
重型板片压机快速换模装置.pdf

一吃****新冬


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

重型板片压机快速换模装置.pdf
本发明涉及重型板片压机,具体是一种重型板片压机快速换模装置。包括模具垫板、抬升及锁紧机构、平移机构,抬升及锁紧机构包括前、后抬升块和前、后抬升锁紧缸,该前、后抬升块分别通过螺栓与模具垫板的前、后端面固定连接,该前、后抬升锁紧缸位于前、后抬升块下方,其前、后抬升活塞的顶端装有滚轮,其前、后锁紧活塞上部为螺杆结构,前、后抬升块上设置有用于锁紧螺母与所述螺杆结构连接的槽口;平移机构包括齿轮、齿条,驱动该齿轮的电机通过电机支架安装在工作台上,与该齿轮啮合传动的齿条安装在模具垫板的侧面,齿轮高度大于齿条高度,该高度

一种挤压机快速换模装置.pdf
本发明公开了一种挤压机快速换模装置,其涉及型材加工设备技术领域,该装置包括机壳、模具、模孔,其特征在于,还包括模具齿轮、预热装置,所述模具齿轮设置在所述机壳内并与机壳转动连接,所述模具齿轮上均匀设置有若干个所述模孔,所述模具齿轮最外层由凸轮齿等间隔排列设置,沿所述模具齿轮径向向外都有一个所述凸轮齿与所述模孔正对应,该凸轮齿上沿所述模具齿轮径向设有固定螺孔,所述预热装置围绕所述模孔并设置在所述模具齿轮上。通过预热装置与模具齿轮相结合,可以对模具提前预热,在需要使用到该模具时,快速的将其投入使用,本发明工作效

