
一种增压器涡轮转轴电子束焊接工艺.pdf

书錦****by


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种增压器涡轮转轴电子束焊接工艺.pdf
本发明公开了一种增压器涡轮转轴电子束焊接工艺,其焊接步骤如下:1、调整工装:首先将轴定位座放在下旋转体的定位配合台阶内,调整轮头定位调整件中定位环放置高度及与工件匹配间隙。2、试焊接:将合格工件轴与涡轮叶轮放入工装中,工件在工装中可自由转动,无发卡状态。将轮头顶尖工装手动放入,使工件自由找正;闭合焊接室,抽真空后压下气动顶杆,顶紧工件。3、精调焊接同轴精度:通过3-5件焊接找出焊接工装及毛坯同轴精度的系统固定误差,通过调整轮头定位调整件中均布四方的四个调整头位置,消除系统固定误差;4、焊接:依照第三步反复
一种陶瓷增压器涡轮转轴及其成型工艺.pdf
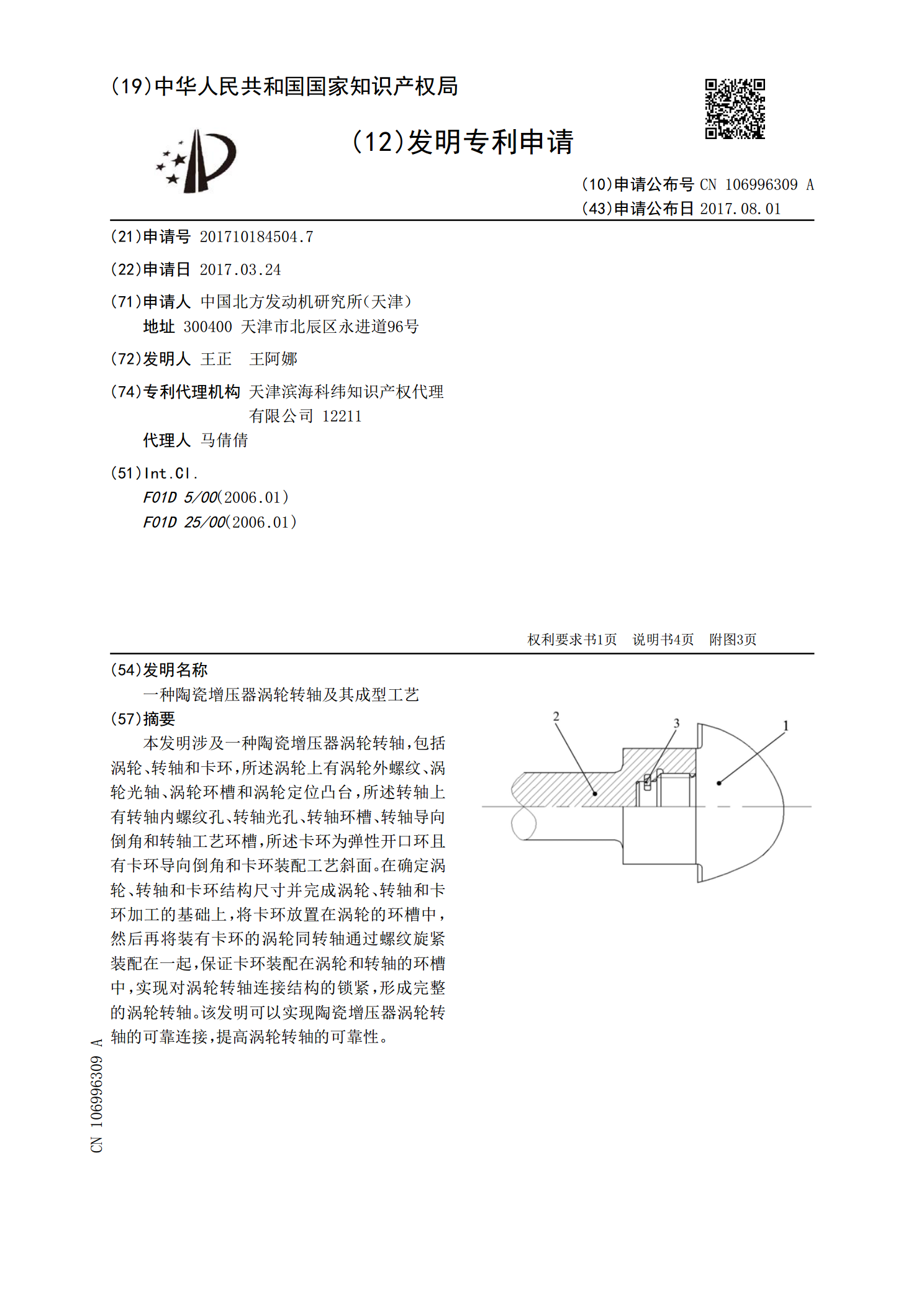
本发明涉及一种陶瓷增压器涡轮转轴,包括涡轮、转轴和卡环,所述涡轮上有涡轮外螺纹、涡轮光轴、涡轮环槽和涡轮定位凸台,所述转轴上有转轴内螺纹孔、转轴光孔、转轴环槽、转轴导向倒角和转轴工艺环槽,所述卡环为弹性开口环且有卡环导向倒角和卡环装配工艺斜面。