
一种数控快速换模方法及数控快速换模装置.pdf

英哲****公主

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种数控快速换模方法及数控快速换模装置.pdf
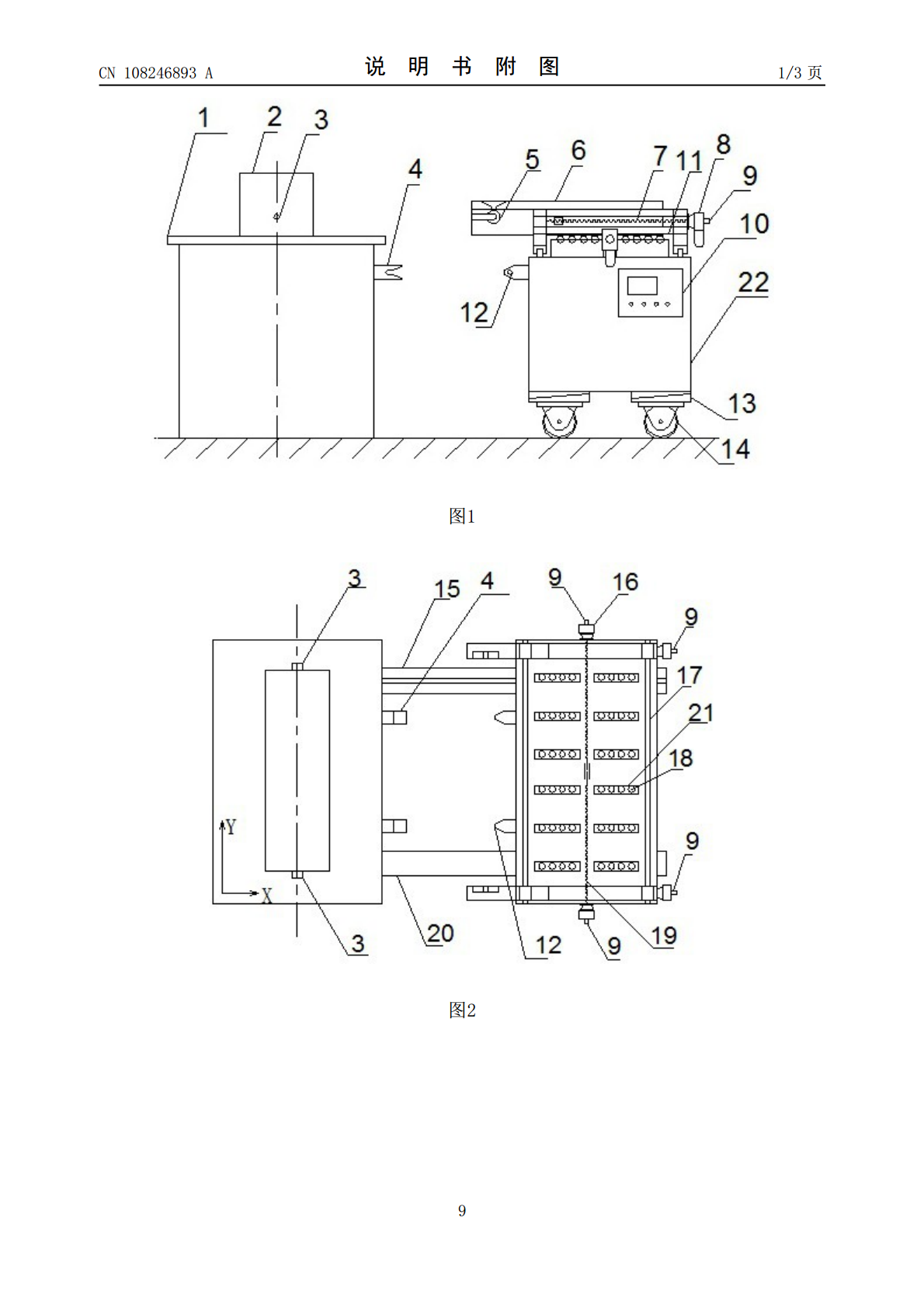
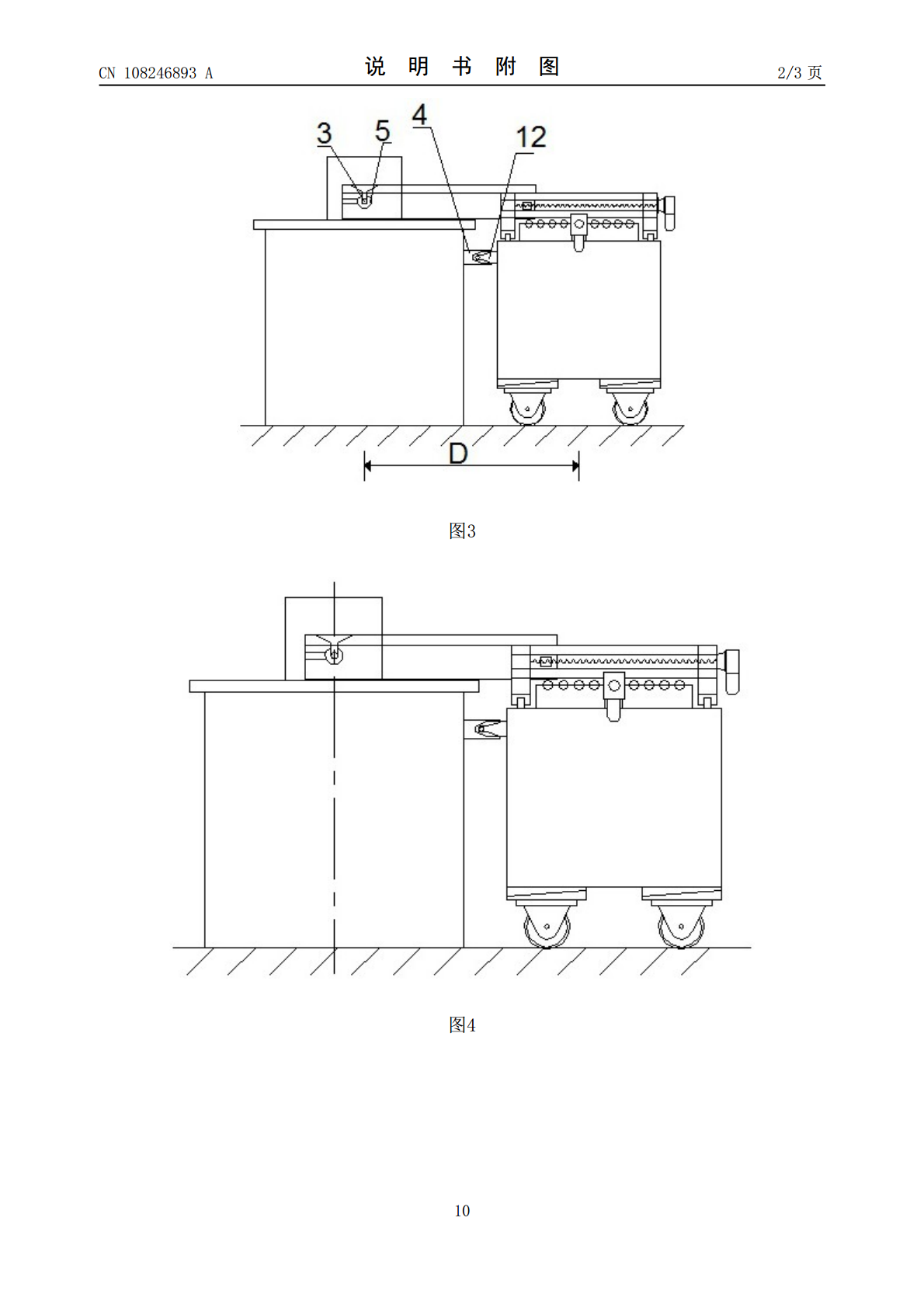
