
打捆拉紧方法及拉紧装置.pdf

戊午****jj


1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
打捆拉紧方法及拉紧装置.pdf
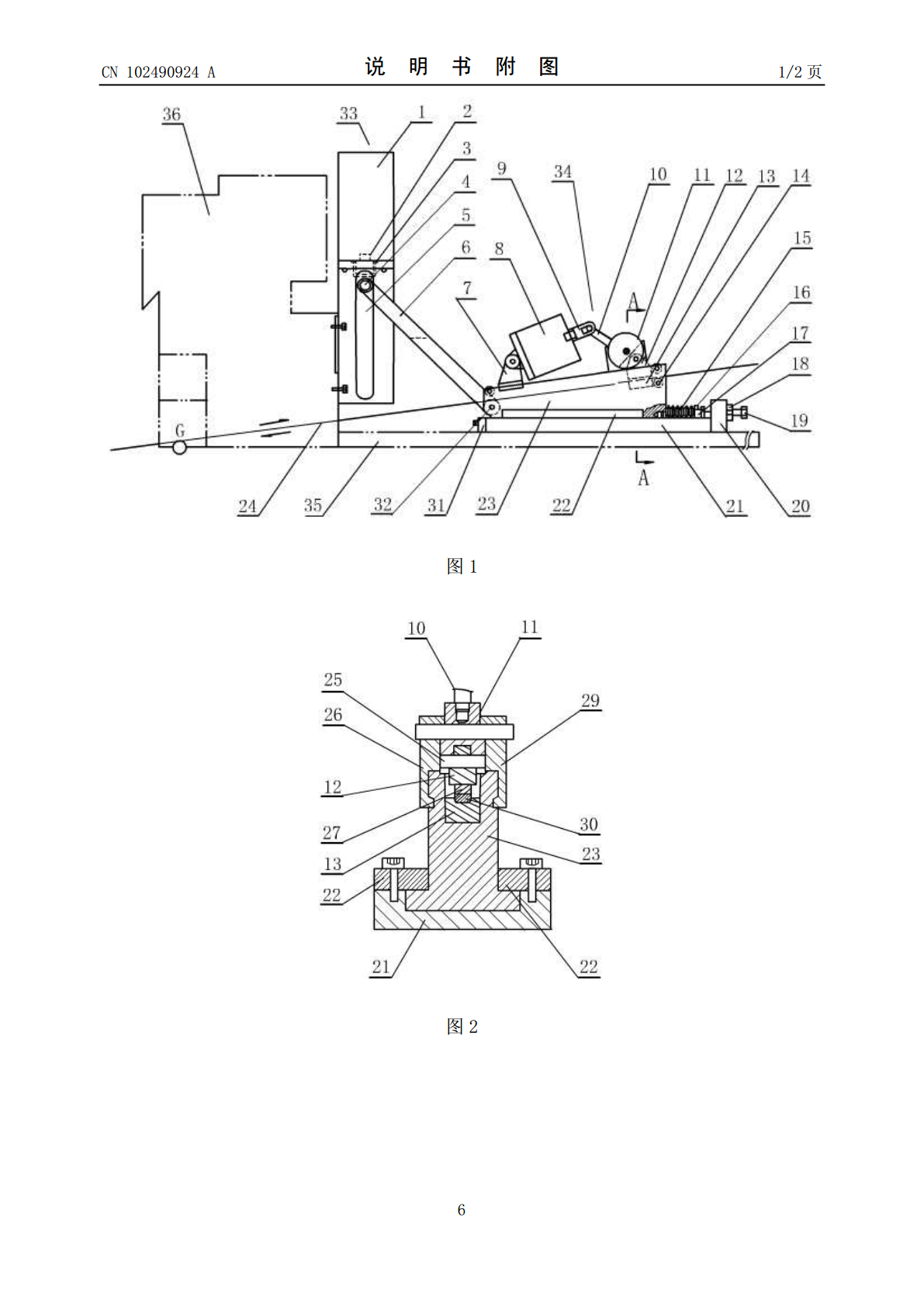
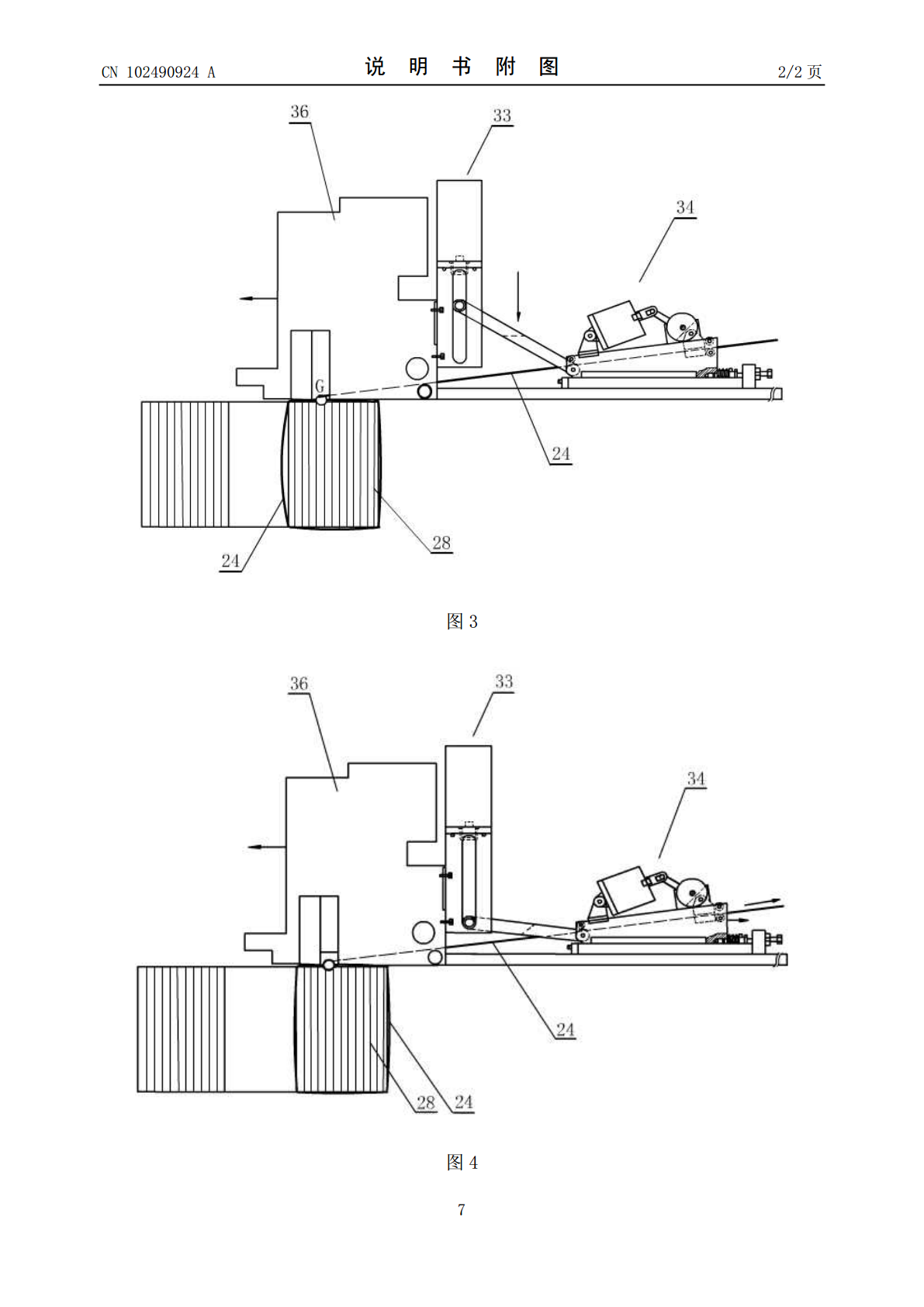