在确定涡轮、转轴和卡环结构尺寸并完成涡轮、转轴和卡环加工的基础上,将卡环放置在涡轮的环槽中,然后再将装有卡环的涡轮同转轴通过螺纹旋紧装配在一起,保证卡环装配在涡轮和转轴的环槽中,实现对涡轮转轴连接结构的锁紧,形成完整的涡轮转轴。该发明可以实现陶瓷增压器涡轮转轴的可靠

一种径流式增压器涡轮转轴结构及其成型工艺.pdf
本发明涉及一种径流式增压器涡轮转轴结构及其成型工艺,包括涡轮、转轴和自锁环,所述涡轮上有内螺纹盲孔、光孔、环槽和导向倒角,所述转轴上有外螺纹、定位轴肩、光轴、环槽,所述自锁环为弹性开口环并有导向倒角。通过合理确定涡轮、转轴和自锁环的结构尺寸,并进行涡轮、转轴和自锁环的加工,然后将涡轮、转轴和自锁环装配在一起,进而形成完整的涡轮转轴。该发明能够有效地解决增压器涡轮采用陶瓷、钛铝合金等新材料时所面临的涡轮转轴连接问题,可以实现增压器涡轮转轴的可靠连接,充分保证涡轮转轴的连接强度与刚度。
一种车用涡轮增压器涡轮与转轴的连接结构.pdf
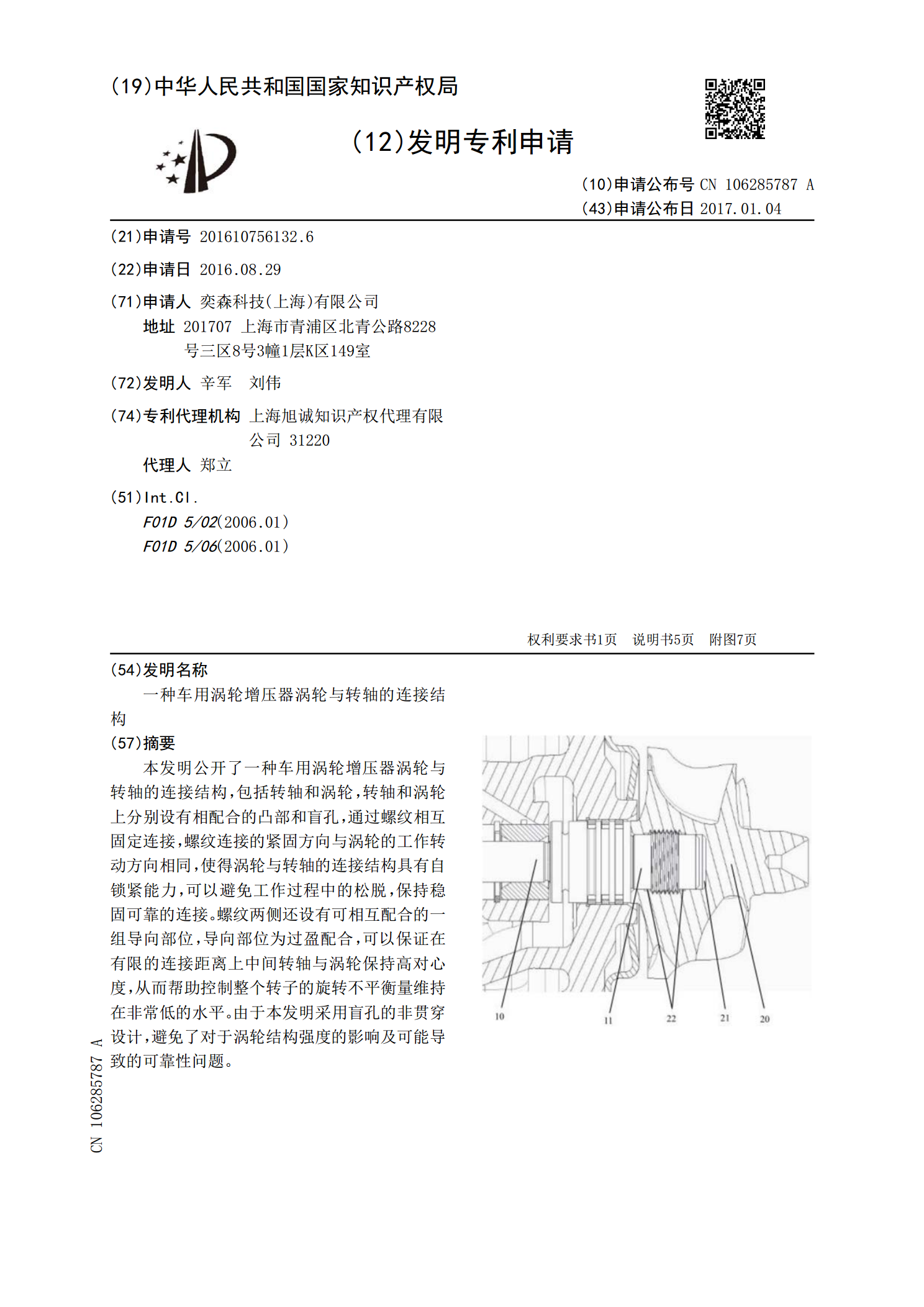
