
铜阳极板底铣耳装置.pdf

Ma****57


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铜阳极板底铣耳装置.pdf
本发明公开一种铜阳极板底铣耳装置,该装置包括取板和板输出装置、极板移载装置、极板定位装置、极板夹紧装置、铣刀装置、进给装置,取板和板输出装置安装在设备两端,四个铣刀装置安装在设备中间,极板输出装置安装在设备上方,极板移载装置有四对齿轮夹具,极板定位装置为一液压缸带动的摆臂装置,设置在铣削工位,通过油缸控制定位板的高低从而控制铣削量。本发明的优点在于:同时铣削两块阳极板,效率较高。铣刀采用可转位面铣刀,拆装方便,刀片利用率高。极板夹紧可靠,大大降低铣削时的震动和噪声,同时延长铣刀寿命。通过油缸带动定位板,定
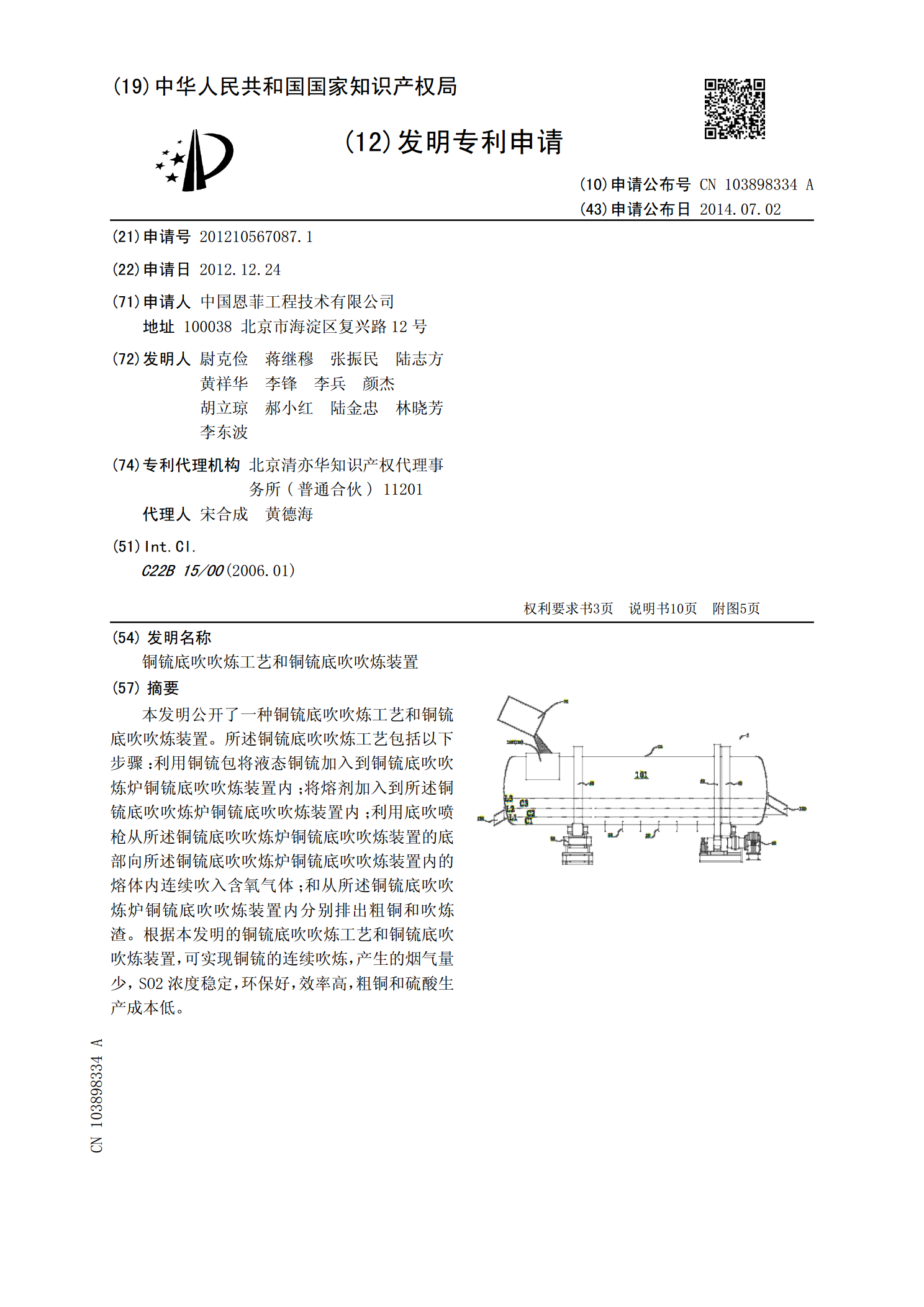