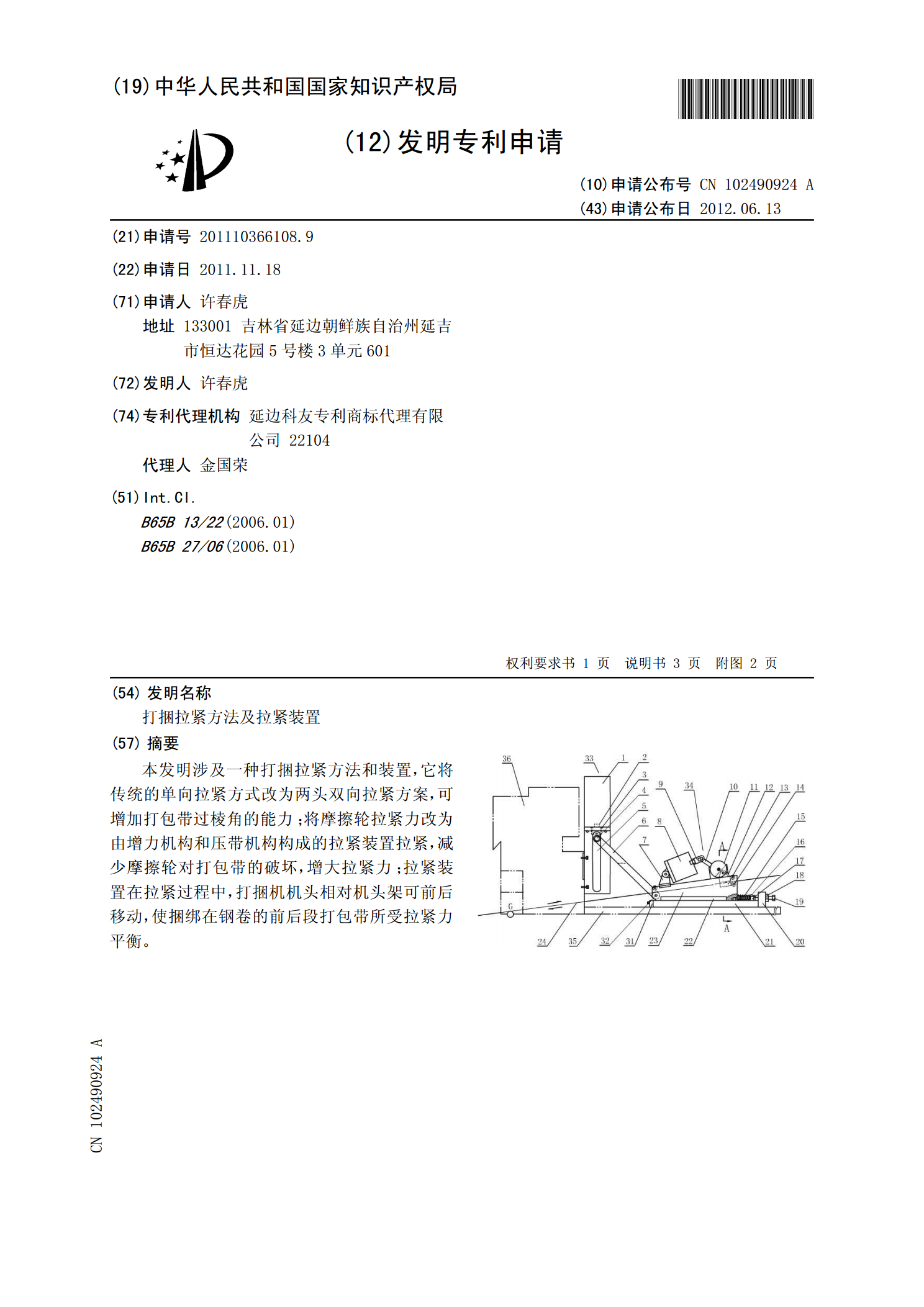
本发明涉及一种打捆拉紧方法和装置,它将传统的单向拉紧方式改为两头双向拉紧方案,可增加打包带过棱角的能力;将摩擦轮拉紧力改为由增力机构和压带机构构成的拉紧装置拉紧,减少摩擦轮对打包带的破坏,增大拉紧力;拉紧装置在拉紧过程中,打捆机机头相对机头架可前后移动,使捆绑在钢卷的前后段打包带所受拉紧力平衡。
打捆机二次拉紧装置.pdf