本发明公开了一种车用涡轮增压器涡轮与转轴的连接结构,包括转轴和涡轮,转轴和涡轮上分别设有相配合的凸部和盲孔,通过螺纹相互固定连接,螺纹连接的紧固方向与涡轮的工作转动方向相同,使得涡轮与转轴的连接结构具有自锁紧能力,可以避免工作过程中的松脱,保持稳固可靠的连接。螺纹两侧还设有可相互配合的一组导向部位,导向部位为过盈配合,可以保证在有限的连接距离上中间转轴与涡轮保持高对心度,从而帮助控制整个转子的旋转不平衡量维持在非常低的水平。由于本发明采用盲孔的非贯穿设计,避免了对于涡轮结构强度的影响及可能导致的可靠性问题

一种涡轮增压器的转轴润滑结构.pdf
本发明公开了一种涡轮增压器的转轴润滑结构,其包括转轴、轴封定套和止推轴承,所述转轴与涡轮增压器的中间壳体之间设置轴封定套,所述轴封定套上设置有止推轴承,其中,所述止推轴承的油楔面上设置有一储油圈,所述储油圈内设置有若干道储油槽。上述涡轮增压器的转轴润滑结构于止推轴承油楔面所在范围内增加储油槽结构,使止推轴承与轴封定套之间的存油量增加,使得转轴转动更加顺畅,并且降低因摩擦产生的温度;润滑油在零件之间流通更加顺畅,减少杂物、杂质积累,降低止推轴承及轴封定套的损耗。