
一种细长轴工件的外圆磨削装置.pdf

论文****酱吖

1/7
2/7

3/7
4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种细长轴工件的外圆磨削装置.pdf
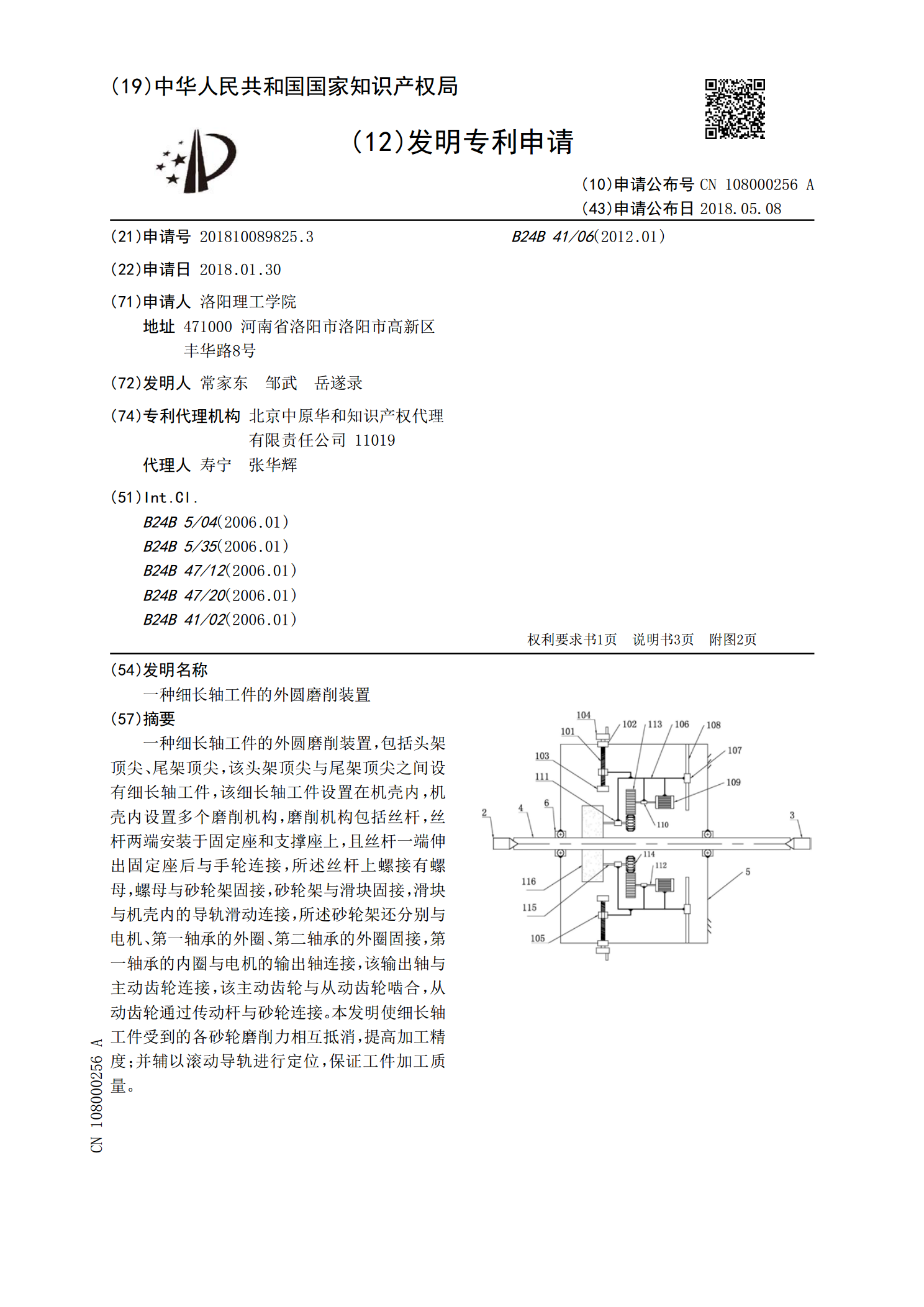
一种细长轴工件的外圆磨削装置,包括头架顶尖、尾架顶尖,该头架顶尖与尾架顶尖之间设有细长轴工件,该细长轴工件设置在机壳内,机壳内设置多个磨削机构,磨削机构包括丝杆,丝杆两端安装于固定座和支撑座上,且丝杆一端伸出固定座后与手轮连接,所述丝杆上螺接有螺母,螺母与砂轮架固接,砂轮架与滑块固接,滑块与机壳内的导轨滑动连接,所述砂轮架还分别与电机、第一轴承的外圈、第二轴承的外圈固接,第一轴承的内圈与电机的输出轴连接,该输出轴与主动齿轮连接,该主动齿轮与从动齿轮啮合,从动齿轮通过传动杆与砂轮连接。本发明使细长轴工件受到