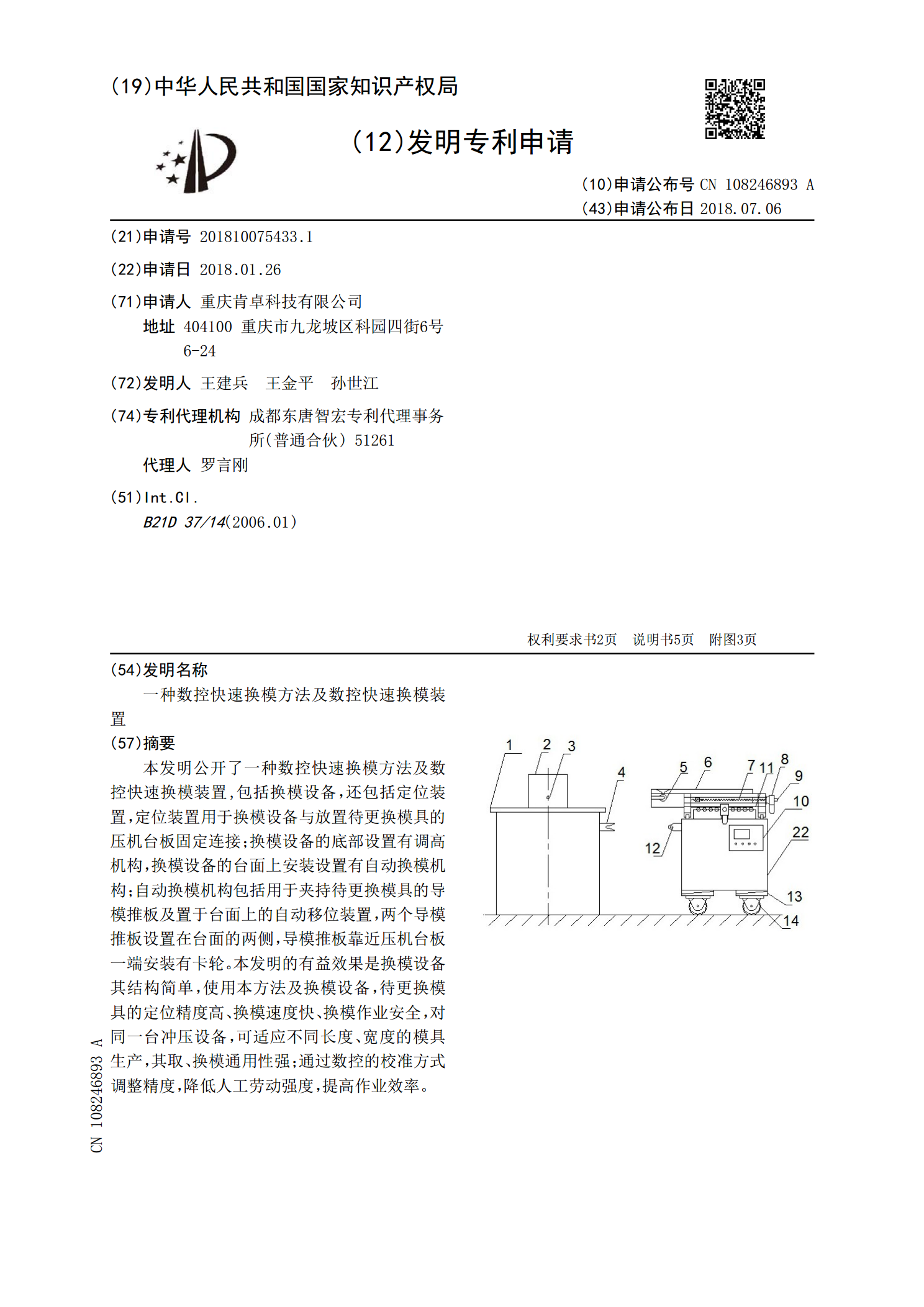
本发明公开了一种数控快速换模方法及数控快速换模装置,包括换模设备,还包括定位装置,定位装置用于换模设备与放置待更换模具的压机台板固定连接;换模设备的底部设置有调高机构,换模设备的台面上安装设置有自动换模机构;自动换模机构包括用于夹持待更换模具的导模推板及置于台面上的自动移位装置,两个导模推板设置在台面的两侧,导模推板靠近压机台板一端安装有卡轮。