
汽轮机末级叶片进气边表面耐磨抗蚀合金涂层的制备方法.pdf

Ja****23

1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽轮机末级叶片进气边表面耐磨抗蚀合金涂层的制备方法.pdf
汽轮机末级叶片进气边表面耐磨抗蚀合金涂层的制备方法,其特点是有以下步骤:1)汽轮机末级叶片进气边表面预处理;2)选择合金粉末和调节自动送粉装置;3)光束调节;4)耐磨抗蚀涂层激光熔覆,用DL-HL-T5000型CO2激光器,工作台为SIMENS数控激光加工机,采用同步送粉装置将合金粉末送入激光熔池,高功率聚焦激光束和自动送粉头沿叶片进气边表面指定方向进给,在叶片表面加工形成均匀致密的激光熔覆层;5)熔覆后探伤检验。本发明采取激光熔覆将具有耐磨抗蚀性能的合金粉末均匀地熔覆在汽轮机叶片上,形成均匀致密的冶金结

一种汽轮机叶片材料表面多层抗点蚀涂层的制备方法.pdf
本发明涉及一种汽轮机叶片材料表面多层抗点蚀涂层的制备方法,技术特征在于:以纯Ti作为过渡层,TiN作为中间层,表面层由TiAlN层组成;涂层的制备方法包括:工件表面清洗、离子轰击清洗、制备过渡层、制备中间层和制备表层TiAlN层。本发明中涉及的涂层采用带有磁过滤的电弧离子镀设备制备,靶材为纯Ti靶和纯Al靶,工作气体采用氩气,反应气体采用氮气。本发明涂层的显微硬度为1800~2500HV0.1,涂层表面光滑致密、涂层均匀、大颗粒较少,涂层与基体结合力的临界载荷为15~20N,涂层与基体的结合力良好,涂层的
一种叶片表面抗点蚀涂层及其制备方法.pdf
本发明提出了一种叶片表面抗点蚀涂层及其制备方法,所述涂层由里向外依次由粘结层、阻挡层和表面层组成;其中以纯金属Ti作为粘结层,由里向外依次以TiN和TiC作为阻挡层,以TiCN作为表面层;所述制备方法采用电弧离子镀膜机在叶片基体上依次沉积粘结层、阻挡层和表面层。本发明提出的多层抗点蚀涂层结构,具有较低的摩擦系数,较高的硬度,较好的耐磨性,良好的涂层和基体结合力,优越的抗点蚀能力;在制备过程中,要求沉积过程前,炉体真空度至少为6.7×10-3Pa,炉体温度为250℃~450℃,以减少沉积过程中对叶片基体材料

