
主传动箱换档机构.pdf

一只****呀9


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

主传动箱换档机构.pdf
本发明涉及一种主传动箱换档机构,包括换档驱动机构及换档齿轮传动机构,换档齿轮传动机构包括固定在传动箱体上的两根平行的第一齿轮轴及第二齿轮轴;第一齿轮轴上固定有输入齿轮及滑动配合有由高速档大齿轮与低速档小齿轮组成的双联齿轮,双联齿轮通过拨叉与换档驱动机构相连;第二齿轮轴上固定有输出齿轮、高速档小齿轮及低速档大齿轮,双联齿轮在拨叉的推动下分别处于高速档大齿轮与高速档小齿轮相啮合以及低速档小齿轮与低速档大齿轮相啮合两种状态。本发明中的换档齿轮传动机构采用两根齿轮轴,并且设置有专门的输入齿轮,与现有技术相比,增加
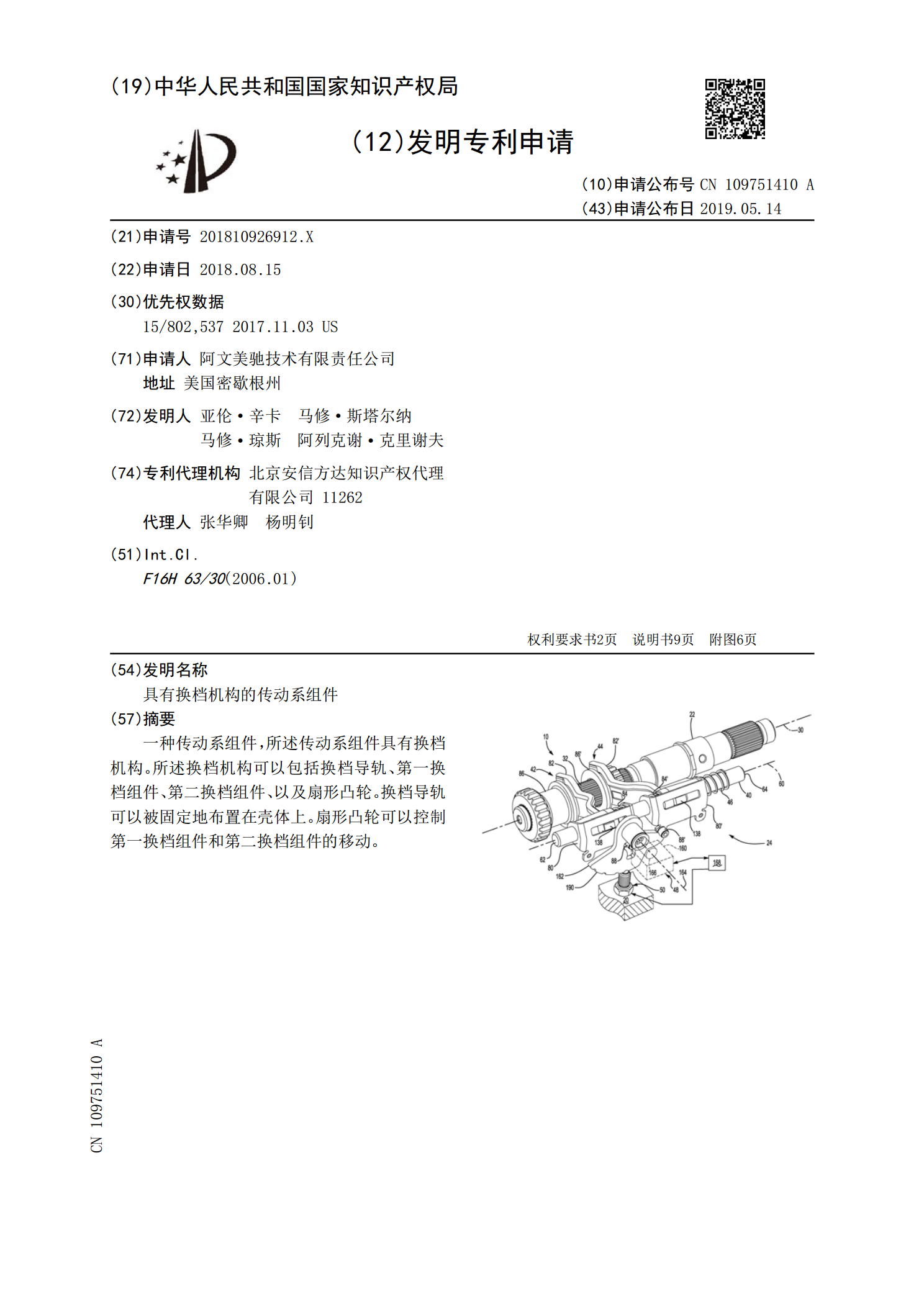
具有换档机构的传动系组件.pdf
一种传动系组件,所述传动系组件具有换档机构。所述换档机构可以包括换档导轨、第一换档组件、第二换档组件、以及扇形凸轮。换档导轨可以被固定地布置在壳体上。扇形凸轮可以控制第一换档组件和第二换档组件的移动。

带换档机构的齿轮箱.pdf
本发明公开了一种带换档机构的齿轮箱,包括箱体、输入轴承座、转动架、第一滚动轴承、第二滚动轴承、第三滚动轴承、第四滚动轴承、输入齿轮轴、中间齿轮轴、中间齿轮、输出齿轮、输出轴、连接板、水平推块和换档动力源,连接板包括第一板、第二板和调整垫片,第一板具有圆柱杆,第二板具有圆柱孔,圆柱杆与圆柱孔可移动配合,所述调节垫片垫在第一板和第二板之间,输入齿轮轴和中间齿轮啮合中心线O

用于行星齿轮传动装置的换档机构.pdf
一种用于行星齿轮传动装置的换档机构,包括:行星齿轮传动装置;与所述行星齿轮传动装置中的行星齿轮组件接合的换档凸轮(600),所述换档凸轮具有换档凸轮突起(5008);与可动线缆(1)连接的可转动线缆承载件(5003),所述线缆承载件包括带斜面部分(361,362);可转动带斜面环(5002),所述带斜面环包括与所述线缆承载件的带斜面部分配合接合的带斜面部分(381,382),并且所述带斜面环还具有与所述换档凸轮突起配合接合的止挡部,所述线缆承载件的转动推动所述带斜面环沿着与所述线缆环的转动面垂直的方向运动

数控机床主传动系统换档点的研究.docx
数控机床主传动系统换档点的研究标题:数控机床主传动系统换档点的研究摘要:数控机床主传动系统换档点的研究对于提高机床的工作效率、减少能耗、延长机床寿命具有重要意义。本论文通过对主传动系统换档点的研究,分析了主传动系统换档点对机床运行稳定性、切削质量等方面的影响,并提出了一种优化主传动系统换档点的方法。通过实验验证,证明了优化后的主传动系统换档点能够达到较好的工作效果。关键词:数控机床;主传动系统;换档点;工作效率;切削质量;优化方法一、引言数控机床作为现代制造业中的关键设备之一,其工作效率和切削质量的优劣直