本发明的有益效果是换模设备其结构简单,使用本方法及换模设备,待更换模具的定位精度高、换模速度快、换模作业安全,对同一台冲压设备,可适应不同长度、宽度的模具生产,其取
一种快速换模装置.pdf
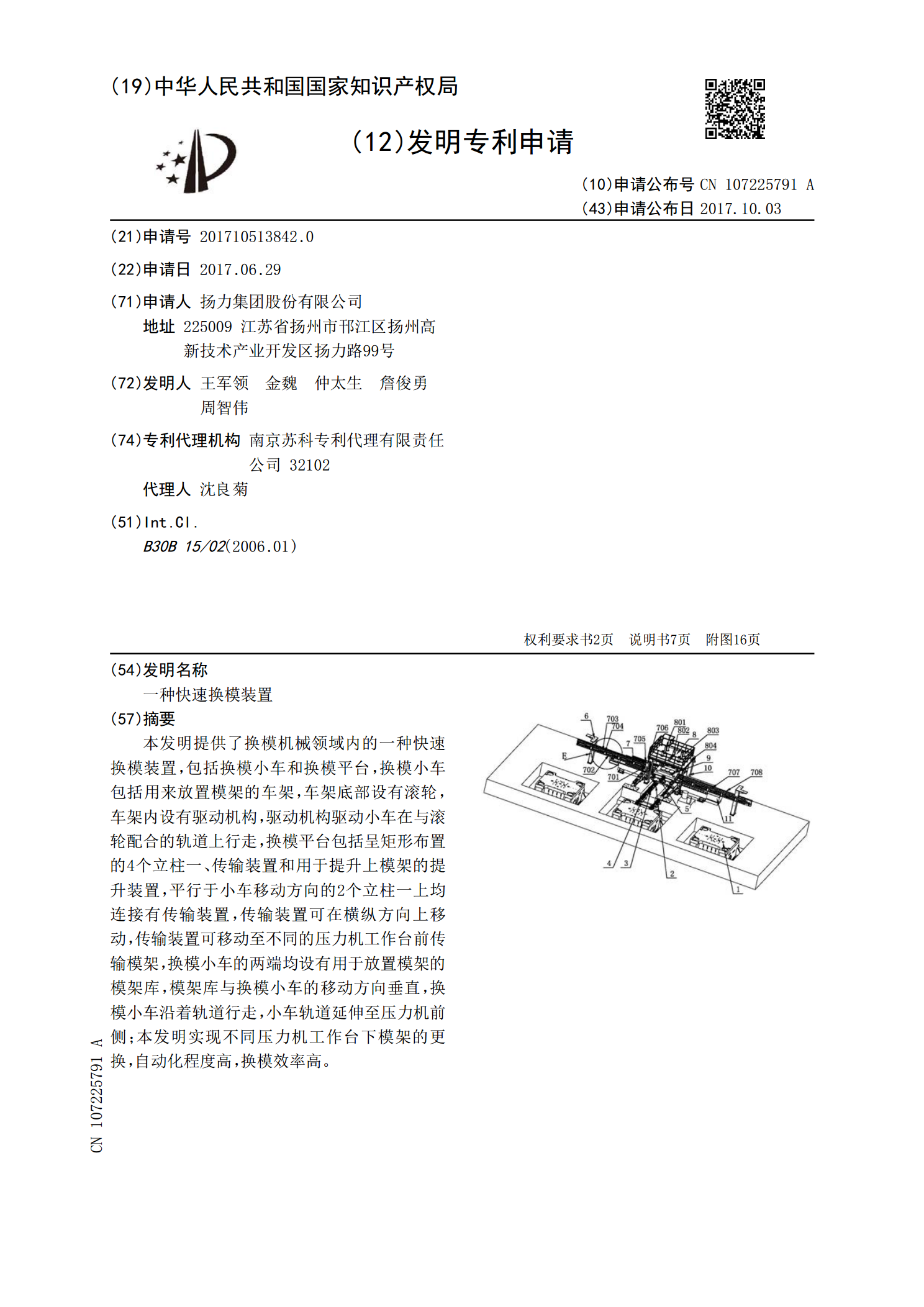
本发明提供了换模机械领域内的一种快速换模装置,包括换模小车和换模平台,换模小车包括用来放置模架的车架,车架底部设有滚轮,车架内设有驱动机构,驱动机构驱动小车在与滚轮配合的轨道上行走,换模平