
磨削聚晶金刚石刀具用陶瓷结合剂金刚石砂轮.pdf

Th****s3


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

磨削聚晶金刚石刀具用陶瓷结合剂金刚石砂轮.pdf
本发明公开了一种磨削聚晶金刚石(PCD)刀具用陶瓷结合剂金刚石砂轮,其原料组成及其重量百分比含量为:44~74%金刚石磨料,4~19%刚玉,22~37%陶瓷结合剂;所述陶瓷结合剂的原料组成及其重量百分比含量为:46~63%SiO2,21~33%B2O3,5~13%K2O,3~6%Bi2O3,2~5%SnO2,1.5~6%Sb2O3。本发明是一种加工效率高、自锐性好、硬度高、加工精度高、修整频次少、寿命长、使用速度可达80m/s、能对PCD刀具进行高效精密加工的磨削工具,主要用于PCD宽刀片及各类硬质刀具的
聚晶金刚石刀具专用砂轮的制造方法.pdf
本发明公开了聚晶金刚石刀具专用砂轮的制造方法,包括以下步骤:1)配制结合剂;2)制得成型料;3)模具内投入成型料;4)加入加热;5)装窑;6)烧成:7)出窑;8)粗加工,用树脂胶把砂轮与基体结合;9)精加工。本发明公开了聚晶金刚石刀具专用砂轮的制造方法对原有配方、工艺进行改进,在保证砂轮组织松散的状态下提高砂轮的形状保持性,进而提高金刚石刀具的加工效率和产品质量。
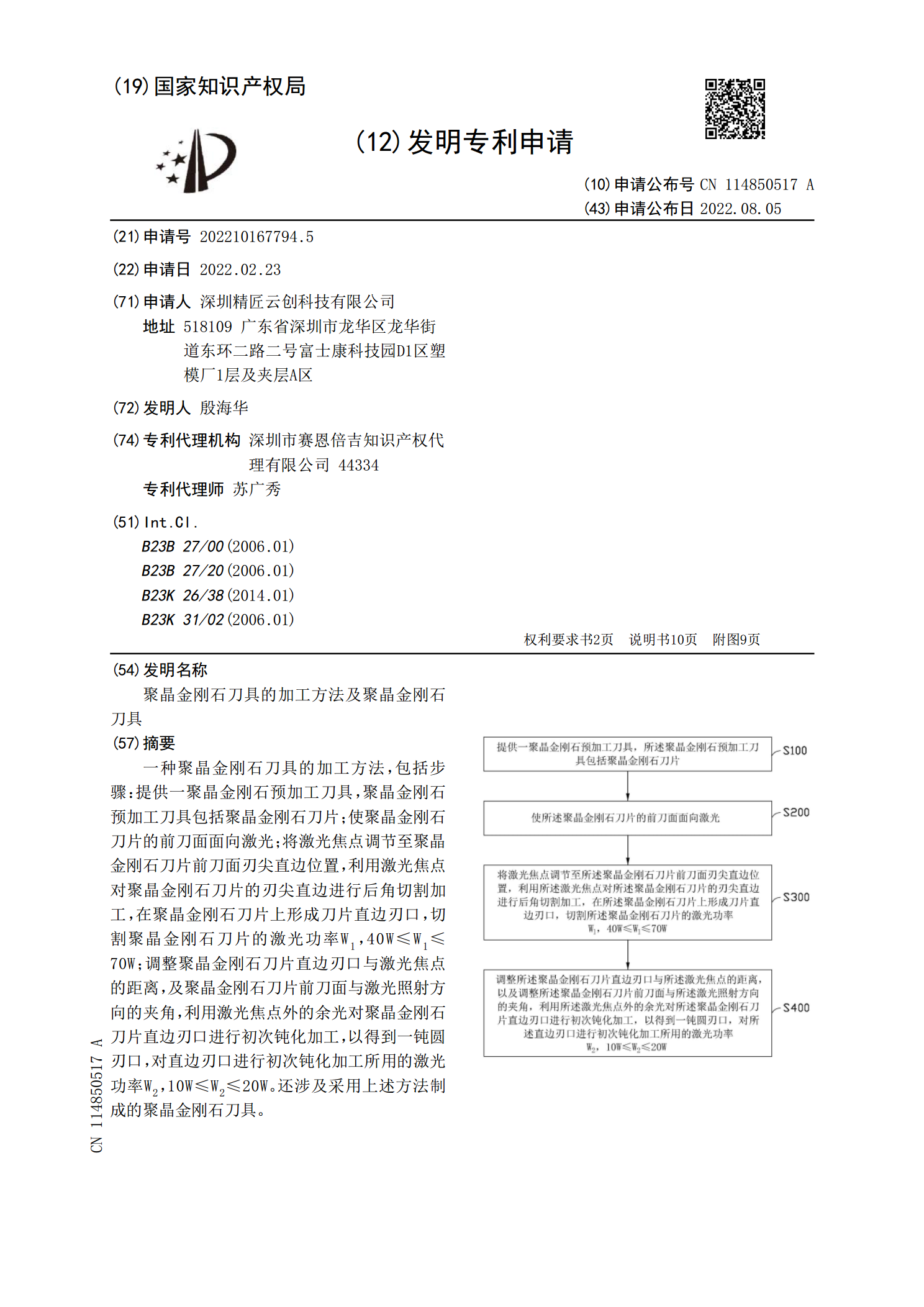
聚晶金刚石刀具的加工方法及聚晶金刚石刀具.pdf
一种聚晶金刚石刀具的加工方法,包括步骤:提供一聚晶金刚石预加工刀具,聚晶金刚石预加工刀具包括聚晶金刚石刀片;使聚晶金刚石刀片的前刀面面向激光;将激光焦点调节至聚晶金刚石刀片前刀面刃尖直边位置,利用激光焦点对聚晶金刚石刀片的刃尖直边进行后角切割加工,在聚晶金刚石刀片上形成刀片直边刃口,切割聚晶金刚石刀片的激光功率W<base:Sub>1</base:Sub>,40W≤W<base:Sub>1</base:Sub>≤70W;调整聚晶金刚石刀片直边刃口与激光焦点的距离,及聚晶金刚石刀片前刀面与激光照射方向的夹角