大型液压机快速换模精确定位装置.pdf
本发明公开了大型液压机快速换模精确定位装置,滑块、工作台上分别开设有四个定位销圆孔,定位销圆孔的中心处开有螺钉孔,在上模具、下模具上分别开有与定位销圆孔中心对应的长方形定位销孔,四个长方形销孔分为竖向排布的两个以及横向排布的两个,定位销圆孔中固定安装有定位销,定位销中穿过有螺钉并螺合于螺钉孔中,长方形定位销孔的长边大于定位销外圆直径,宽边与定位销外圆留有间隙。本发明可以降低模具定位的加工难度,并使上下模具在更换中能达到很高的重复定位精度,方便快速的进行更换损坏的定位装置,以确保压制件的产品质量。此结构加工
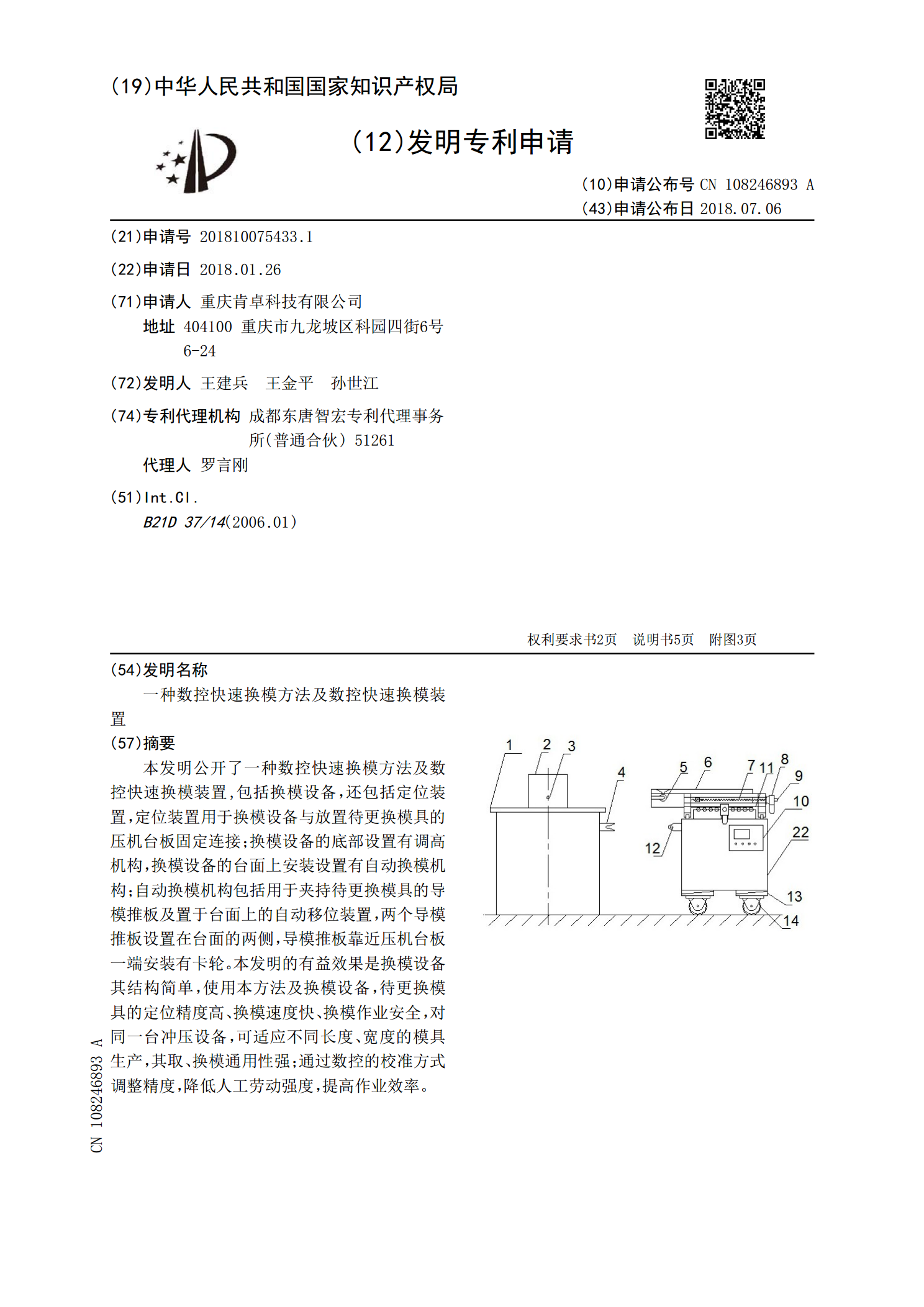
一种数控快速换模方法及数控快速换模装置.pdf
本发明公开了一种数控快速换模方法及数控快速换模装置,包括换模设备,还包括定位装置,定位装置用于换模设备与放置待更换模具的压机台板固定连接;换模设备的底部设置有调高机构,换模设备的台面上安装设置有自动换模机构;自动换模机构包括用于夹持待更换模具的导模推板及置于台面上的自动移位装置,两个导模推板设置在台面的两侧,导模推板靠近压机台板一端安装有卡轮。