台包括呈矩形布置的4个立柱一、传输装置和用于提升上模架的提升装置,平行于小车移动方向的2个立柱一上均连接有传输装置,传输装置可在横纵方向上移动,传输装置可移动至不同的压力机工作台前传输模架,换模小车的两端均设有用于放置模架的模架库,模架库与换模小车的移动方向垂直,换模小车沿着轨道行走,小车轨道延伸至压力机前侧;本发明实现
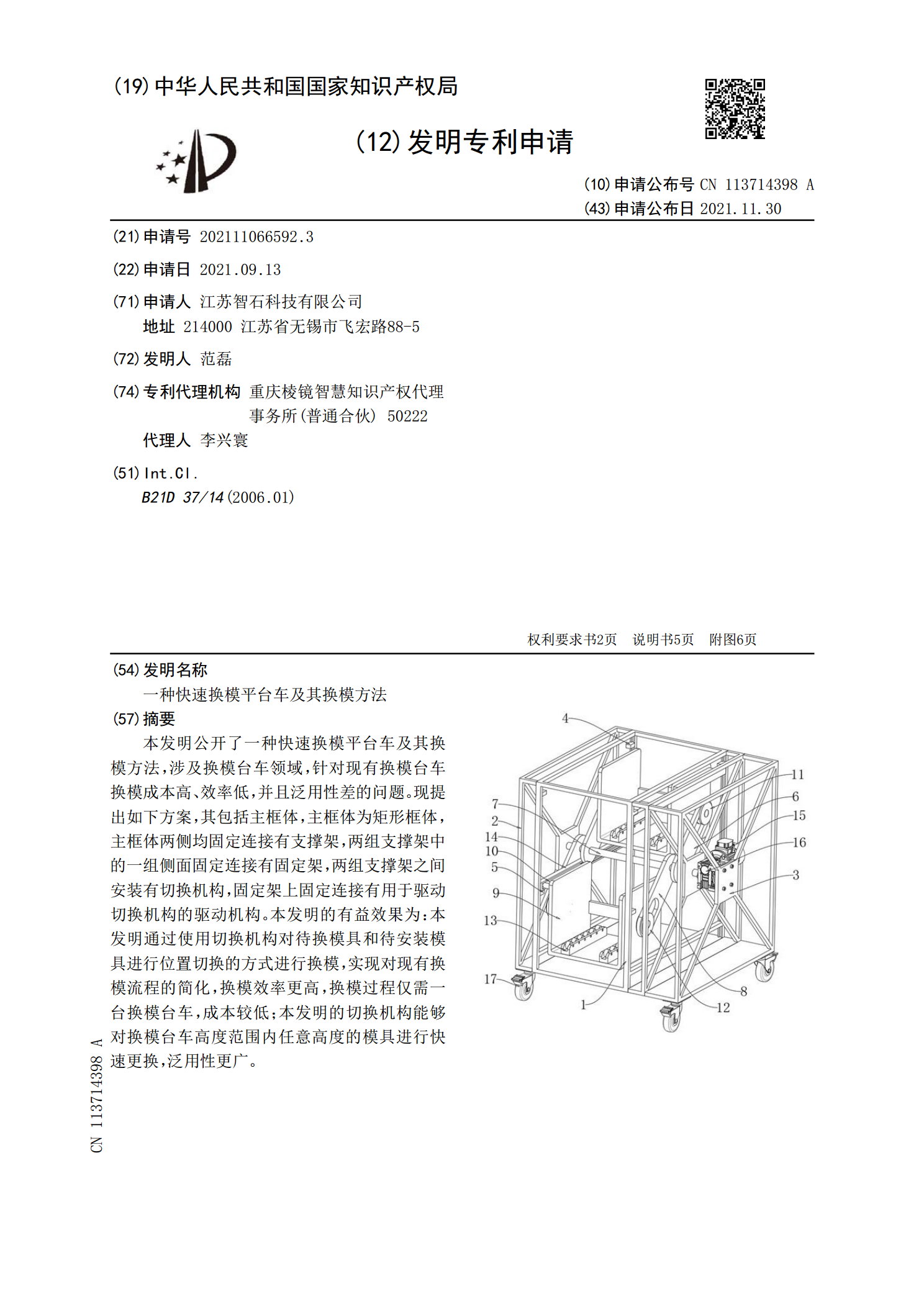
一种快速换模平台车及其换模方法.pdf