陶瓷结合剂金刚石砂轮的制备及磨削性能研究的中期报告.docx
陶瓷结合剂金刚石砂轮的制备及磨削性能研究的中期报告一、研究背景和意义金刚石砂轮是目前工业生产中普遍使用的研磨工具,其具有高硬度、高耐磨、高强度等优良特性,能够满足各种材料的加工需求。然而,金刚石砂轮的制备过程中依赖的陶瓷结合剂,传统上存在一些问题,如结合剂与金刚石磨粒之间的强度不稳定,难以满足高强度、高效率的研磨需求;同时,陶瓷结合剂的制备和使用过程中对环境的影响也越来越受到关注。因此,对于陶瓷结合剂金刚石砂轮制备及其磨削性能的研究,既有利于提高金刚石砂轮的制备质量和性能稳定性,也能够促进环保型陶瓷结合剂

金刚石砂轮陶瓷结合剂及金刚石砂轮的制备方法.pdf
本发明公开了一种金刚石砂轮陶瓷结合剂及金刚石砂轮的制备方法,先将工业级SiO2溶胶和NaNO3,KNO3,LiNO3,H3BO3等溶液机械搅拌混合均匀,调整混合溶液pH为4~6,再加入工业级Al2O3溶胶;将所得的混合溶胶在500℃~550℃烘干、研磨破碎后过100-120目筛网,即制得金刚石砂轮陶瓷结合剂。在制得陶瓷结合剂的基础上再制备金刚石砂轮。该陶瓷结合剂具有物料组分混合均匀,结合剂粒径可达纳米级范围,烧结成型后抗折强度为101.8-105.3MPa;烧结后陶瓷结合剂对金刚石磨料包覆完整,气