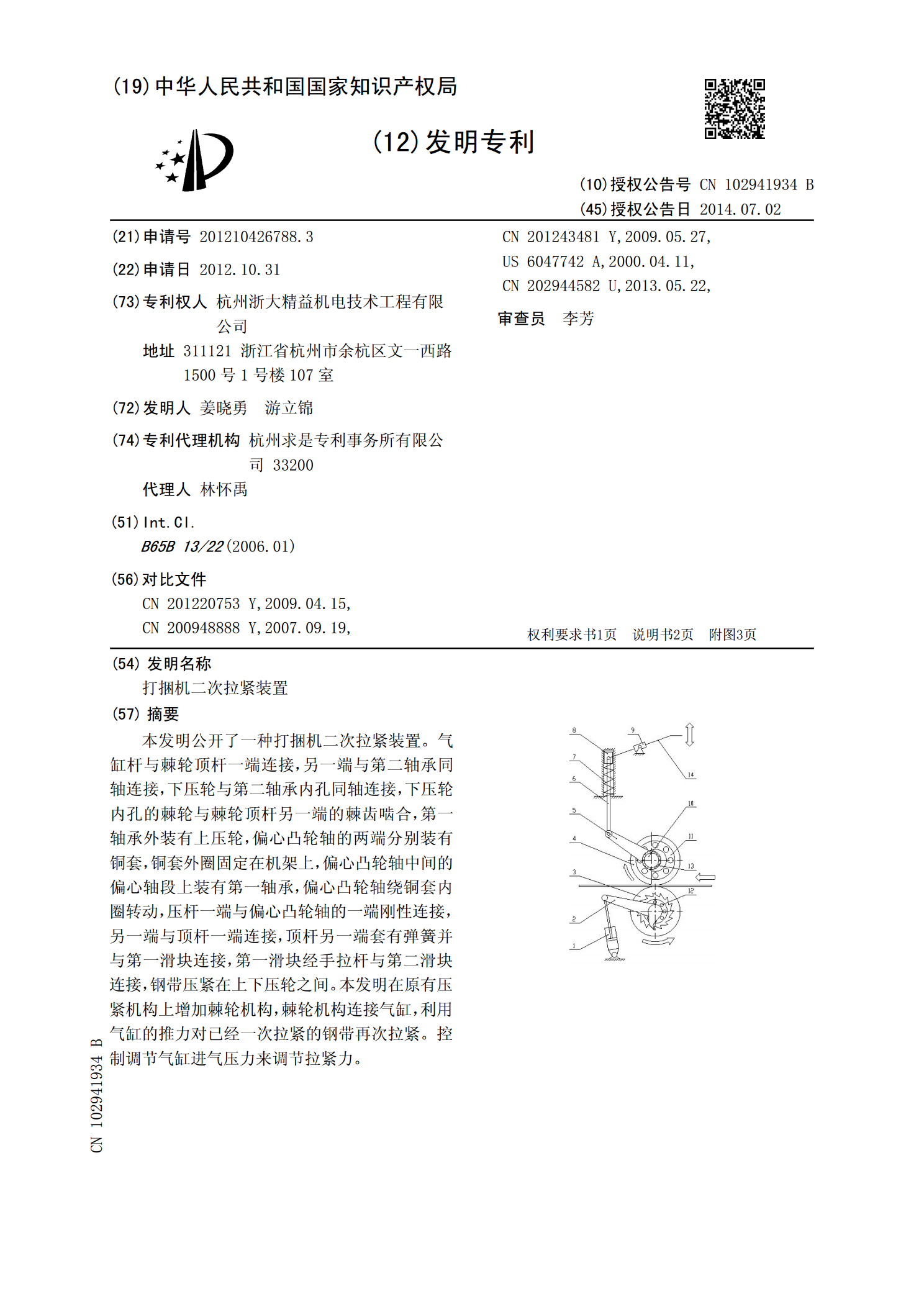
本发明公开了一种打捆机二次拉紧装置。气缸杆与棘轮顶杆一端连接,另一端与第二轴承同轴连接,下压轮与第二轴承内孔同轴连接,下压轮内孔的棘轮与棘轮顶杆另一端的棘齿啮合,第一轴承外装有上压轮,偏心凸轮轴的两端分别装有铜套,铜套外圈固定在机架上,偏心凸轮轴中间的偏心轴段上装有第一轴承,偏心凸轮轴绕铜套内圈转动,压杆一端与偏心凸轮轴的一端刚性连接,另一端与顶杆一端连接