本发明公开了一种快速换模平台车及其换模方法,涉及换模台车领域,针对现有换模台车换模成本高、效率低,并且泛用性差的问题。现提出如下方案,其包括主框体,主框体为矩形框体,主框体两侧均固定连接有支撑架,两组支撑架中的一组侧面固定连接有固定架,两组支撑架之间安装有切换机构,固定架上固定连接有用于驱动切换机构的驱动机构。本发明的有益效果为:本发明通过使用切换机构对待换模具和待安装模具进行位置切换的方式进行换模,实现对现有换模流程的简化,换模效率更高,换模过程仅需一台换模台车,成本较低;本发明的切换机构能够对换模台车
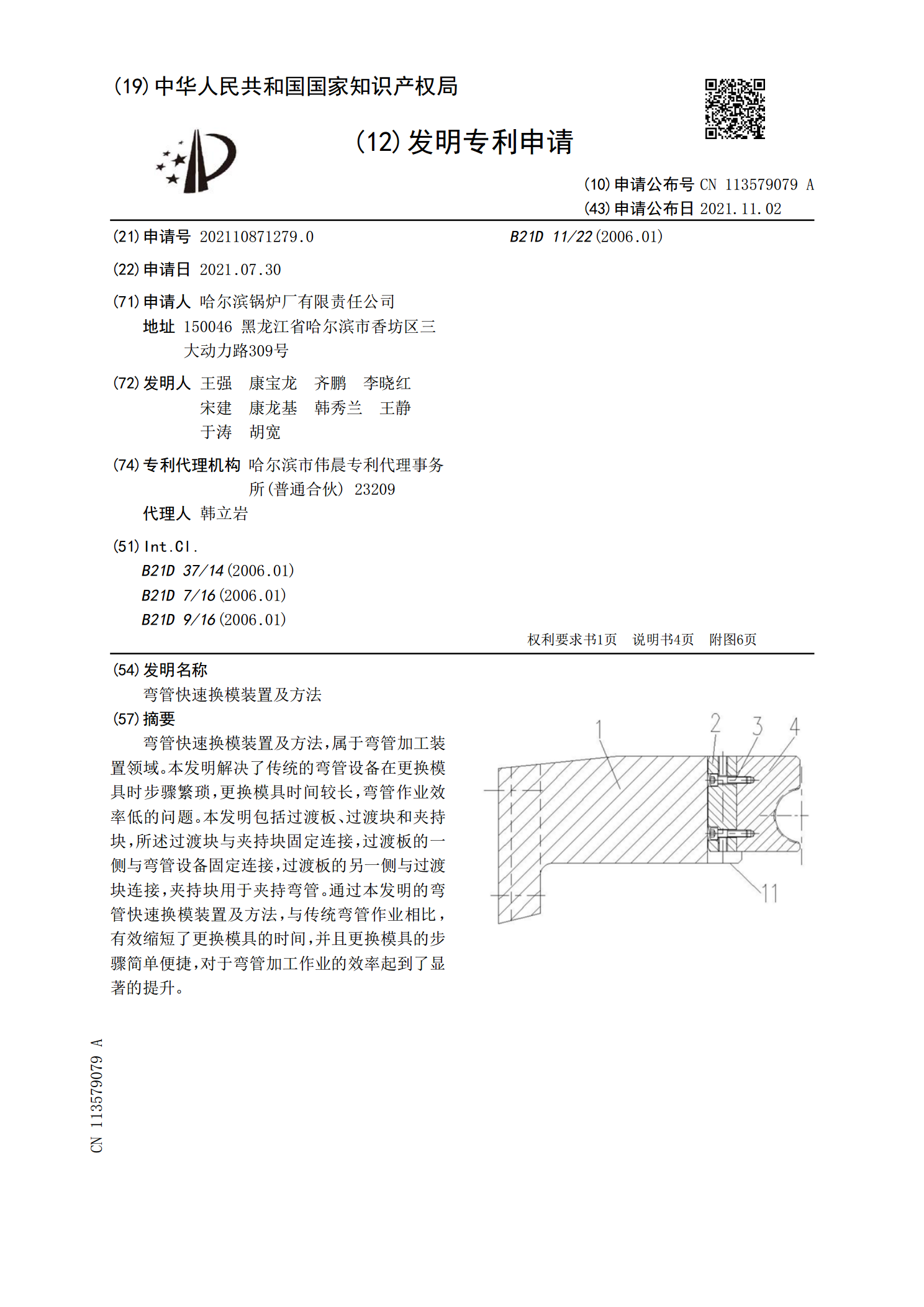
弯管快速换模装置及方法.pdf
弯管快速换模装置及方法,属于弯管加工装置领域。本发明解决了传统的弯管设备在更换模具时步骤繁琐,更换模具时间较长,弯管作业效率低的问题。本发明包括过渡板、过渡块和夹持块,所述过渡块与夹持块固定连接,过渡板的一侧