
玻璃板切割方法和玻璃板切割机器.pdf

玉怡****文档


1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

玻璃板切割方法和玻璃板切割机器.pdf
玻璃板切割机器(1)包括:切割轮(4),其用于在玻璃板(2)上形成切割线(3);移动装置(5),其用于沿已预设并要形成在玻璃板(2)上的切割线(3a)移动切割轮(4);弹性按压装置(6),其弹性按压切割轮(4)抵靠玻璃板(2);以及控制单元(7),其用于控制弹性按压装置(6)以交替转变由移动装置(4)移动切割轮(4)时切割轮(4)相对于玻璃板的弹性按压力的强度。

切割装置和生产泡沫玻璃板的方法.pdf
本发明涉及一种用于连续生产泡沫玻璃板的方法,在该方法中,在起泡炉中通过至少一种玻璃原材料和至少一种起泡剂发泡出泡沫玻璃以产生泡沫玻璃板(16)并且在冷却炉(5)中连续冷却泡沫玻璃板,其中在发泡和冷却时,在炉中在连续传输系统上传输泡沫玻璃板,且泡沫玻璃板在炉中或两个炉之间被切割。本发明还涉及一种相应的切割装置和一种包括该切割装置的泡沫玻璃冷却装置。

汽车玻璃板切割磨边定位装置.pdf
本发明涉及一种汽车玻璃板切割磨边定位装置,其解决了玻璃板加工设备在对玻璃板毛坯进行玻璃板切割、玻璃板磨边等工艺时,在每一道工艺加工过程中,都需要对玻璃进行精确定位,就会出现质量问题的技术问题,其包括Y轴推送组件、X轴推送组件、Y轴托轮组件,Y轴托轮组件可升降地置于X轴推送组件下部,Y轴托轮组件升高后高于X轴推送组件;其可广泛应用于玻璃板加工技术领域。
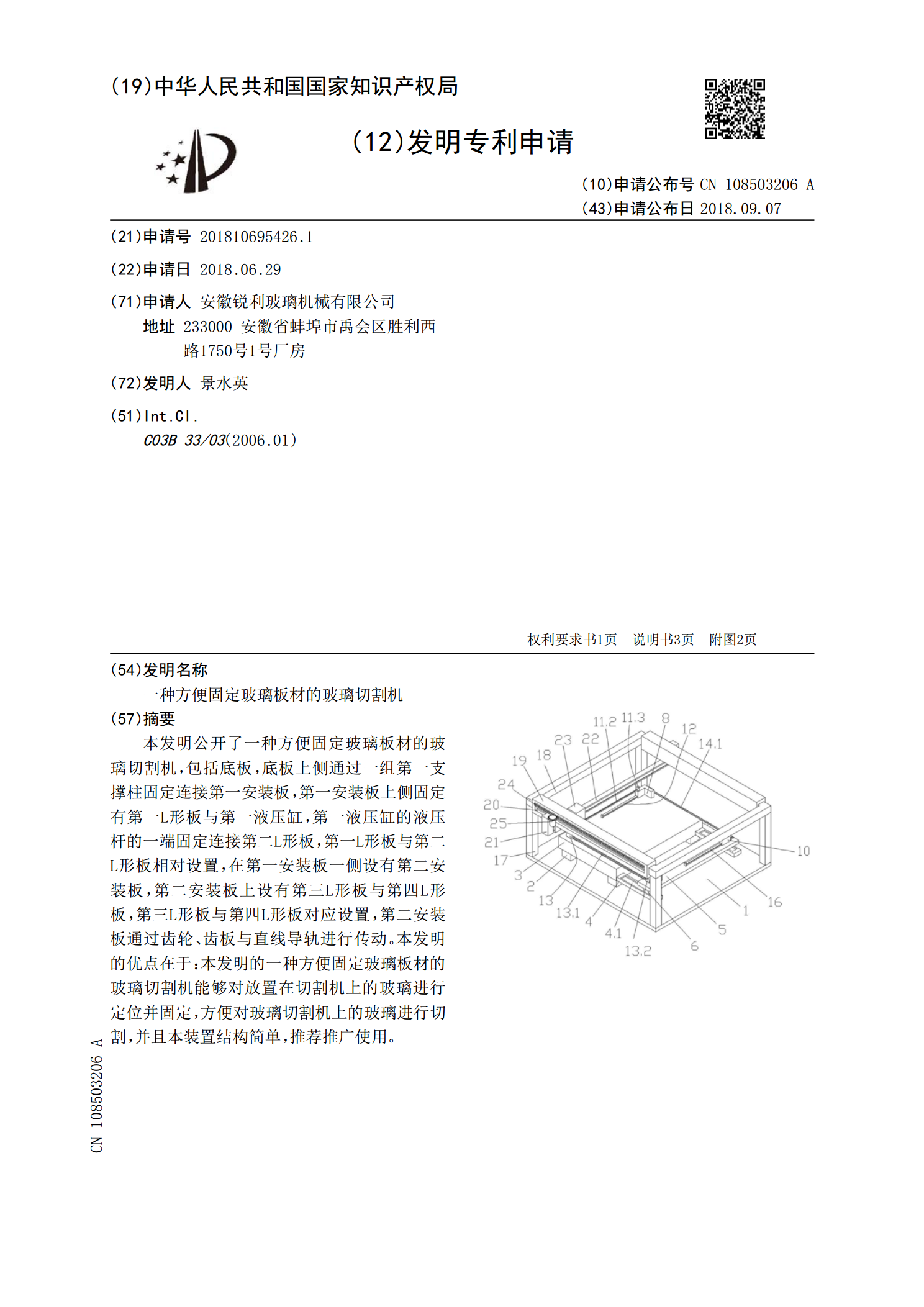
一种方便固定玻璃板材的玻璃切割机.pdf
本发明公开了一种方便固定玻璃板材的玻璃切割机,包括底板,底板上侧通过一组第一支撑柱固定连接第一安装板,第一安装板上侧固定有第一L形板与第一液压缸,第一液压缸的液压杆的一端固定连接第二L形板,第一L形板与第二L形板相对设置,在第一安装板一侧设有第二安装板,第二安装板上设有第三L形板与第四L形板,第三L形板与第四L形板对应设置,第二安装板通过齿轮、齿板与直线导轨进行传动。本发明的优点在于:本发明的一种方便固定玻璃板材的玻璃切割机能够对放置在切割机上的玻璃进行定位并固定,方便对玻璃切割机上的玻璃进行切割,并且本

玻璃板及玻璃板的制造方法.pdf
本发明的玻璃板的特征在于,在900℃且1小时的条件下进行预备加热后,在1500℃且4小时的条件下进行热处理后所放出的CO<base:Sub>2</base:Sub>气体量为5.0μL/g以下。