,顶杆另一端套有弹簧并与第一滑块连接,第一滑块经手拉杆与第二滑块连接,钢带压紧在上下压轮之间。本发明在原有压紧机构上增加棘轮机构,棘轮机构连接气缸,利用
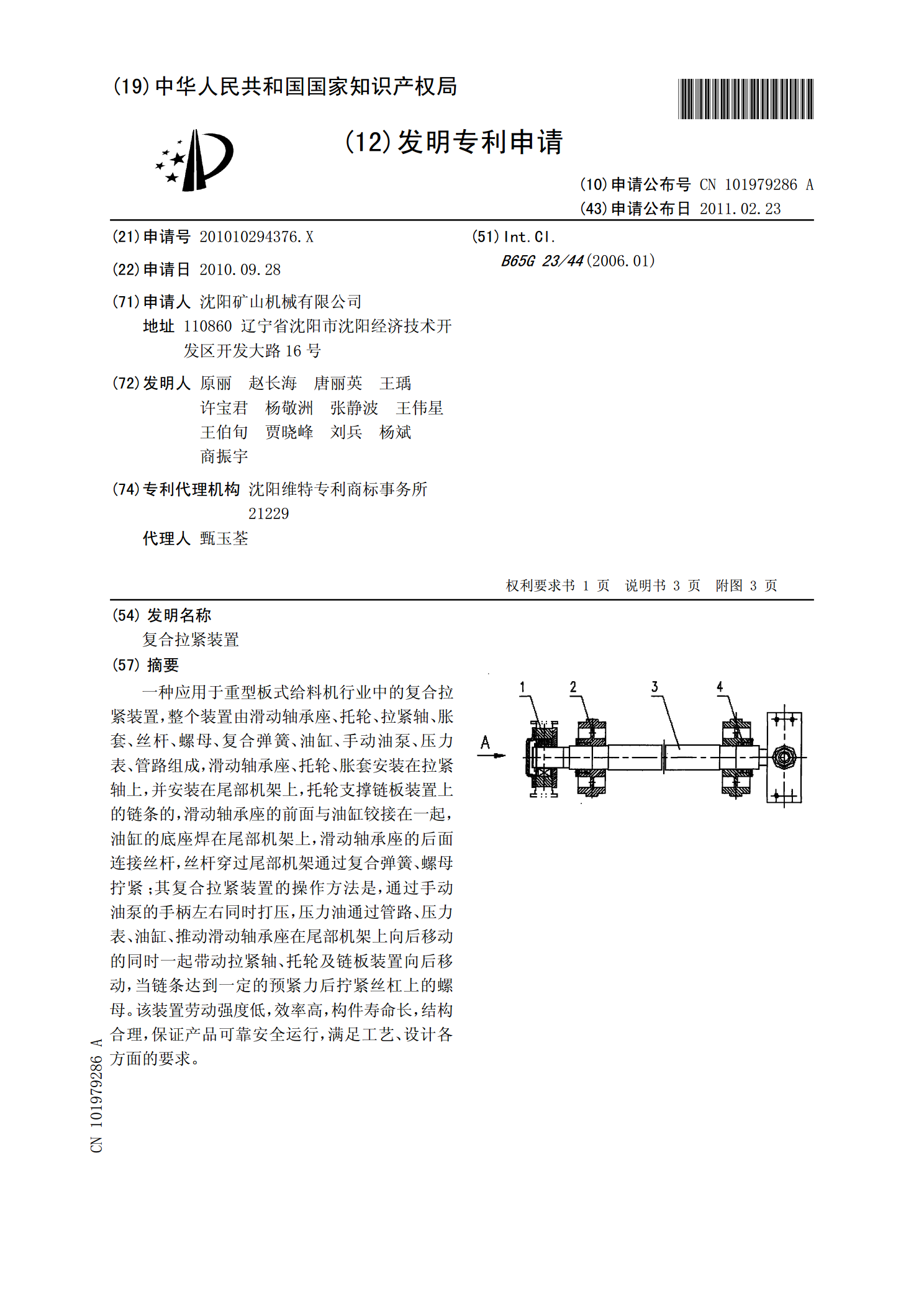
复合拉紧装置.pdf
一种应用于重型板式给料机行业中的复合拉紧装置,整个装置由滑动轴承座、托轮、拉紧轴、胀套、丝杆、螺母、复合弹簧、油缸、手动油泵、压力表、管路组成,滑