
一种轴承滚子球形端面的磨削机构.pdf

秋花****姐姐


1/8

2/8

3/8

4/8

5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轴承滚子球形端面的磨削机构.pdf
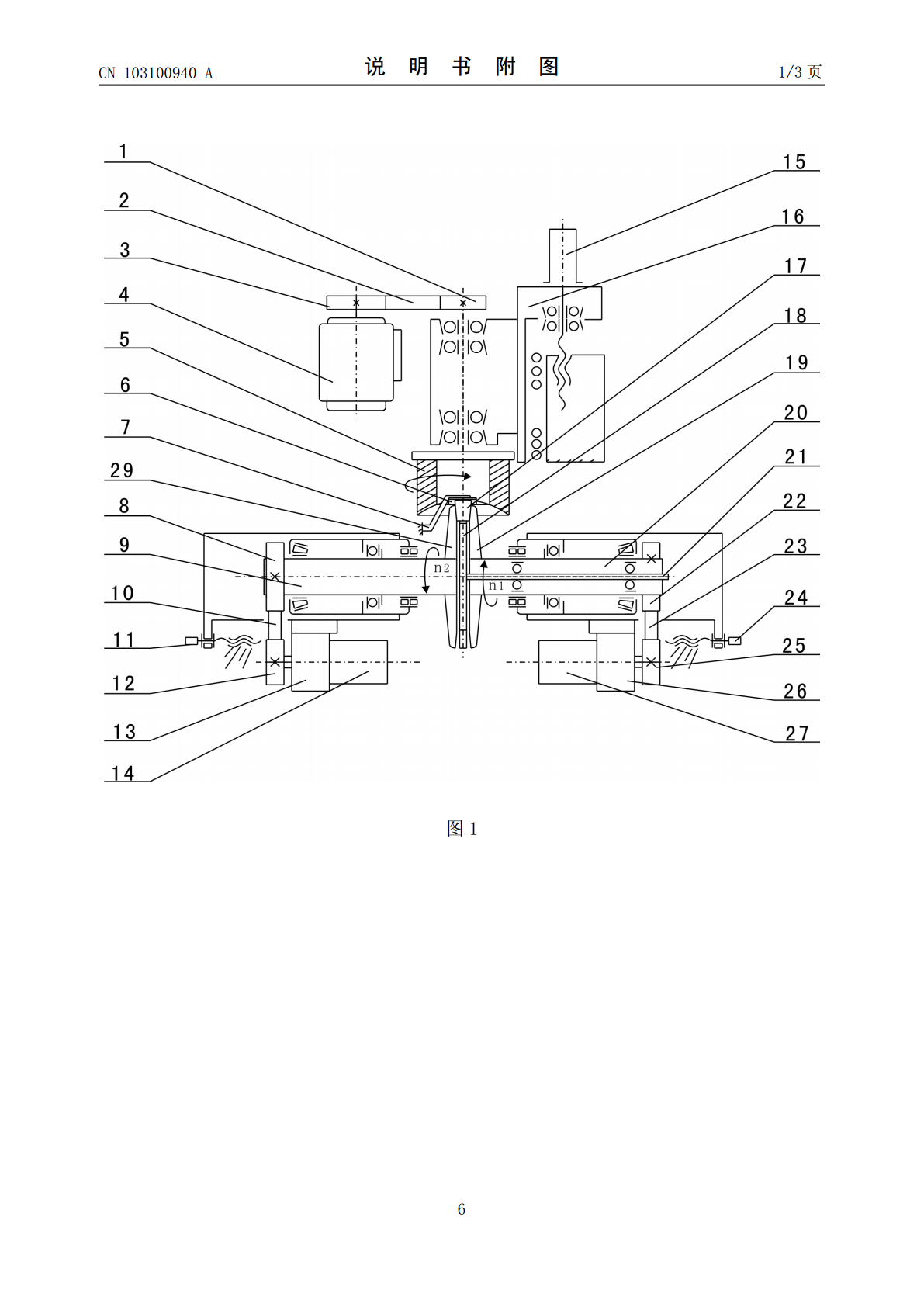
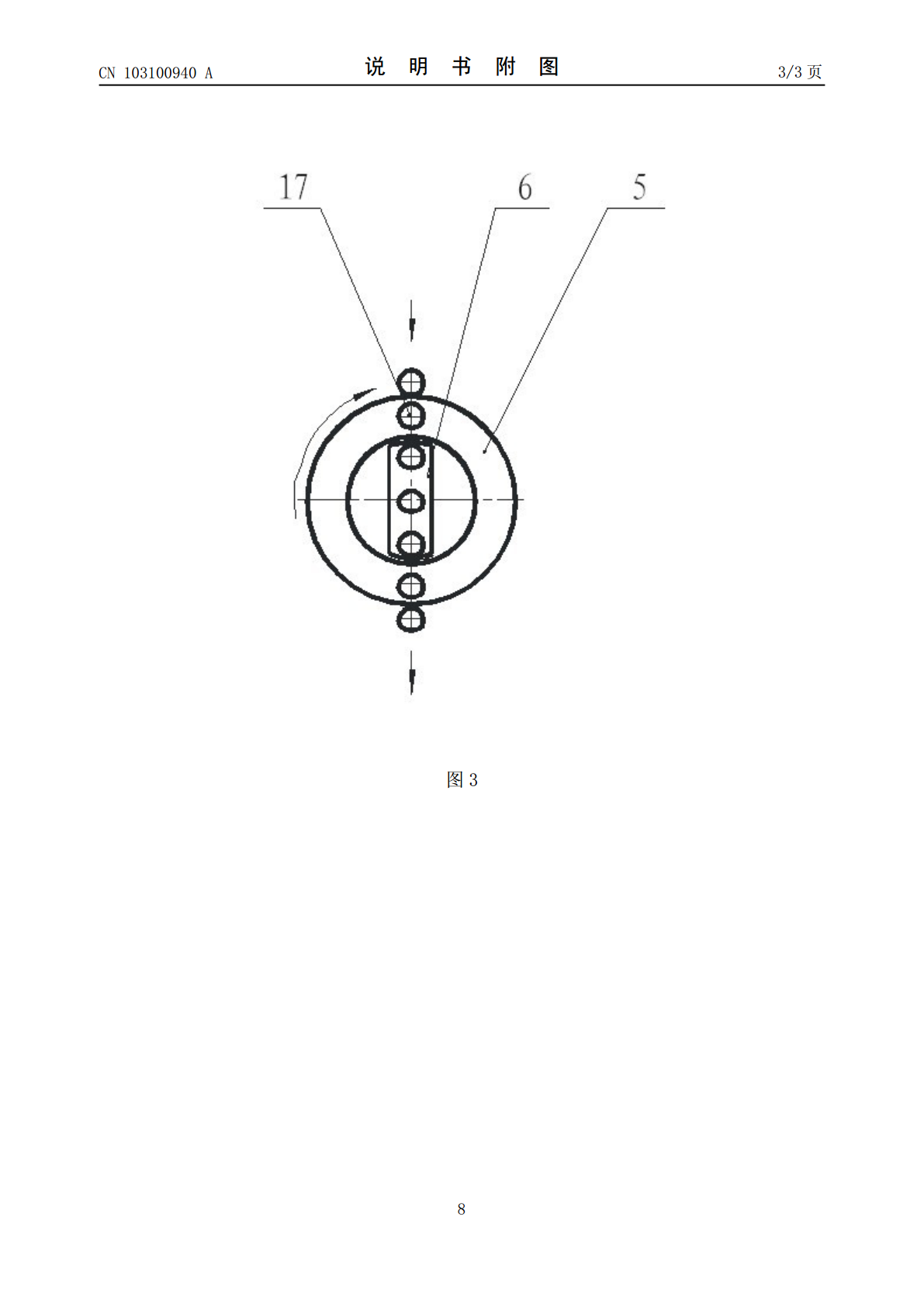
一种轴承滚子球形端面的磨削机构,涉及机械加工领域,本发明通过在筒形砂轮(5)的内孔中设置挡板(6),保证工件在通过筒形砂轮的内孔时,不会出现工件进入筒形砂轮孔内而引起故障,同时使筒形砂轮与送料盘(18)的轴线处在同一平面内,其中筒形砂轮绕自身轴线旋转,工件(17)随送料盘从筒形砂轮的球形端面通过时被磨削成形,本发明在工作过程中筒形砂轮的磨损均匀,同时筒形砂轮自砺能使筒形砂轮的工作球面形状保持稳定,因此能较长时间不需修整砂轮,大大提高了加工质量和设备的稳定性,本发明具有结构简单,筒形砂轮的使用寿命长,生产效

