
自动盘管下料机.pdf

一吃****天材


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

自动盘管下料机.pdf
自动盘管下料机,包括机架,机架一端为管材入料端、另一端为出料端,入料端和出料端之间依次设有第一导向轮组和第二导向轮组,第二导向轮组与纵向气缸连接,第一导向轮组与沿正交于管材前进的方向推动第一导向轮组的横向气缸连接,导向轮组包括底托、和对称地安装于底托上的一对导向轮,底座上设有与导向轮对应的导向轮安装柱,导向轮与导向轮安装柱之间设有轴承,管材从两个导向轮之间穿过,导向轮相互压紧管材;出料端设有切断管材的切刀机构,入料端设有检测管材焊缝的涡流探伤仪,涡流探伤仪与控制器连接,控制器控制切刀机构在管材的焊缝处切断

激光切管机自动上下料装置.pdf
本发明公开了一种激光切管机自动上下料装置,其包括切管装置、上料装置及下料装置;所述上料装置的上料口与所述切管装置的切管入口相对应,使该上料口上的管料恰好落入该切管入口中;所述切管装置的切管出口与所述下料装置的下料口相对应,使该切管出口上的切割完成后的管料恰好落入该下料口中。该上料装置包括原料架、分料架、过渡链轮、输送链排及上料顶升机构,该下料装置包括下料输送辊轮、下料挡料机构、下料顶升机构及管料储存架。本发明激光切管机自动上下料装置能够提高激光切割生产线的自动化程度,减轻劳动强度,提高劳动生产率。所述装置
全自动矩形方管直料下料机.pdf
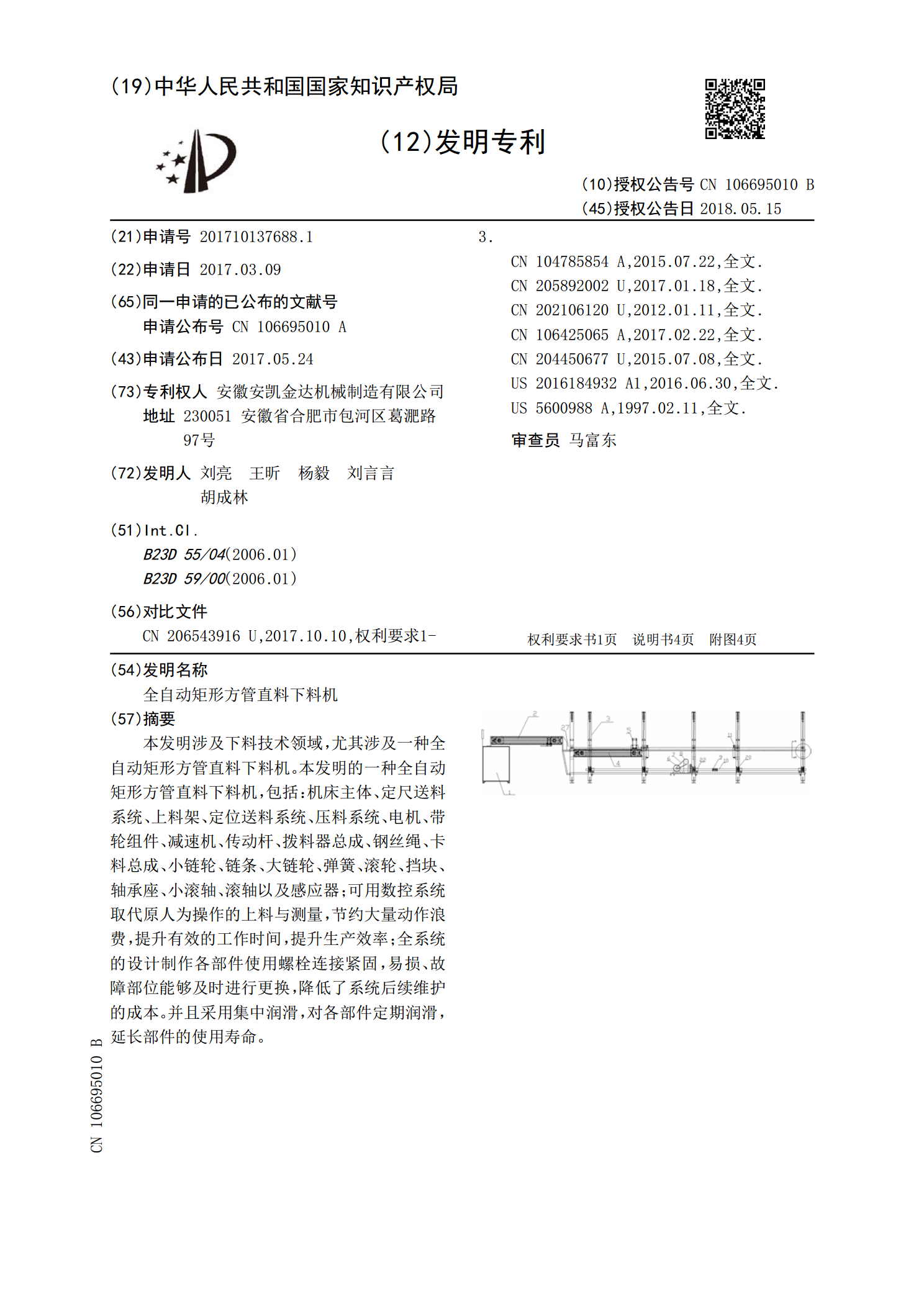
本发明涉及下料技术领域,尤其涉及一种全自动矩形方管直料下料机。本发明的一种全自动矩形方管直料下料机,包括:机床主体、定尺送料系统、上料架、定位送料系统、压料系统、电机、带轮组件、减速机、传动杆、拨料器总成、钢丝绳、卡料总成、小链轮、链条、大链轮、弹簧、滚轮、挡块、轴承座、小滚轴、滚轴以及感应器;可用数控系统取代原人为操作的上料与测量,节约大量动作浪费,提升有效的工作时间,提升生产效率;全系统的设计制作各部件使用螺栓连接紧固,易损、故障部位能够及时进行更换,降低了系统后续维护的成本。并且采用集中润滑,对各部