浅析一种细长花键轴外圆磨削方法.docx
浅析一种细长花键轴外圆磨削方法细长花键轴是一种广泛应用于工程领域的零件,常见于汽车、机械、航空等行业。其具有细长且复杂的结构,磨削加工难度较大。本文将对一种细长花键轴的外圆磨削方法进行浅析,并探讨其工艺步骤和工艺优势。一、磨削方法概述细长花键轴外圆磨削是指将其表面上的杂质、毛刺等进行加工去除,使其外观光滑,达到要求的精度和尺寸。该方法常采用的磨削工艺包括外圆普通磨削、外圆超精磨削和外圆数控磨削等。二、磨削方法步骤1.原料准备:选用高强度合金钢作为原料,根据需要切削成合适长度的工件。2.外圆粗磨:采用普通磨

精密细长轴的磨削方法及磨削装置.pdf
本发明提出了精密细长轴的磨削方法及磨削装置,属于机械加工技术领域,其包括1)装夹工件;2)安装单点支撑装置;3)通过导通回路,判断支撑块与工件是否接触;4)拆卸导通电路;5)对刀,开始磨削工件;6)通过工件的两端外圆直径与支撑部位外圆直径判断工件与支撑块接触是否良好;7)逐步磨削工件的余量,消除工件的轴跳动误差,保证工件的精度要求。本发明通过单点支撑装置对工件的径向进行支撑,消除工件受到的径向切削力,避免精密细长轴在磨削时发生弯曲,将磨削精度由现有技术中的IT5提高至IT2,加工效率提高1倍?2倍,提高了
一种不锈钢细长轴磨削专用装置.pdf
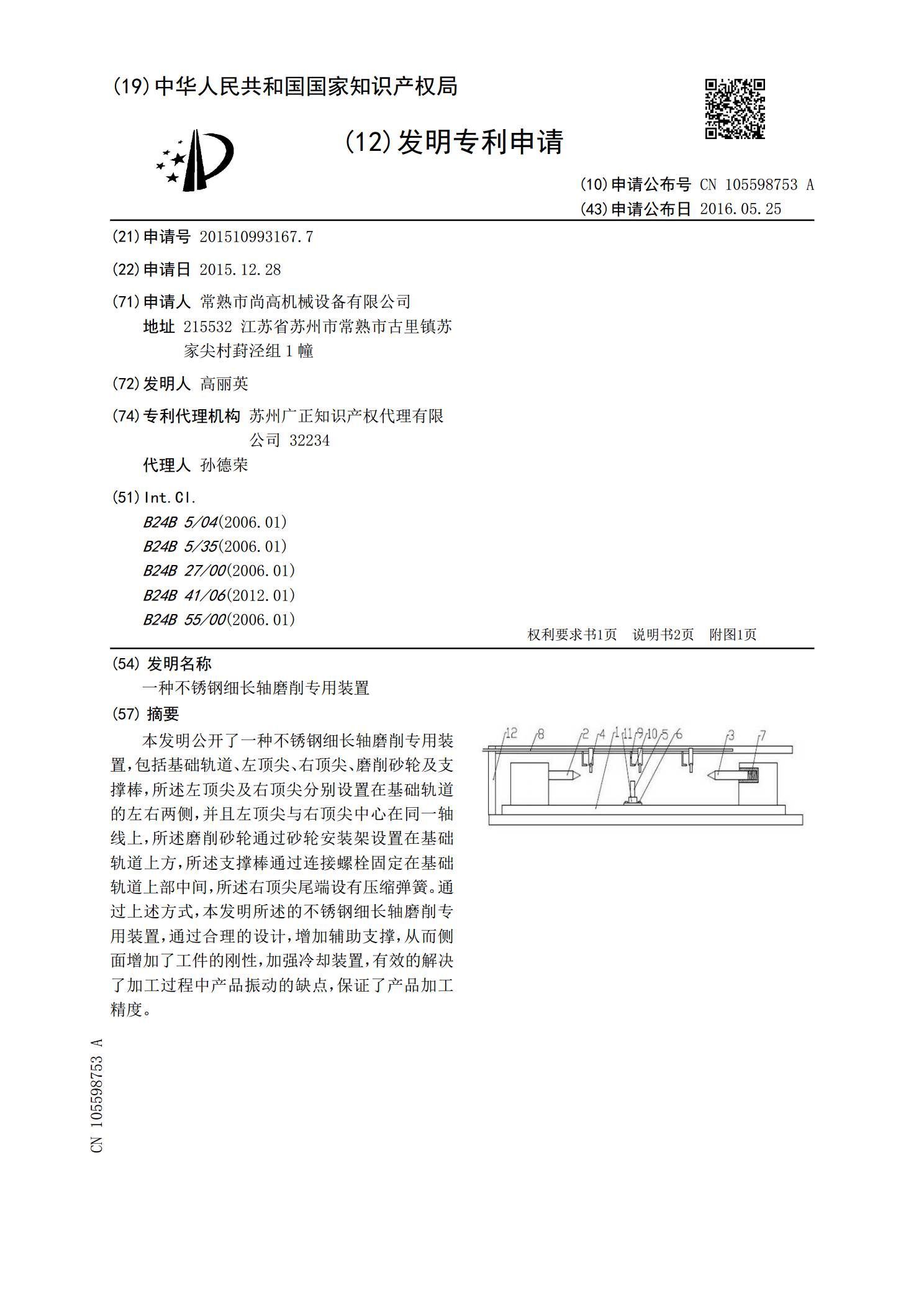
本发明公开了一种不锈钢细长轴磨削专用装置,包括基础轨道、左顶尖、右顶尖、磨削砂轮及支撑棒,所述左顶尖及右顶尖分别设置在基础轨道的左右两侧,并且左顶尖与右顶尖中心在同一轴线上,所述磨削砂轮通过砂轮安装架设置在基础轨道上方,所述支撑棒通过连接螺栓固定在基础轨道上部中间,所述右顶尖尾端设有压缩弹簧。