一种轴承滚子弧形面的磨削机构.pdf
本实用新型公开了一种轴承滚子弧形面的磨削机构,属于轴承加工技术领域,其包括底板,所述底板的上表面设置有驱动组件、定位组件和积尘组件。该轴承滚子弧形面的磨削机构,通过设置磨削架、吸尘管、扇叶、积尘壳、导管和连接管,控制电机工作,滚子磨削时产生的粉尘掉落到清理刷的上方,因清理刷与滚子接触,清理刷可将滚子磨削时产生的粉尘刷掉,同时滚子磨削时产生的粉尘和清理刷清理出的粉尘在转动扇叶的吸取下通过两个吸尘管、两个导管、连接管和伸缩管运动到积尘壳内,滚子在磨削完成后不需要在使用工具对其表面的粉尘单独进行清理,操作简单,

球形滚子轴承以及用于装配这种球形滚子轴承的方法.pdf
本发明涉及一种球形滚子轴承及其装配方法,该球形滚子轴承(1)由外轴承圈(2)和内轴承圈(3)以及大量设置在这些轴承圈(2、3)之间的球形滚子(4)组成,这些球形滚子通过轴承保持架(7)以彼此相同的距离得到保持。为此,球形滚子(4)的宽度(bK)约为其球形基本形状的直径(dK)的70%,并利用其滚动面(8)在两个槽形滚道(11、12)内滚动,滚道的深度(tLA、tLI)小于外轴承圈(2)与内轴承圈(3)之间的距离(aL)。依据本发明,轴承保持架(7)的保持架兜孔(13)各自具有球形滚子(4)的沿着周向和垂直
一种全自动圆锥轴承滚子球基面的磨削设备.pdf
