
深孔内螺旋槽拉镗刀.pdf

宜然****找我


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

深孔内螺旋槽拉镗刀.pdf
本发明深孔内螺旋槽拉镗刀,涉及一种石油钻具内螺旋槽加工的拉镗刀,所要解决的技术问题是提供一种能够加工石油钻具内螺旋槽的拉镗刀,采用的方案为:深孔内螺旋槽拉镗刀,包括旋转套筒、分度环、刀头、升降螺柱、升降套筒、小锥齿轮、大锥齿轮、定位套筒、转动芯轴等,旋转套筒的外圆上固定有分度环,旋转套筒套装在定位套筒上,转动芯轴连接在旋转套筒的心部,转动芯轴的另一端连接有大锥齿轮,大锥齿轮与三个连接在升降套筒上的小锥齿轮啮合,升降套筒连接有升降螺柱,升降螺柱连接在刀头的下部,刀具本体设置卡槽,刀头安装在卡槽内,此刀架的结

小深孔内槽刀的结构与应用.docx
小深孔内槽刀的结构与应用小深孔内槽刀的结构与应用摘要:小深孔内槽刀是一种用于加工深孔内槽的刀具。本文将介绍小深孔内槽刀的结构和应用。首先,本文将介绍小深孔内槽刀的结构,包括刀头、刀体、刀柄等部分的组成。