动轴承座、托轮、胀套安装在拉紧轴上,并安装在尾部机架上,托轮支撑链板装置上的链条的,滑动轴承座的前面与油缸铰接在一起,油缸的底座焊在尾部机架上,滑动轴承座的后面连接丝杆,丝杆穿过尾部机架通过复合弹簧、螺母拧紧;其复合拉紧装置的操作方法是,通过手动油泵的手柄左右同时打压,压力油通过管路、压力表、油缸、推动滑动轴承座在尾部机架上向后移动的同时一起带动拉紧轴、托轮及链
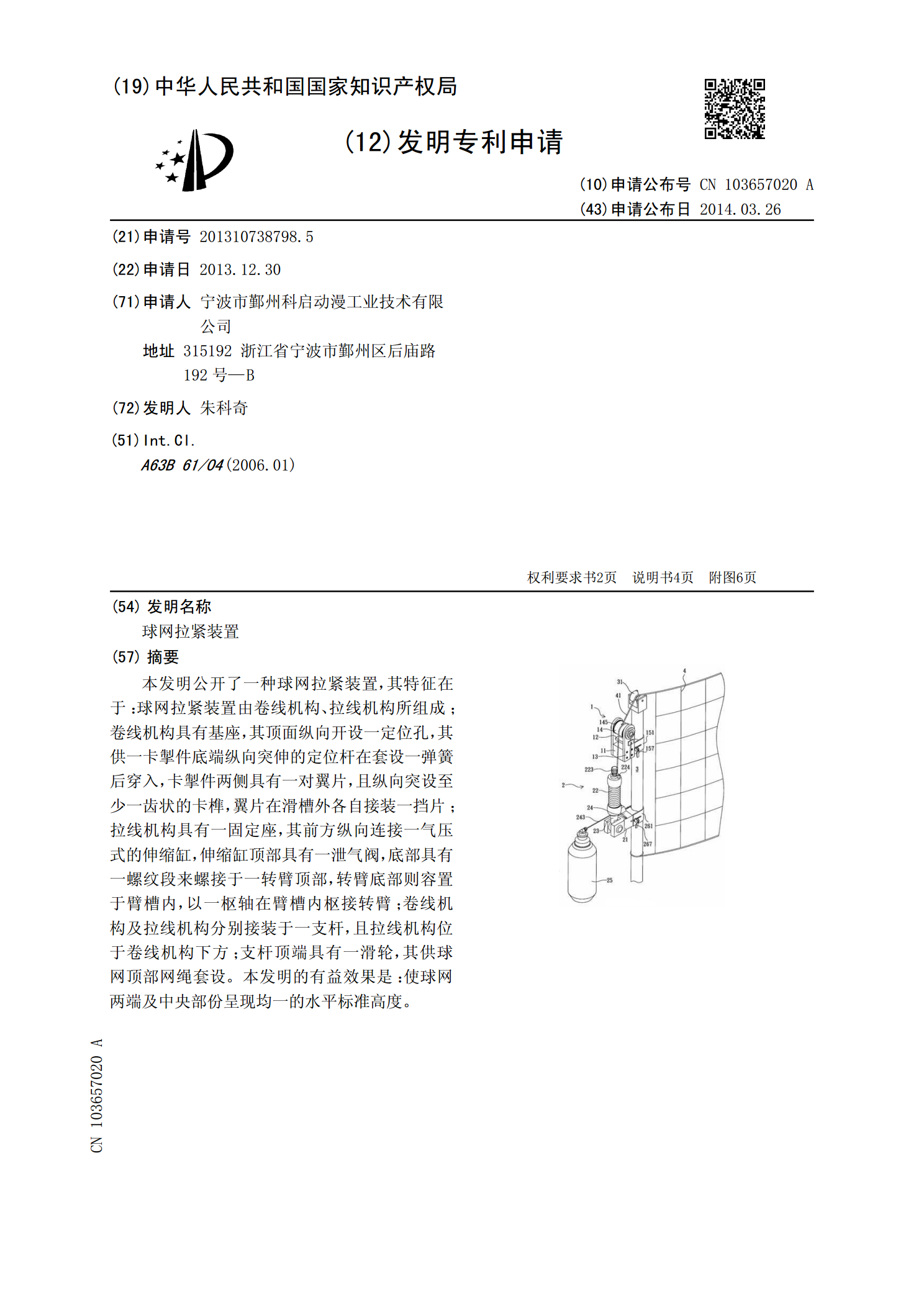
球网拉紧装置.pdf
本发明公开了一种球网拉紧装置,其特征在于:球网拉紧装置由卷线机构、拉线机构所组成;卷线机构具有基座,其顶面纵向开设一定位孔,其供一卡掣件底端纵向突伸的定位杆在套设一弹簧后穿入,卡掣件两侧具有一对翼片,且纵向突设至少一齿状的卡榫,翼片在滑槽外各自接装一挡片;拉线机构具有一固定座,其前方纵向连接一气压式的伸缩缸,伸缩缸顶部具有一泄气阀,底部