一种自动盘管机.pdf
本发明公开了一种自动盘管机,属于盘管装置技术领域,包括第一支撑板,第一支撑板的上方设置有第二支撑板,第一支撑板与第二支撑板的连接处设置有支撑杆,第一支撑板的上方设置有收卷筒,所述第一支撑板的上表面设置有与收卷筒相对应的支撑机构,支撑机构包括支撑底板,支撑底板的上表面中间位置设置有轴承,轴承的上方设置有与收卷筒相对应的第二限位件;在自动盘管机上设置了驱动机构和支撑机构,支撑机构对收卷筒起到支撑作用,驱动机构可以驱动收卷筒转动,从而通过收卷筒对水管进行快速收卷,从而使工人对水管收卷起来更加的方便,省时省力,从

一种具有全自动功能大卷盘过油下料机.pdf
本发明公开一种具有全自动功能大卷盘过油下料机,涉及料卷盘生产加工领域。该具有全自动功能大卷盘过油下料机,设备主体的两侧均固定安装有支撑架,设备主体的上表面固定安装有输送组件,输送组件的上表面设有压合机,设备主体的上表面依次设有定位区、下料区、压合区和去毛刺区,设备主体的末端设有处理仓,处理仓的末端设有储料盘。该具有全自动功能大卷盘过油下料机,在使用时通过将压合、除毛刺、浸泡和烘干多道程序整合在设备主体上,便对料卷盘加工过程中进行抓取和移动,使得该设备能够不间断进行料卷盘压合处理,更加节省时间节省人力。