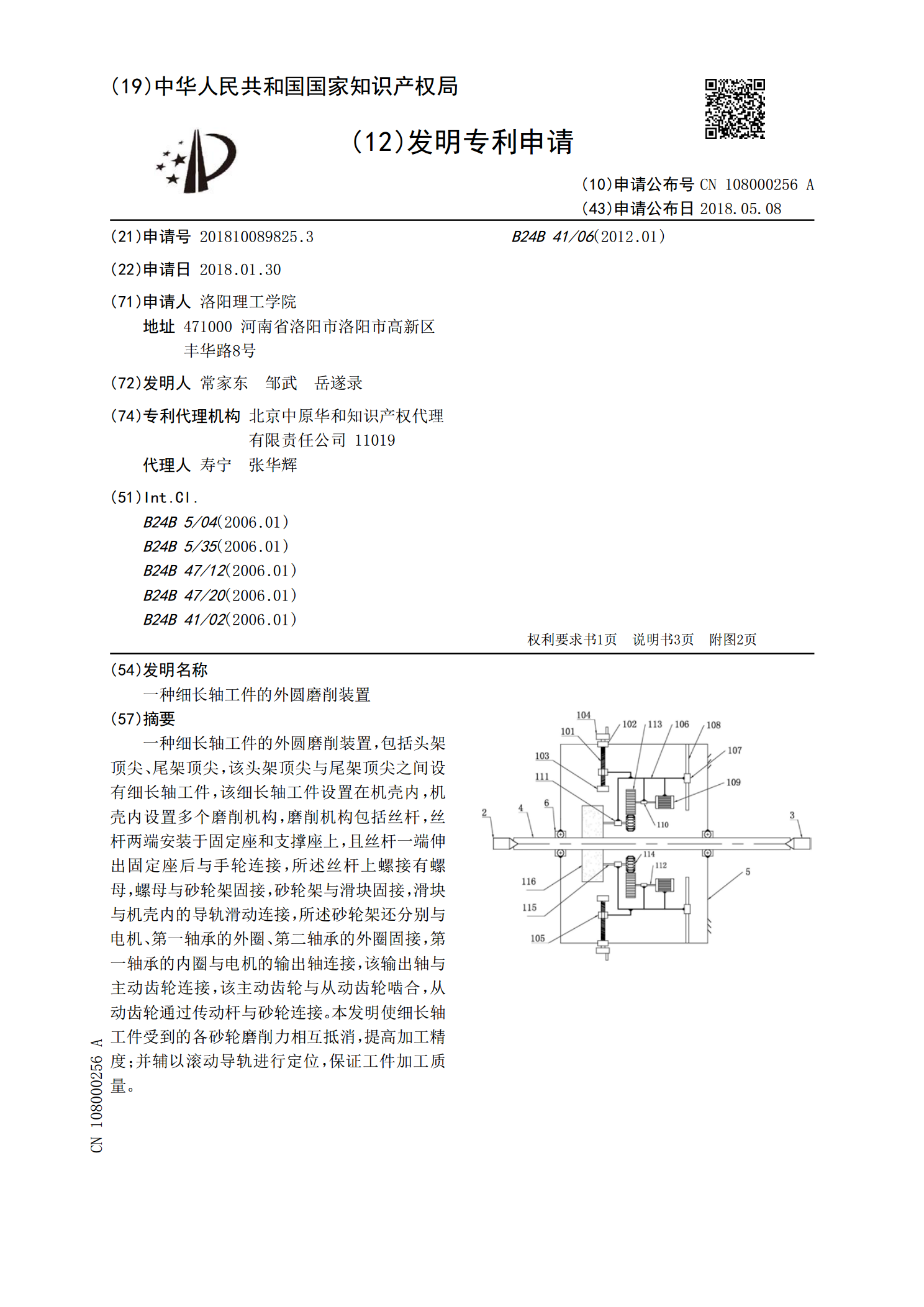
一种细长轴工件的外圆磨削装置,包括头架顶尖、尾架顶尖,该头架顶尖与尾架顶尖之间设有细长轴工件,该细长轴工件设置在机壳内,机壳内设置多个磨削机构,磨削机构包括丝杆,丝杆两端安装于固定座和支撑座上,且丝杆一端伸出固定座后与手轮连接,所述丝杆上螺接有螺母,螺母与砂轮架固接,砂轮架与滑块固接,滑块与机壳内的导轨滑动连接,所述砂轮架还分别与电机、第一轴承的外圈、第二轴承的外圈固接,第一轴承的内圈与电机的输出轴连接,该输出轴与主动齿轮连接,该主动齿轮与从动齿轮啮合,从动齿轮通过传动杆与砂轮连接。本发明使细长轴工件受到

细长玻璃棒外圆磨削工艺.docx
细长玻璃棒外圆磨削工艺细长玻璃棒外圆磨削工艺摘要:细长玻璃棒广泛应用于光纤通信、医疗设备、精密仪器等领域。外圆磨削是制备细长玻璃棒的重要工艺之一,能够提高玻璃棒的粗糙度,保证其尺寸精度和表面质量,使其达到满足工程要求的状态。本文将介绍细长玻璃棒外圆磨削的工艺流程、参数选择以及常见问题及其解决方案。第一部分:引言细长玻璃棒外圆磨削工艺在玻璃加工中占据重要地位,对玻璃棒的质量和性能有着直接影响。随着科技的进步,对玻璃产品的要求越来越高,尤其是在光学、光纤通信等领域。细长玻璃棒外圆磨削工艺能够提高玻璃棒的尺寸精

细长玻璃棒外圆磨削工艺.docx
细长玻璃棒外圆磨削工艺细长玻璃棒外圆磨削工艺引言:细长玻璃棒在很多领域的应用中,如光学仪器、生物医学、电子器件等都扮演着重要的角色。然而,由于其形状特殊且易碎的特点,加工难度较大。本文将介绍一种常用的外圆磨削工艺,以帮助工程师和研究人员更好地实施玻璃棒的加工。一、细长玻璃棒的特点细长玻璃棒通常是由玻璃材料通过拉丝或注塑工艺制得的,其外形呈现出较高的细长程度,直径一般在数毫米至数十毫米之间。该类材料具有高度的折射率、优良的光学性能和低的热膨胀系数,因此在光学、生物医学和电子器件等领域有广泛的应用。然而,细长