
球面滚子端面磨削机构.pdf

一只****iu


1/4

2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

球面滚子端面磨削机构.pdf
一种球面滚子端面磨削机构,其特征在于,包括一个凸球面磨削砂轮(1),所述凸球面磨削砂轮(1)设置有一个与之相配合的凹球面电磁吸盘(2);砂轮(1)的凸球面与电磁吸盘(2)的凹球面弧度的半径相同;同时电磁吸盘(2)两侧设置有限位挡块;砂轮(1)的凸球面作为磨削面位于下端面上,砂轮上端通过轴转动方式连接驱动电机;电磁吸盘(2)上端面的凹球面与两侧挡块形成槽体。使用过程中,将待加工的球面滚子通过一个平端面成盘的放置到凹球面电磁吸盘上,用凸球面磨削砂轮将待加工的球面滚子的另一平端面磨削成凹球面。本发明提供的球面滚

球面滚子端面磨削机.pdf
一种球面滚子端面磨削机,其特征在于,包括一个端面磨削砂轮(1),砂轮(1)的磨削端面朝下设置,砂轮(1)上端连接电机;砂轮(1)下方设置有一个凸球面电磁吸盘(2);电磁吸盘(2)两侧设置有限位挡块;电磁吸盘(2)上端面的凸球面与两侧挡块形成槽体;电磁吸盘(2)的凸球面球心处设置连接驱动电机的转动轴。使用过程中,将待加工的球面滚子通过一个平端面成盘的放置到电磁吸盘上,用磨削砂轮将待加工的球面滚子端面磨削。本发明提供的球面滚子端面面磨削机,能够实现球面滚子的外凸端面批量加工,降低加工成本,提高加工精度和质量。
球面滚子外径切入磨削机构.pdf
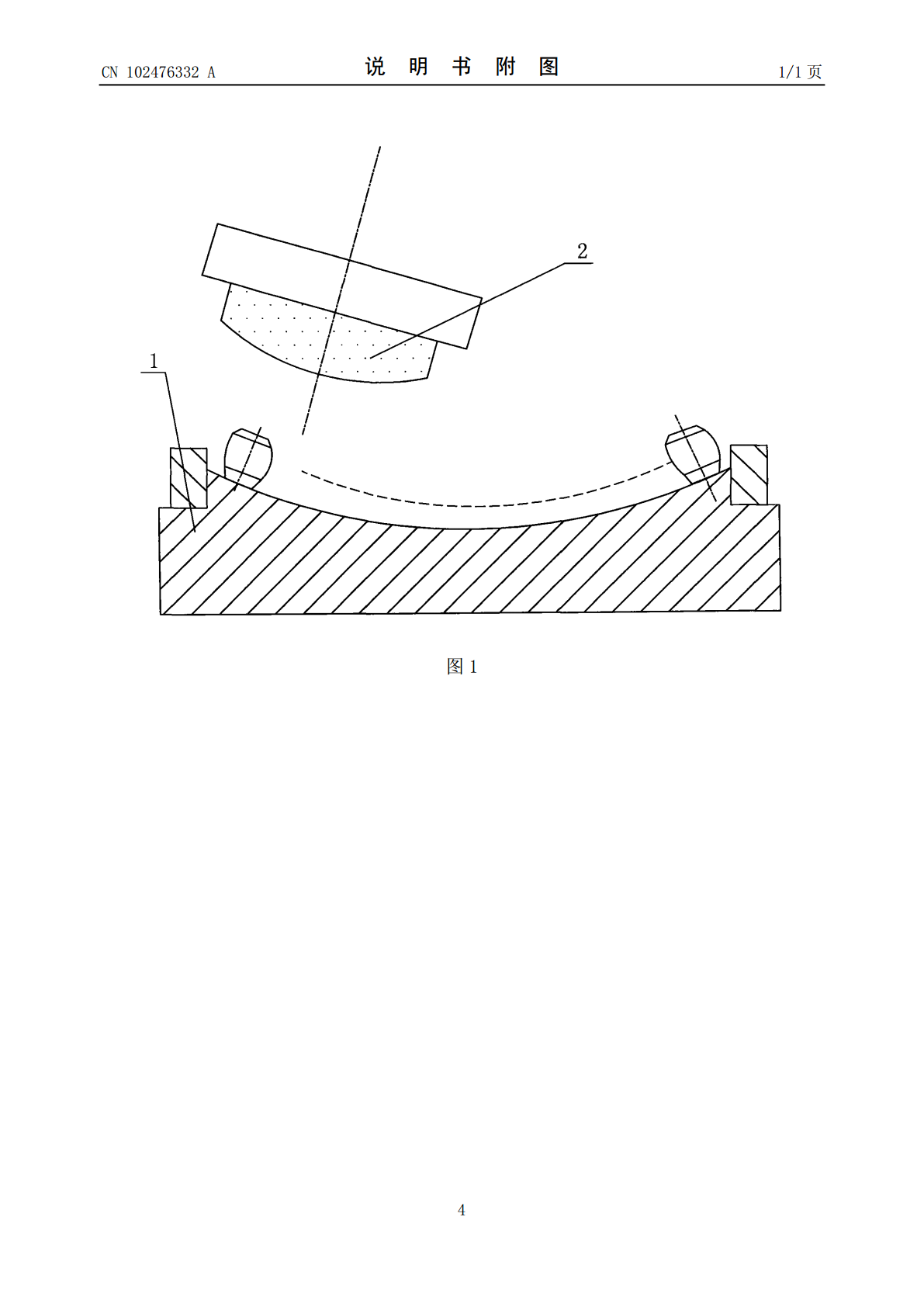
本发明公开了一种球面滚子外径切入磨削机构,包括砂轮和导轮,砂轮和导轮之间放置待加工滚子,滚子配套设置有用于辅助固定的挡铁和托板,其中,砂轮的母线修整为与球面滚子相适应的圆弧凹形,导轮也为同样的圆弧凹形。本发明提供的球面滚子外径切入磨削机构,能够实现球面滚子的外径精加工,降低加工成本,提高加工精度和质量,并将过程简单化。

球面滚子外径贯穿磨削机构.pdf
一种球面滚子外径贯穿磨削机构,包括砂轮以及与砂轮相适应的导轮,且砂轮和导轮之间有用于放置待加工球面滚子的空隙,空隙设置有与球面滚子相配合的托板。砂轮母线为内凹圆弧形;其中,导轮表面为有螺旋沟槽的球面,且该沟槽与待加工球面滚子相适应,托板也为与砂轮相适应的圆弧面。本发明提供的球面滚子外径贯穿磨削机构,能够实现球面滚子的外径批量加工,降低加工成本,提高加工精度和质量。

一种轴承滚子球形端面的磨削机构.pdf
一种轴承滚子球形端面的磨削机构,涉及机械加工领域,本发明通过在筒形砂轮(5)的内孔中设置挡板(6),保证工件在通过筒形砂轮的内孔时,不会出现工件进入筒形砂轮孔内而引起故障,同时使筒形砂轮与送料盘(18)的轴线处在同一平面内,其中筒形砂轮绕自身轴线旋转,工件(17)随送料盘从筒形砂轮的球形端面通过时被磨削成形,本发明在工作过程中筒形砂轮的磨损均匀,同时筒形砂轮自砺能使筒形砂轮的工作球面形状保持稳定,因此能较长时间不需修整砂轮,大大提高了加工质量和设备的稳定性,本发明具有结构简单,筒形砂轮的使用寿命长,生产效