
刀具材料切削角度.ppt

YY****。。

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共95页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

刀具材料切削角度.ppt
绪论:(3)机械加工:车、铣、刨、磨、拉等(4)高能加工:火焰加工,等离子加工,激光加工等(5)电化学加工:3、发展(1)切削机床及切削理论的发展(2)刀具材料的发展1780年,碳素工具钢;1898面,高速钢;1927年,硬质合金,1960年新型刀具材料(3)新加工方法的产生(4)我国切削加工技术的发展三、本课程需掌握的内容(一)金属切削原理:刀具材料性能选用;切削部分的几何参数;切削过程现象与变化规律;材料的加工性,表面质量等1、几何问题:刀具角度2、规律问题:切削变形,切削力,切削温度,刀具磨损等**

切削刀具的标注角度.ppt
................

切削刀具的标注角度.ppt
................

切削刀具的标注角度.ppt
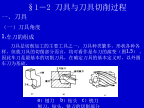
§1-2刀具与刀具切削过程车刀有刀体和刀柄组成,刀柄是刀具的夹持部分,刀体是刀具上夹持或焊接刀条、刀片的部分,或由它形成切削刃的部分。刀体上刀具的切削部分,由“三面两刃一尖”(即前刀面、主后刀面、副后刀面、主切削刃、副切削刃、刀尖)组成。(1):前刀面(刀具上切屑过的表面)(2):主后刀面(刀具上与工件过渡表面相对的表面)(3):副后刀面(刀具上与工件已加工表面相对的表面)(4):主切削刃(前刀面与主后刀面的交线,主要切削工作)(5):副切削刃(前刀面与副后刀面的交线,参与部分切削工作)(6):刀尖(主切
切削刀具的标注角度[1].ppt
§1-2刀具与刀具切削过程车刀有刀体和刀柄组成,刀柄是刀具的夹持部分,刀体是刀具上夹持或焊接刀条、刀片的部分,或由它形成切削刃的部分。刀体上刀具的切削部分,由“三面两刃一尖”(即前刀面、主后刀面、副后刀面、主切削刃、副切削刃、刀尖)组成。(1):前刀面(刀具上切屑过的表面)(2):主后刀面(刀具上与工件过渡表面相对的表面)(3):副后刀面(刀具上与工件已加工表面相对的表面)(4):主切削刃(前刀面与主后刀面的交线,主要切削工作)(5):副切削刃(前刀面与副后刀面的交线,参与部分切削工作)(6):刀尖(主切