一种汽轮机末级叶片进气边表面的激光熔覆方法.pdf
本发明提出了一种汽轮机末级叶片进气边表面的激光熔覆方法,包括以下步骤:步骤S1:对汽轮机末级叶片进气边表面进行预处理;步骤S2:选择钴基合金粉末;步骤S3:调节数控激光加工机的同步送粉装置,使得所述钴基合金粉末自动送入数控激光加工机的激光熔池内;通过所述CO2横流激光器或半导体激光器产生高功率的聚焦激光束,该聚焦激光束与自动送粉头沿汽轮机末级叶片进气边表面指定方向进给进行激光熔覆,所述汽轮机末级叶片表面加工形成均匀致密的钴基合金粉末熔覆层;步骤S4:用着色探伤法对上述汽轮机末级叶片进气边表面的激光熔覆部位
一种钛合金表面抗烧蚀涂层的制备方法.pdf
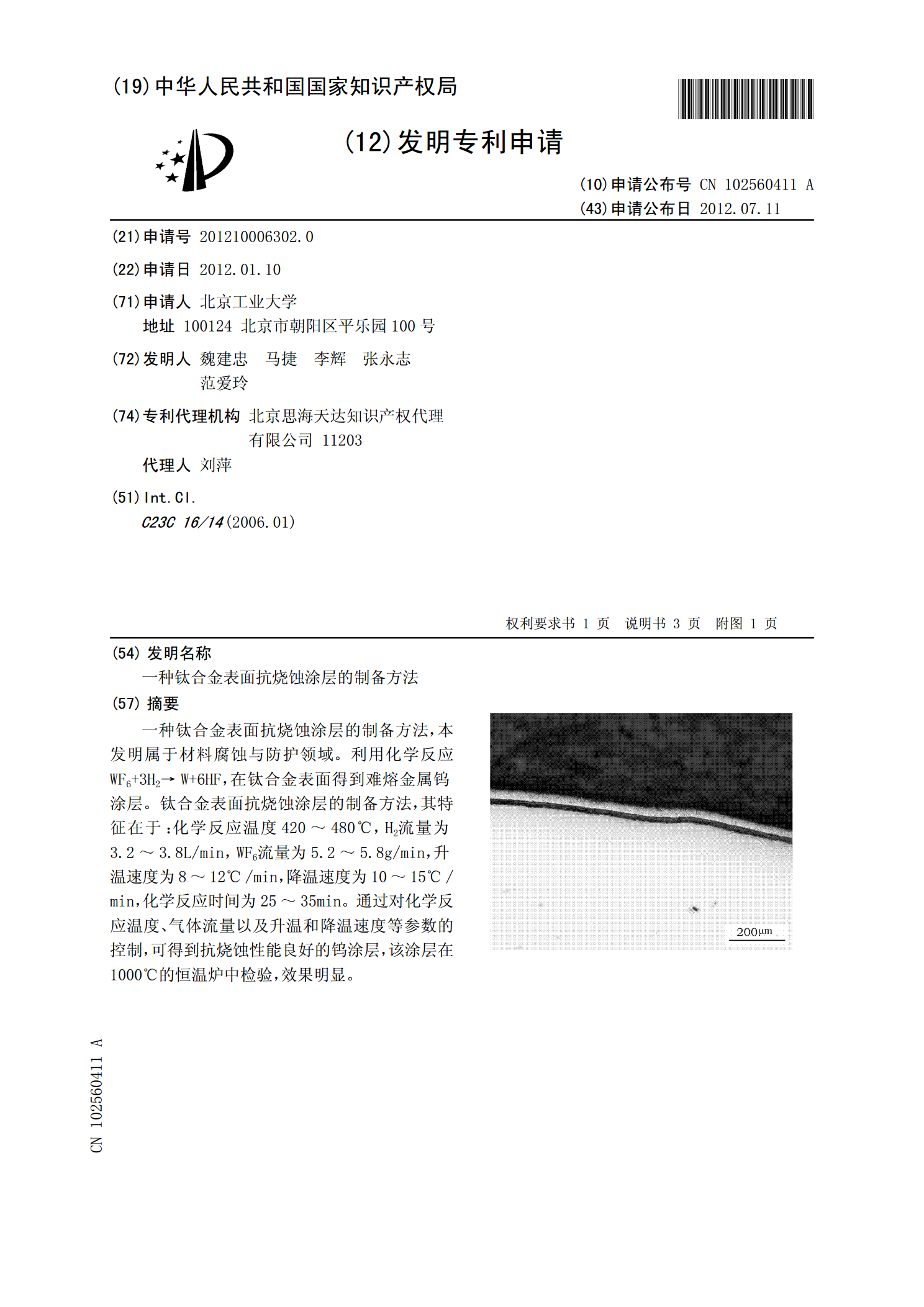
一种钛合金表面抗烧蚀涂层的制备方法,本发明属于材料腐蚀与防护领域。利用化学反应WF6+3H2→W+6HF,在钛合金表面得到难熔金属钨涂层。钛合金表面抗烧蚀涂层的制备方法,其特征在于:化学反应温度420~480℃,H2流量为3.2~3.8L/min,WF6流量为5.2~5.8g/min,升温速度为8~12℃/min,降温速度为10~15℃/min,化学反应时间为25~35min。通过对化学反应温度、气体流量以及升温和降温速度等参数的控制,可得到抗烧蚀性能良好的钨涂层,该涂层在1000℃的恒温炉中检验,效果明