铜锍底吹吹炼工艺和铜锍底吹吹炼装置.pdf
本发明公开了一种铜锍底吹吹炼工艺和铜锍底吹吹炼装置。所述铜锍底吹吹炼工艺包括以下步骤:利用铜锍包将液态铜锍加入到铜锍底吹吹炼炉铜锍底吹吹炼装置内;将熔剂加入到所述铜锍底吹吹炼炉铜锍底吹吹炼装置内;利用底吹喷枪从所述铜锍底吹吹炼炉铜锍底吹吹炼装置的底部向所述铜锍底吹吹炼炉铜锍底吹吹炼装置内的熔体内连续吹入含氧气体;和从所述铜锍底吹吹炼炉铜锍底吹吹炼装置内分别排出粗铜和吹炼渣。根据本发明的铜锍底吹吹炼工艺和铜锍底吹吹炼装置,可实现铜锍的连续吹炼,产生的烟气量少,SO2浓度稳定,环保好,效率高,粗铜和硫酸生产成
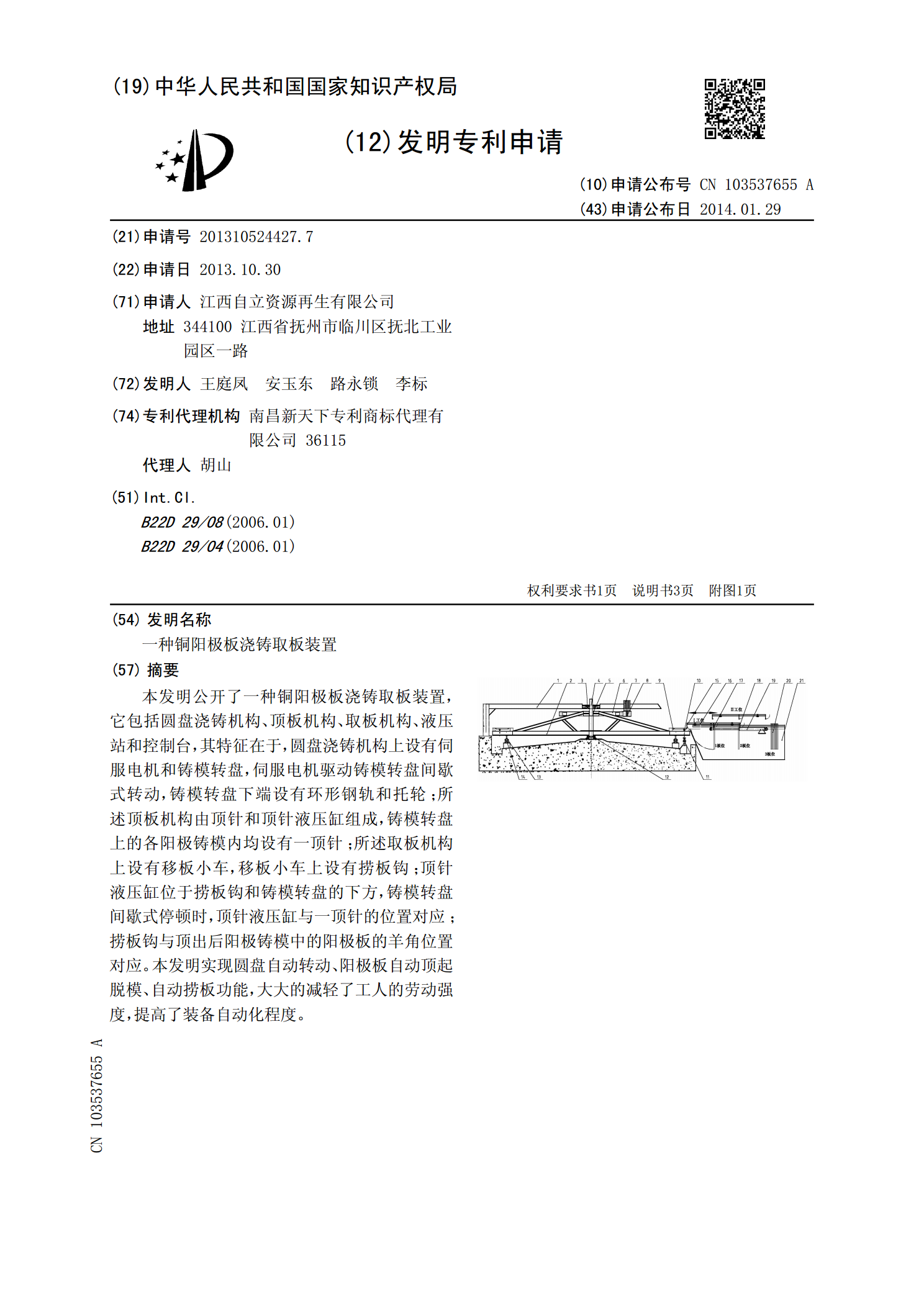
一种铜阳极板浇铸取板装置.pdf