本发明的有益效果是换模设备其结构简单,使用本方法及换模设备,待更换模具的定位精度高、换模速度快、换模作业安全,对同一台冲压设备,可适应不同长度、宽度的模具生产,其取
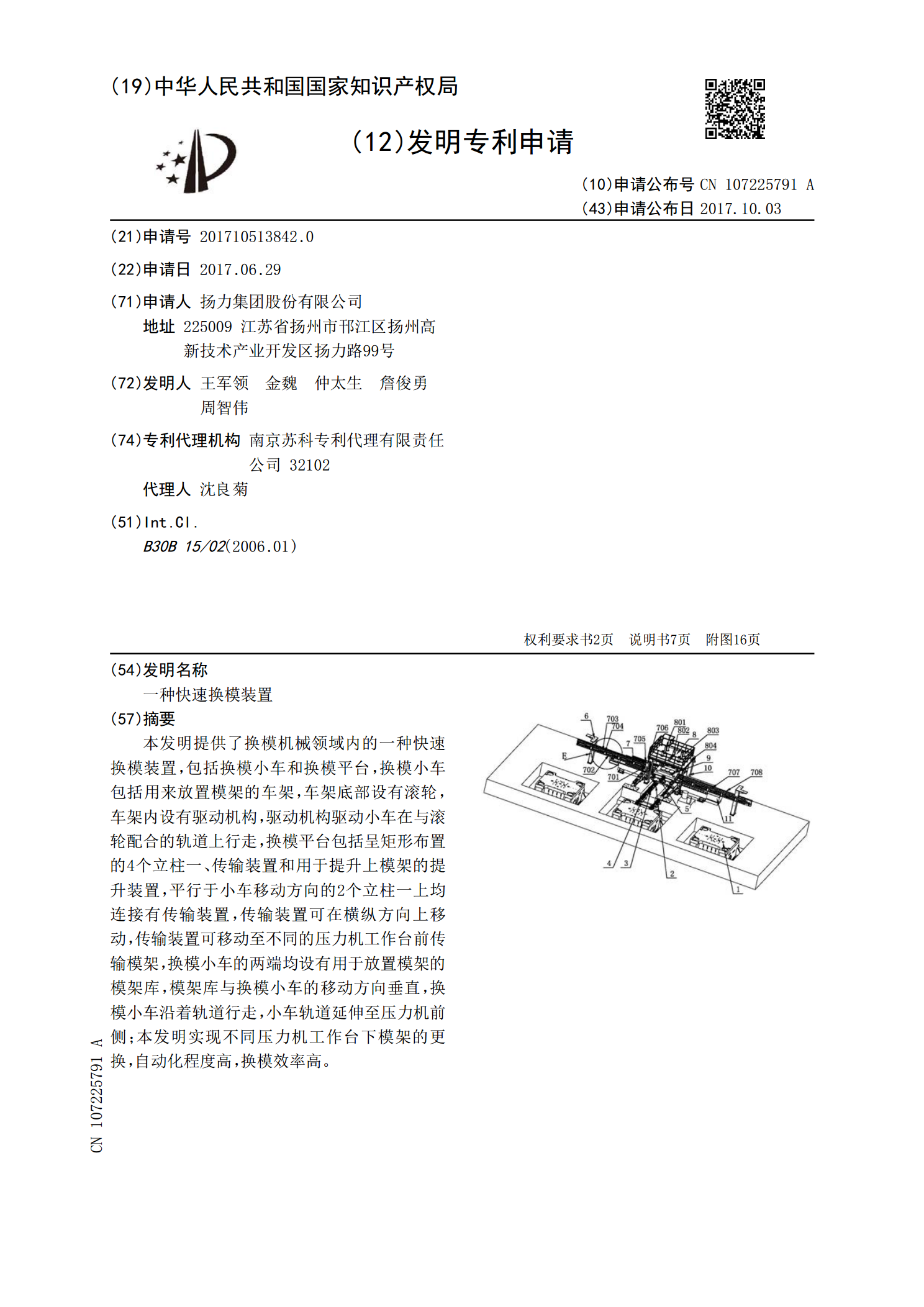
一种快速换模装置.pdf
本发明提供了换模机械领域内的一种快速换模装置,包括换模小车和换模平台,换模小车包括用来放置模架的车架,车架底部设有滚轮,车架内设有驱动机构,驱动机构驱动小车在与滚轮配合的轨道上行走,换模平台包括呈矩形布置的4个立柱一、传输装置和用于提升上模架的提升装置,平行于小车移动方向的2个立柱一上均连接有传输装置,传输装置可在横纵方向上移动,传输装置可移动至不同的压力机工作台前传输模架,换模小车的两端均设有用于放置模架的模架库,模架库与换模小车的移动方向垂直,换模小车沿着轨道行走,小车轨道延伸至压力机前侧;本发明实现