通过上述方式,本发明所述的不锈钢细长轴磨削专用装置,通过合理的设计,增加辅助支撑,从而侧面增加了工件的刚性,加强冷却装置,有效的解决了加工过程中产品振动的缺点,保证了产品加工精度。
一种长轴类零件外圆磨削装置.pdf
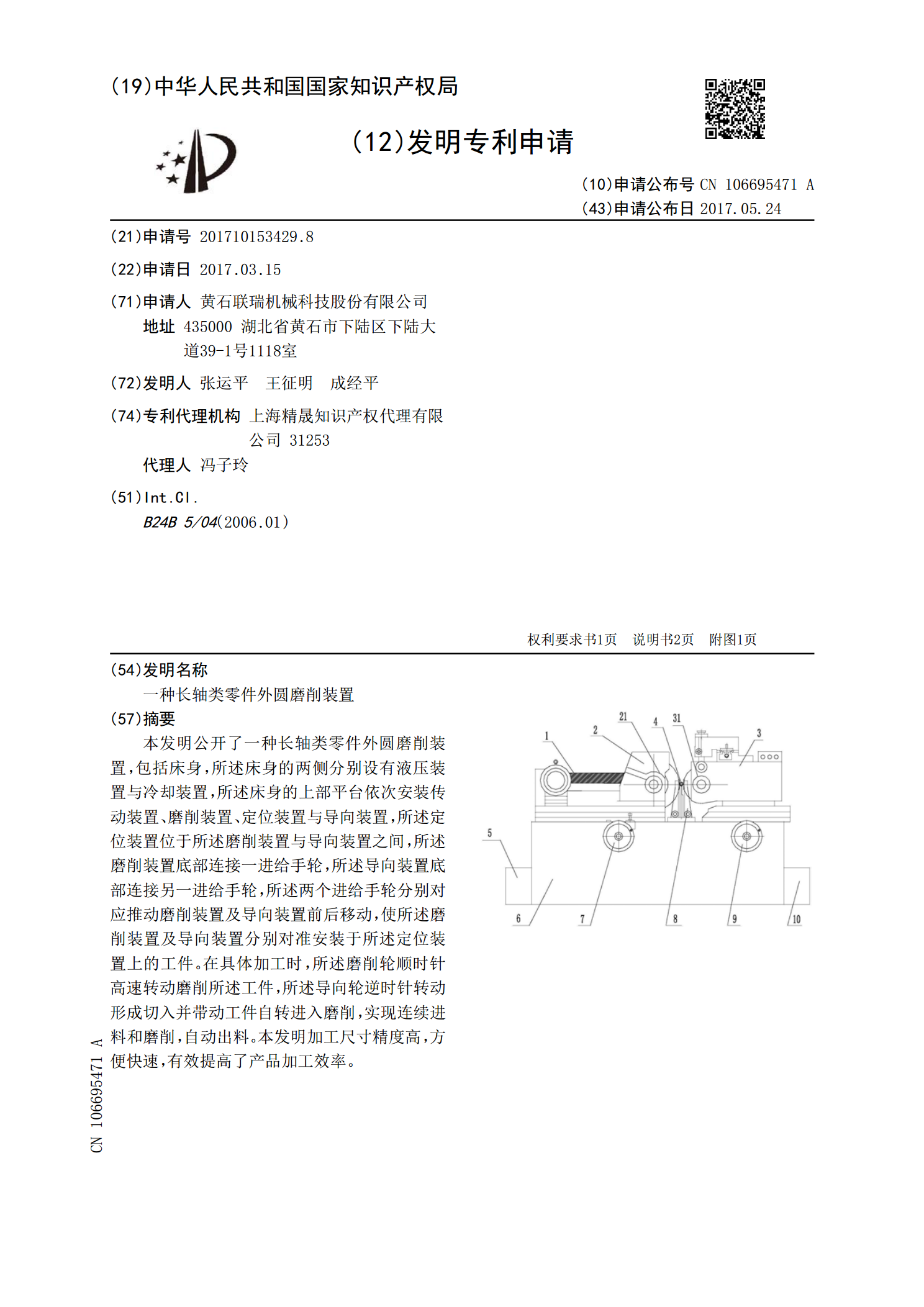
本发明公开了一种长轴类零件外圆磨削装置,包括床身,所述床身的两侧分别设有液压装置与冷却装置,所述床身的上部平台依次安装传动装置、磨削装置、定位装置与导向装置,所述定位装置位于所述磨削装置与导向装置之间,所述磨削装置底部连接一进给手轮,所述导向装置底部连接另一进给手轮,所述两个进给手轮分别对应推动磨削装置及导向装置前后移动,使所述磨削装置及导向装置分别对准安装于所述定位装置上的工件。在具体加工时,所述磨削轮顺时针高速转动磨削所述工件,所述导向轮逆时针转动形成切入并带动工件自转进入磨削,实现连续进料和磨削,自