具有一螺纹段来螺接于一转臂顶部,转臂底部则容置于臂槽内,以一枢轴在臂槽内枢接转臂;卷线机构及拉线机构分别接装于一支杆,且拉线机构位于卷线机构下方;支杆顶端具有一滑轮,其供球
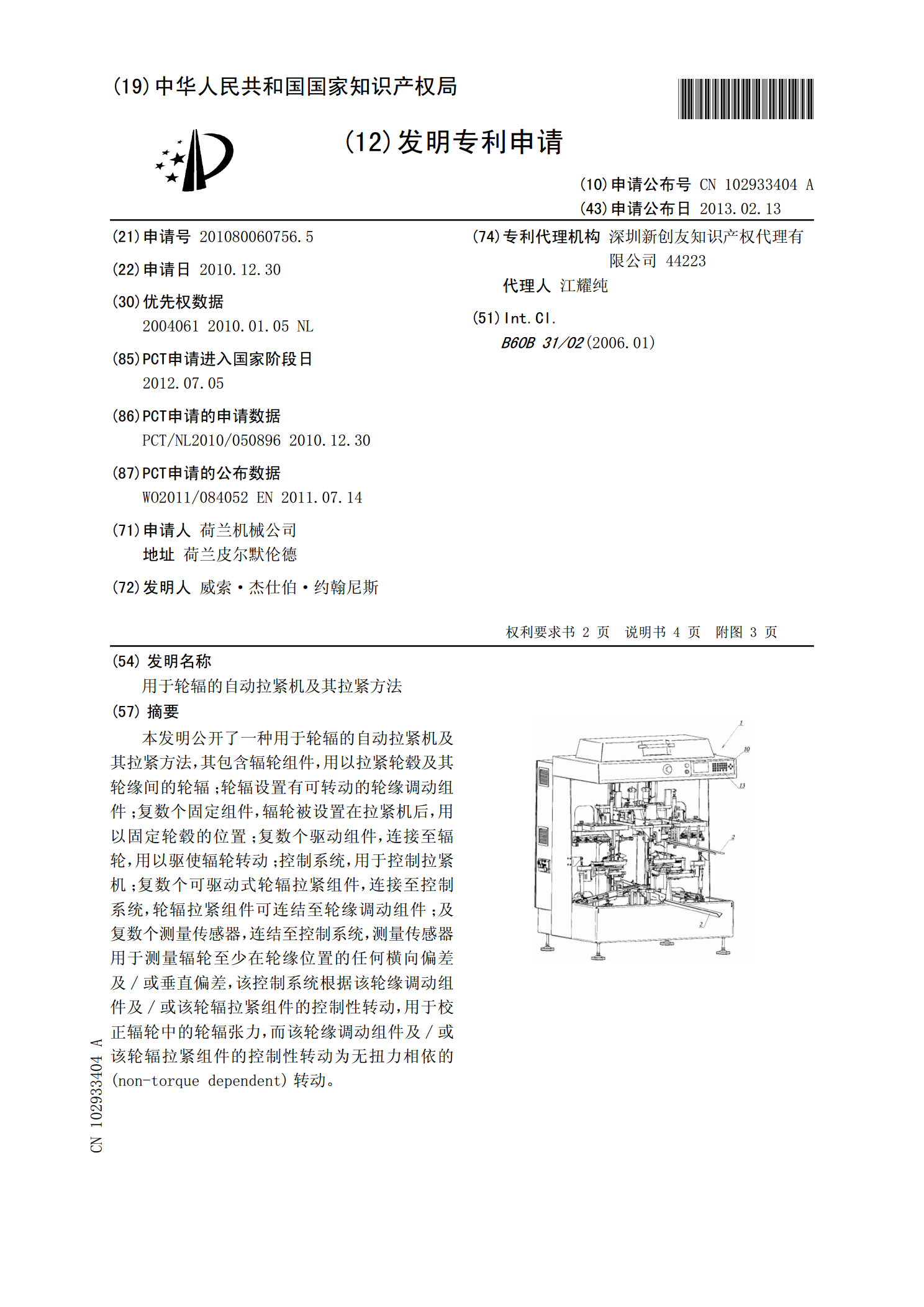
用于轮辐的自动拉紧机及其拉紧方法.pdf
本发明公开了一种用于轮辐的自动拉紧机及其拉紧方法,其包含辐轮组件,用以拉紧轮毂及其轮缘间的轮辐;轮辐设置有可转动的轮缘调动组件;复数个固定组件,辐轮被设置在拉紧机后,用以固定轮毂的位置;复数个驱动组件,连接至辐轮,用以驱使辐轮转动;控制系统,用于控制拉紧机;复数个可驱动式轮辐拉紧组件,连接至控制系统,轮辐拉紧组件可连结至轮缘调动组件;及复数个测量传感器,连结至控制系统,测量传感器用于测量辐轮至少在轮缘位置的任何横向偏差及/或垂直偏差,该控制系统根据该轮缘调动组件及/或该轮辐拉紧组件的控制性转动,用于校正辐