本发明公开了一种铜阳极板浇铸取板装置,它包括圆盘浇铸机构、顶板机构、取板机构、液压站和控制台,其特征在于,圆盘浇铸机构上设有伺服电机和铸模转盘,伺服电机驱动铸模转盘间歇式转动,铸模转盘下端设有环形钢轨和托轮;所述顶板机构由顶针和顶针液压缸组成,铸模转盘上的各阳极铸模内均设有一顶针;所述取板机构上设有移板小车,移板小车上设有捞板钩;顶针液压缸位于捞板钩和铸模转盘的下方,铸模转盘间歇式停顿时,顶针液压缸与一顶针的位置对应;捞板钩与顶出后阳极铸模中的阳极板的羊角位置对应。本发明实现圆盘自动转动、阳极板自动顶起脱
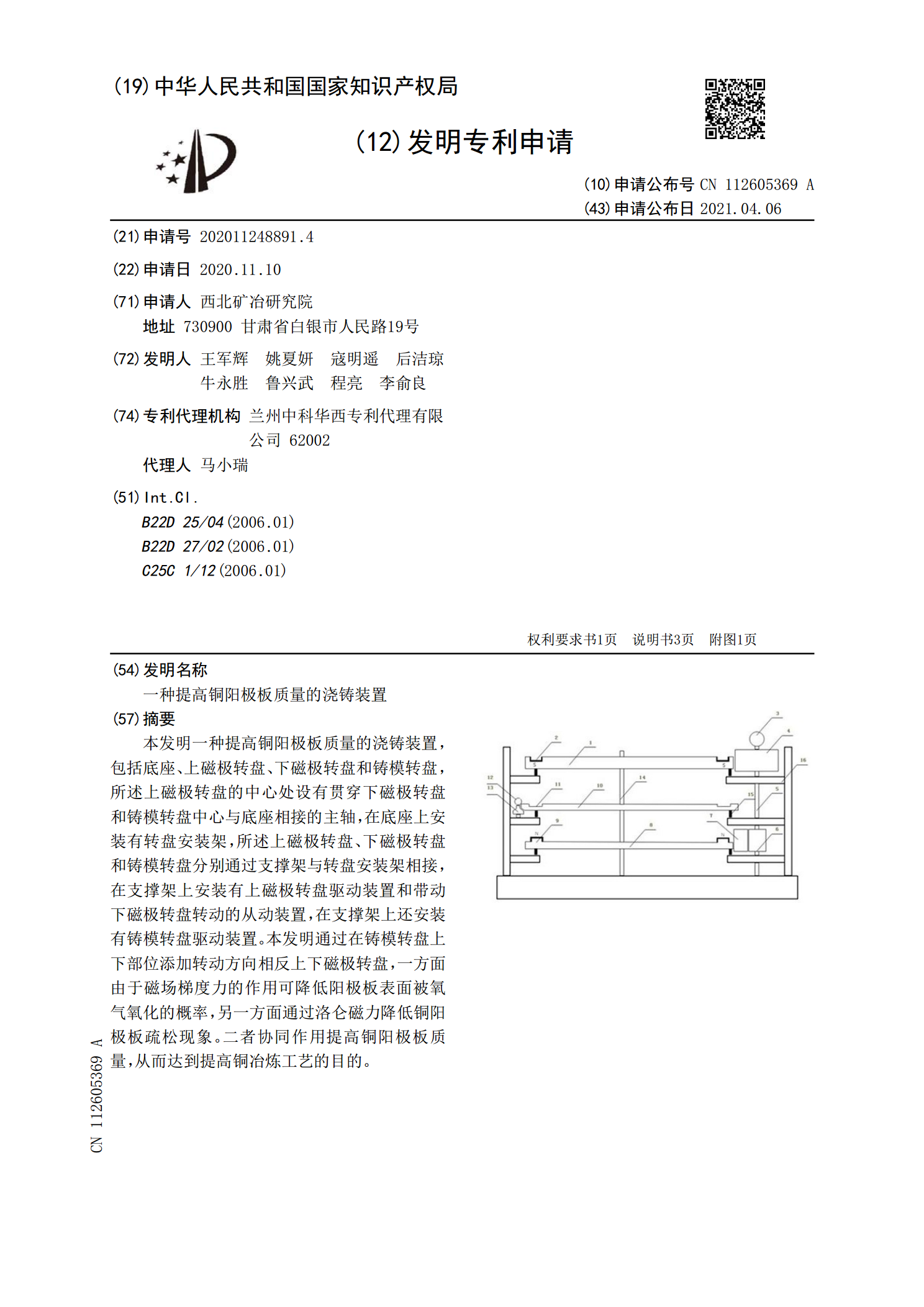
一种提高铜阳极板质量的浇铸装置.pdf
本发明一种提高铜阳极板质量的浇铸装置,包括底座、上磁极转盘、下磁极转盘和铸模转盘,所述上磁极转盘的中心处设有贯穿下磁极转盘和铸模转盘中心与底座相接的主轴,在底座上安装有转盘安装架,所述上磁极转盘、下磁极转盘和铸模转盘分别通过支撑架与转盘安装架相接,在支撑架上安装有上磁极转盘驱动装置和带动下磁极转盘转动的从动装置,在支撑架上还安装有铸模转盘驱动装置。本发明通过在铸模转盘上下部位添加转动方向相反上下磁极转盘,一方面由于磁场梯度力的作用可降低阳极板表面被氧气氧化的概率,另一方面通过洛仑磁力降低铜阳极板疏松现象。
电铜阳极板杂铜精炼方法.pdf
本发明公开了一种电铜阳极板杂铜精炼方法,包括以下步骤:A、将质量比为87-98.5%的杂铜按1.5-2个百分比每级从高到低分为六个等级,其中,1-4为高等级,5-6为低等级;B、将质量比为65份高等级杂铜和质量比为6.5份的低等级杂铜置于精炼炉中,鼓入压缩空气或富氧空气;C、氧化完成后,将质量比为2-3份的低等级杂铜置于精炼炉中。本发明采用了杂铜分级的方法,对一炉的杂铜进行了统筹搭配,使每炉杂铜的含铜量相对均匀,更容易把控阳极板的质量,同时,因每一炉的杂铜含铜量均匀,其操作及时间也更加准确,不但节约了成本