然后,本文将详细描述小深孔内槽刀的应用范围,包括在机械加工中的深孔加工、内槽加工等方面的应用。最后,本文将探讨小深孔内槽刀的优缺点,并展望其未来的发展前景。关键词:小深孔内槽刀、结构、应用、优缺点、发展前景一、引言小深孔内槽刀是一种常用的切削工具,广泛应用于机械加工中。它可以用来加工深孔和内槽,具有高效、精
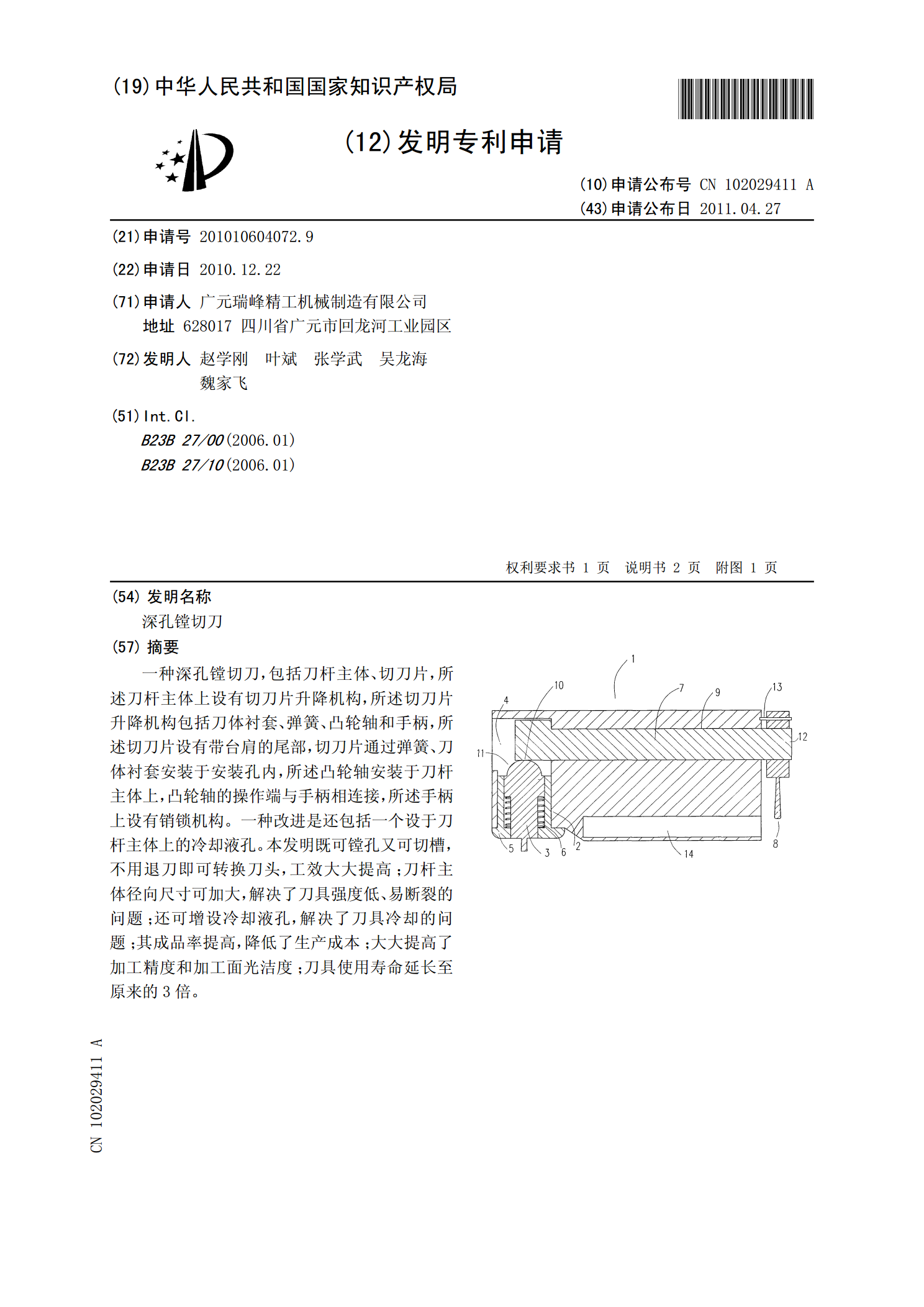
深孔镗切刀.pdf
一种深孔镗切刀,包括刀杆主体、切刀片,所述刀杆主体上设有切刀片升降机构,所述切刀片升降机构包括刀体衬套、弹簧、凸轮轴和手柄,所述切刀片设有带台肩的尾部,切刀片通过弹簧、刀体衬套安装于安装孔内,所述凸轮轴安装于刀杆主体上,凸轮轴的操作端与手柄相连接,所述手柄上设有销锁机构。一种改进是还包括一个设于刀杆主体上的冷却液孔。本发明既可镗孔又可切槽,不用退刀即可转换刀头,工效大大提高;刀杆主体径向尺寸可加大,解决了刀具强度低、易断裂的问题;还可增设冷却液孔,解决了刀具冷却的问题;其成品率提高,降低了生产成本;大大提

