
涡轮转子压端面测量对块.pdf

一吃****永贺


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

涡轮转子压端面测量对块.pdf
本发明提供了涡轮转子压端面测量对块,其使判定磨涡轮转子压端面距涡轮头背面台阶高度是否准确省时省力、且精确度高、工作效率高。其包括一对测量块,所述测量块的安装面相互拼合,其特征在于:所述测量块包括通规块、止规块,拼合后的所述通规块、止规块的底端面相平齐、并贴合涡轮头背面台阶,所述通规块、止规块的头部端面为均为平面,所述通规块的头部端面到其底端面的最短距离为D-d,所述止规块的头部端面到其底端面的最短距离为D+d,涡轮转子套装于相互拼合后的所述通规块、止规块所形成的空腔内。

涡轮转子压端面的测量对块.pdf
本发明提供了涡轮转子压端面的测量对块,能够解决现有技术存在的问题,精确度较高。其包括通规块、止规块,拼合后的所述通规块、止规块的底端面相平齐、并贴合涡轮头背面台阶,所述通规块、止规块的头部端面为均为平面,涡轮转子套装于相互拼合后的所述通规块、止规块所形成的空腔内,其特征在于:在所述通规块、所述止规块的底端面上分别设有半环形凹槽,在所述通规块的本体上设有通槽,所述通槽的一端位于所述通规块的头部端面,其另一端与所述通规块的底端面上的所述半环形凹槽相连通,其还包括游动尺,所述游动尺可伸入于所述通槽,所述游动尺上
涡轮转子压端面的测量装置.pdf
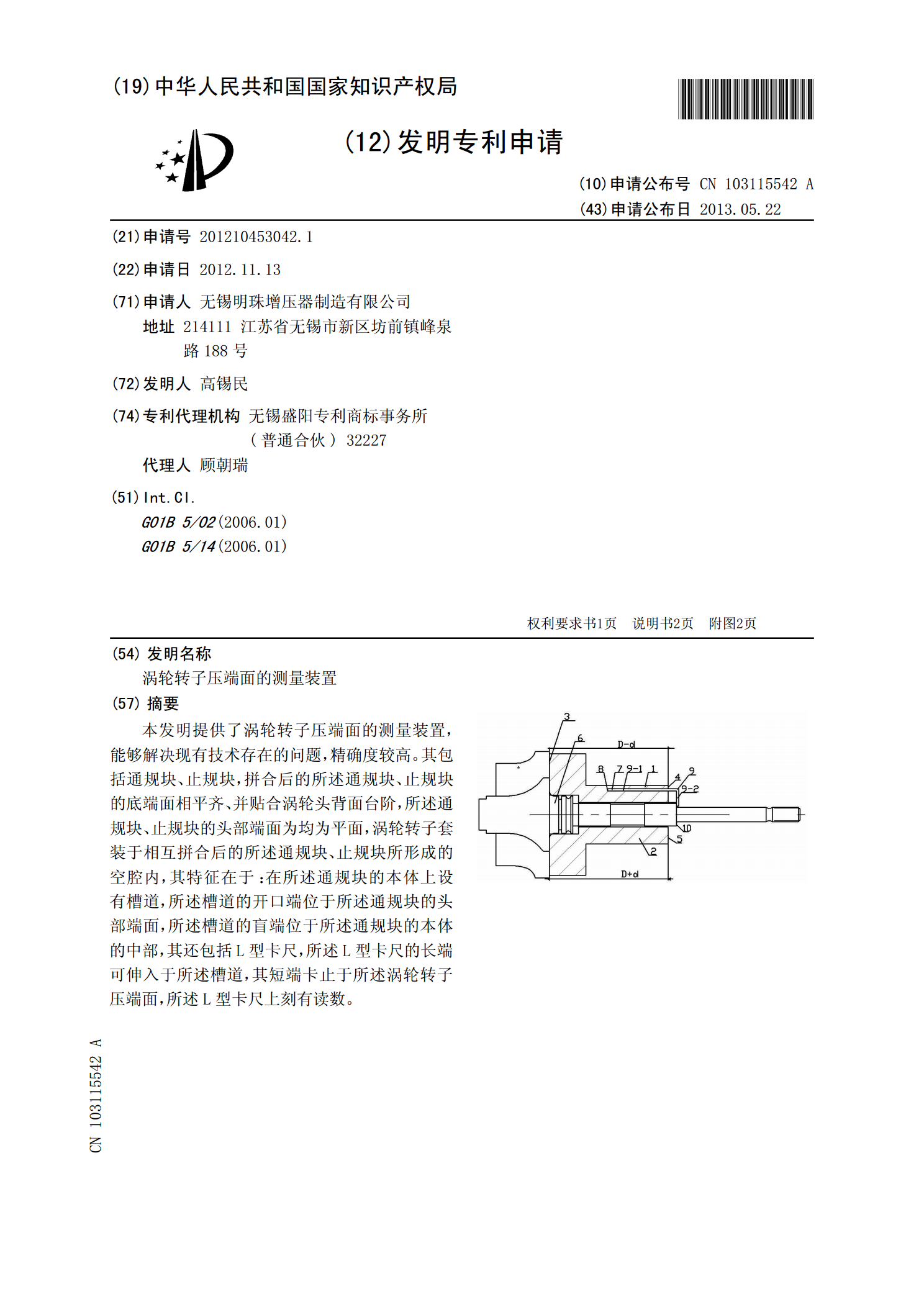
本发明提供了涡轮转子压端面的测量装置,能够解决现有技术存在的问题,精确度较高。其包括通规块、止规块,拼合后的所述通规块、止规块的底端面相平齐、并贴合涡轮头背面台阶,所述通规块、止规块的头部端面为均为平面,涡轮转子套装于相互拼合后的所述通规块、止规块所形成的空腔内,其特征在于:在所述通规块的本体上设有槽道,所述槽道的开口端位于所述通规块的头部端面,所述槽道的盲端位于所述通规块的本体的中部,其还包括L型卡尺,所述L型卡尺的长端可伸入于所述槽道,其短端卡止于所述涡轮转子压端面,所述L型卡尺上刻有读数。

粉末压块转子锻造预制件和锻造涡轮转子及其制造方法.pdf
本发明涉及粉末压块转子锻造预制件和锻造涡轮转子及其制造方法。公开了用于涡轮转子(10)盘的锻造预制件(200)。预制件(200)包括具有大约5000磅或更大质量的超级合金材料(9)本体,该超级合金材料(9)具有大致均质的晶粒形态和为10或更小的ASTM平均晶粒尺寸。还公开了涡轮转子(10)盘。该盘包括具有大约5000磅或更大质量的超级合金材料的大致圆柱形盘,该超级合金材料(9)具有大致均质的晶粒形态和大约10或更小的ASTM平均晶粒尺寸。还公开了制造涡轮转子盘的方法(100)。该方法(100)包括提供超级

一种用于高速液氧涡轮泵的机械式端面密封比压测量装置.pdf
一种用于高速液氧涡轮泵的机械式端面密封比压测量装置,用于准确测量端面密封比压数据。该装置包括密封静环组件、动环、第一轴套、壳体、轴、充压管嘴、密封垫、第二轴套、压力传感器,该装置克服了原有密封设计时不能准确测量比压数据的问题,能够保持活塞轴受力平衡,提高测量精度,适用于高转速氧涡轮泵机械密封,可以满足各种液体和气体介质,操作简便,加工简单,且能适应发动机工作条件,同时能满足产品试验用的密封端面比压测试,可应用范围较广。