与弯管设备固定连接,过渡板的另一侧与过渡块连接,夹持块用于夹持弯管。通过本发明的弯管快速换模装置及方法,与传统弯管作业相比,有效缩短了更换模具的时间,并且更换模具的步骤简单便捷,对于弯管加工作业的效率起到了显著的提升。
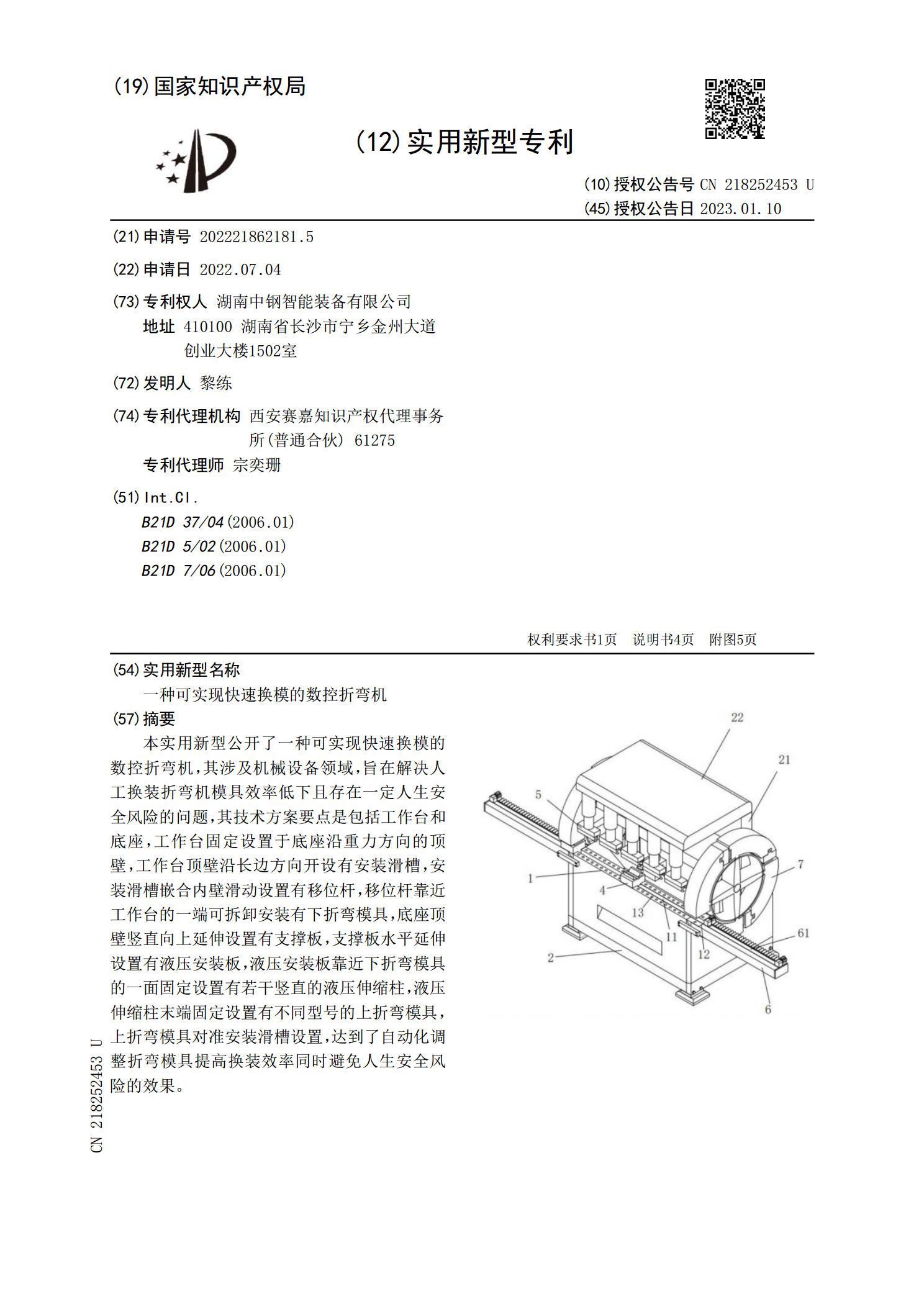
一种可实现快速换模的数控折弯机.pdf
本实用新型公开了一种可实现快速换模的数控折弯机,其涉及机械设备领域,旨在解决人工换装折弯机模具效率低下且存在一定人生安全风险的问题,其技术方案要点是包括工作台和底座,工作台固定设置于底座沿重力方向的顶壁,工作台顶壁沿长边方向开设有安装滑槽,安装滑槽嵌合内壁滑动设置有移位杆,移位杆靠近工作台的一端可拆卸安装有下折弯模具,底座顶壁竖直向上延伸设置有支撑板,支撑板水平延伸设置有液压安装板,液压安装板靠近下折弯模具的一面固定设置有若干竖直的液压伸缩柱,液压伸缩柱末端固定设置有不同型号的上折弯模具,上折弯模具对准安