封闭深孔多头内螺旋槽数控工艺改进.pptx
添加副标题目录PART01PART02封闭深孔多头内螺旋槽数控工艺的定义封闭深孔多头内螺旋槽数控工艺的应用场景封闭深孔多头内螺旋槽数控工艺的重要性和意义PART03改进的背景和原因改进的具体方案和实施步骤改进方案的技术原理和可行性分析PART04改进后工艺的性能提升改进后工艺的效率提升改进后工艺的质量提升改进后工艺的经济效益提升PART05未来工艺技术的发展趋势封闭深孔多头内螺旋槽数控工艺的未来发展方向未来工艺技术的研究和应用重点感谢您的观看
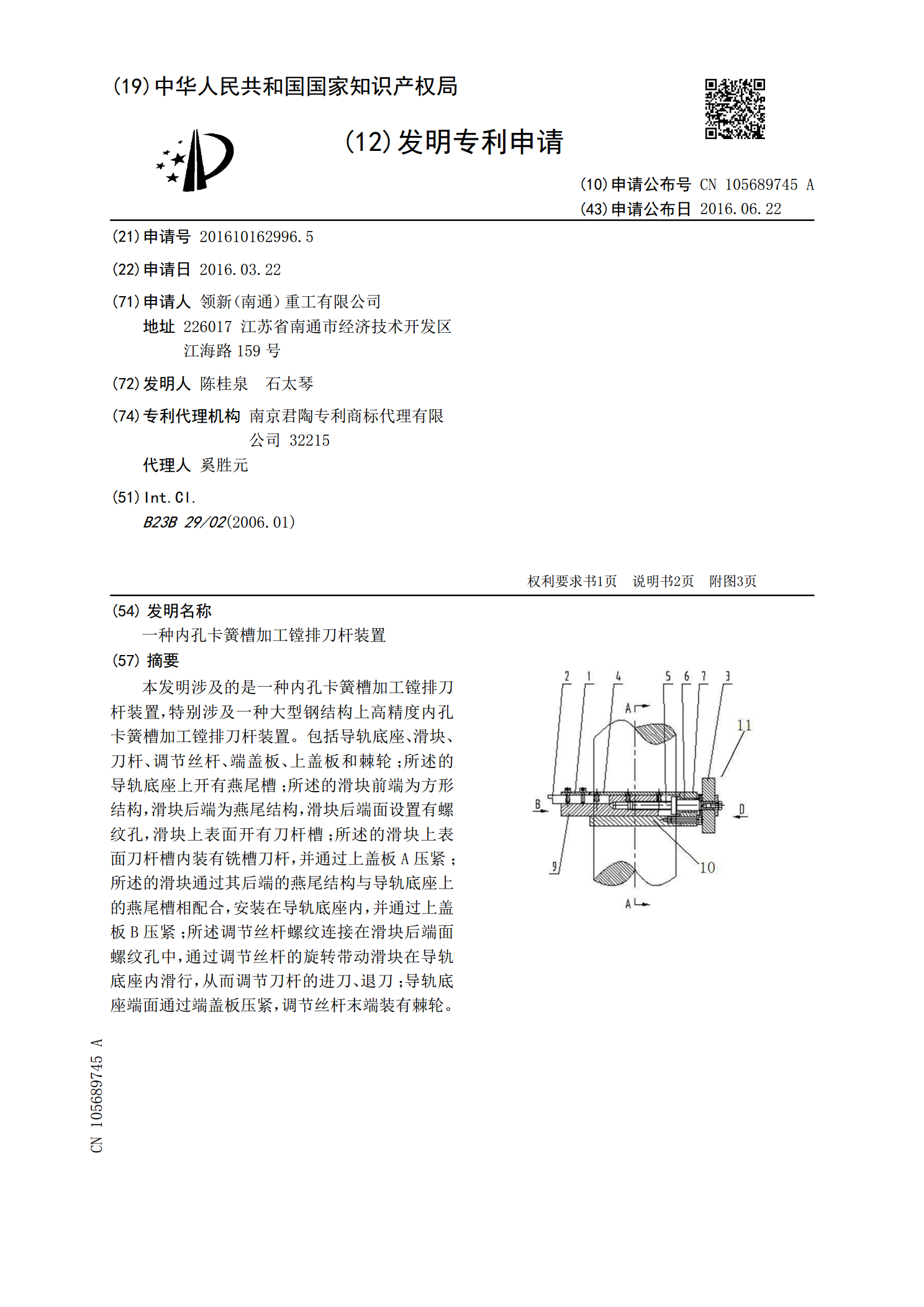
一种内孔卡簧槽加工镗排刀杆装置.pdf
本发明涉及的是一种内孔卡簧槽加工镗排刀杆装置,特别涉及一种大型钢结构上高精度内孔卡簧槽加工镗排刀杆装置。包括导轨底座、滑块、刀杆、调节丝杆、端盖板、上盖板和棘轮;所述的导轨底座上开有燕尾槽;所述的滑块前端为方形结构,滑块后端为燕尾结构,滑块后端面设置有螺纹孔,滑块上表面开有刀杆槽;所述的滑块上表面刀杆槽内装有铣槽刀杆,并通过上盖板A压紧;所述的滑块通过其后端的燕尾结构与导轨底座上的燕尾槽相配合,安装在导轨底座内,并通过上盖板B压紧;所述调节丝杆螺纹连接在滑块后端面螺纹孔中,通过调节丝杆的旋转带动滑块在导轨