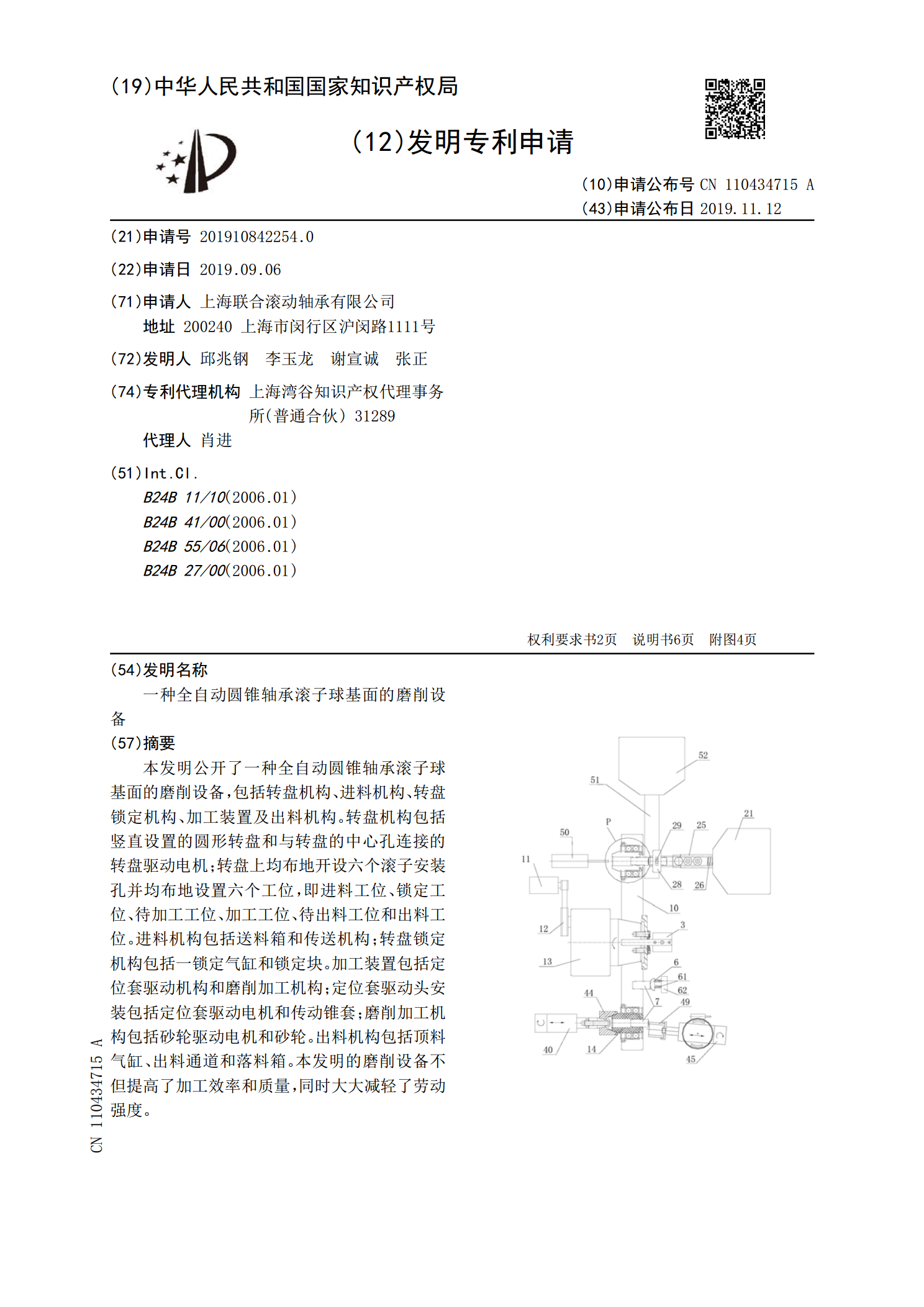
本发明公开了一种全自动圆锥轴承滚子球基面的磨削设备,包括转盘机构、进料机构、转盘锁定机构、加工装置及出料机构。转盘机构包括竖直设置的圆形转盘和与转盘的中心孔连接的转盘驱动电机;转盘上均布地开设六个滚子安装孔并均布地设置六个工位,即进料工位、锁定工位、待加工工位、加工工位、待出料工位和出料工位。进料机构包括送料箱和传送机构;转盘锁定机构包括一锁定气缸和锁定块。加工装置包括定位套驱动机构和磨削加工机构;定位套驱动头安装包括定位套驱动电机和传动锥套;磨削加工机构包括砂轮驱动电机和砂轮。出料机构包括顶料气缸、出料

一种双列圆锥滚子轴承滚道磨削方法.pdf
一种双列圆锥滚子轴承滚道磨削方法,包括下述工艺步骤:将机床调整到设定角度,先调整砂轮轴的角度将砂轮调整至双列推动圆锥滚子轴承滚道的角度后,使双列推动圆锥滚子轴承滚道水平贴合于砂轮上进行修磨,修整后砂轮角为单侧滚道的角度,再调整机床床头角度及砂轮轴角度,使砂轮轴与工件轴角度成直角,将砂轮外径调整至与滚道平行,进行加工滚道,按设定精度完成滚道加工,再将砂轮轴移至滚道中心,将砂轮轴与滚道成圆锥滚子锥面与纵抛线的角度后进行修磨,修磨至设定精度,即得。本发明实施更方便,方法简单,易操作,工作效率提高了几倍,且能够保