
多头蜗杆铣床.pdf

Jo****31


1/7
2/7

3/7

4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

多头蜗杆铣床.pdf
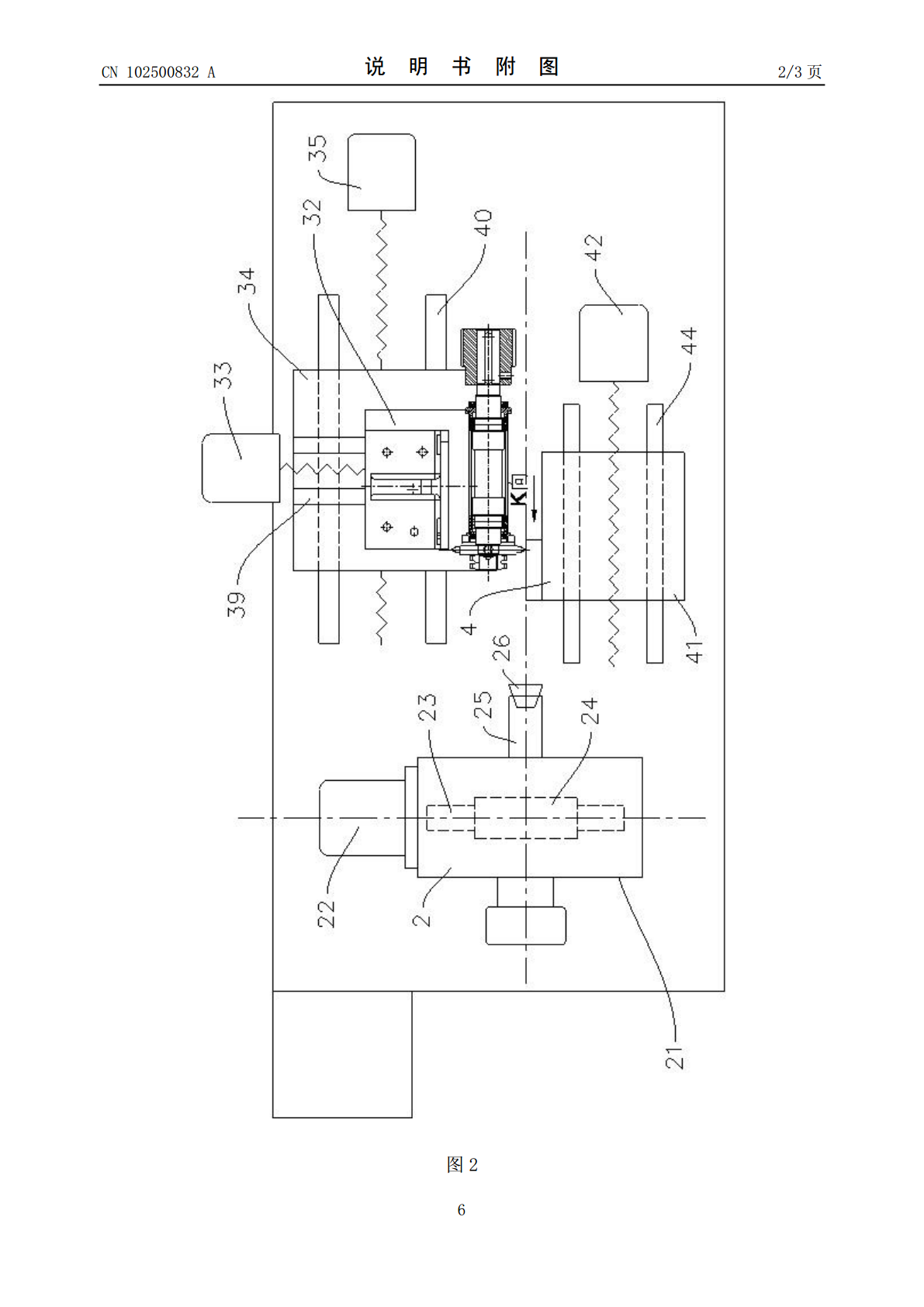
本技术提供一种分度精度高的多头蜗杆铣床。它包括机座、用于带动被加工的蜗杆转动的主轴箱,用于铣削被加工的蜗杆的、包括铣刀在内的旋风铣头,所述主轴箱包括箱体、主轴动力机构、主轴传动机构、主轴,主轴动力机构经主轴传动机构带动主轴转动,所述主轴动力机构为主伺服电机,所述主轴传动机构采用蜗轮蜗杆传动。

车多头蜗杆.doc
课题:车多头蜗杆一、讲授指导:1.组织教学:(1)集中点名;(2)检查学生出勤及工作防护用品穿戴情况。二、导入并讲授新课:蜗杆和蜗轮组成的运动副常用于减速传动机构中,以传递两轴在空间成90°的交错运动,如车床溜板箱内的蜗杆副。蜗杆的齿形与梯形螺纹很相似,其轴向剖面为梯形,但蜗杆的齿形较深,切削面积大,车削时比一般梯形螺纹困难些。车蜗杆时,首先要选择合理的车刀几何参数,其次要采用合理的进刀方法,才能顺利完成蜗杆车削加工。(一)蜗杆的一般技术要求1.蜗杆的周节必须等于蜗轮周节2.蜗杆分度圆上的法向齿厚公差或轴
一种便于调速的蜗杆旋风铣床.pdf
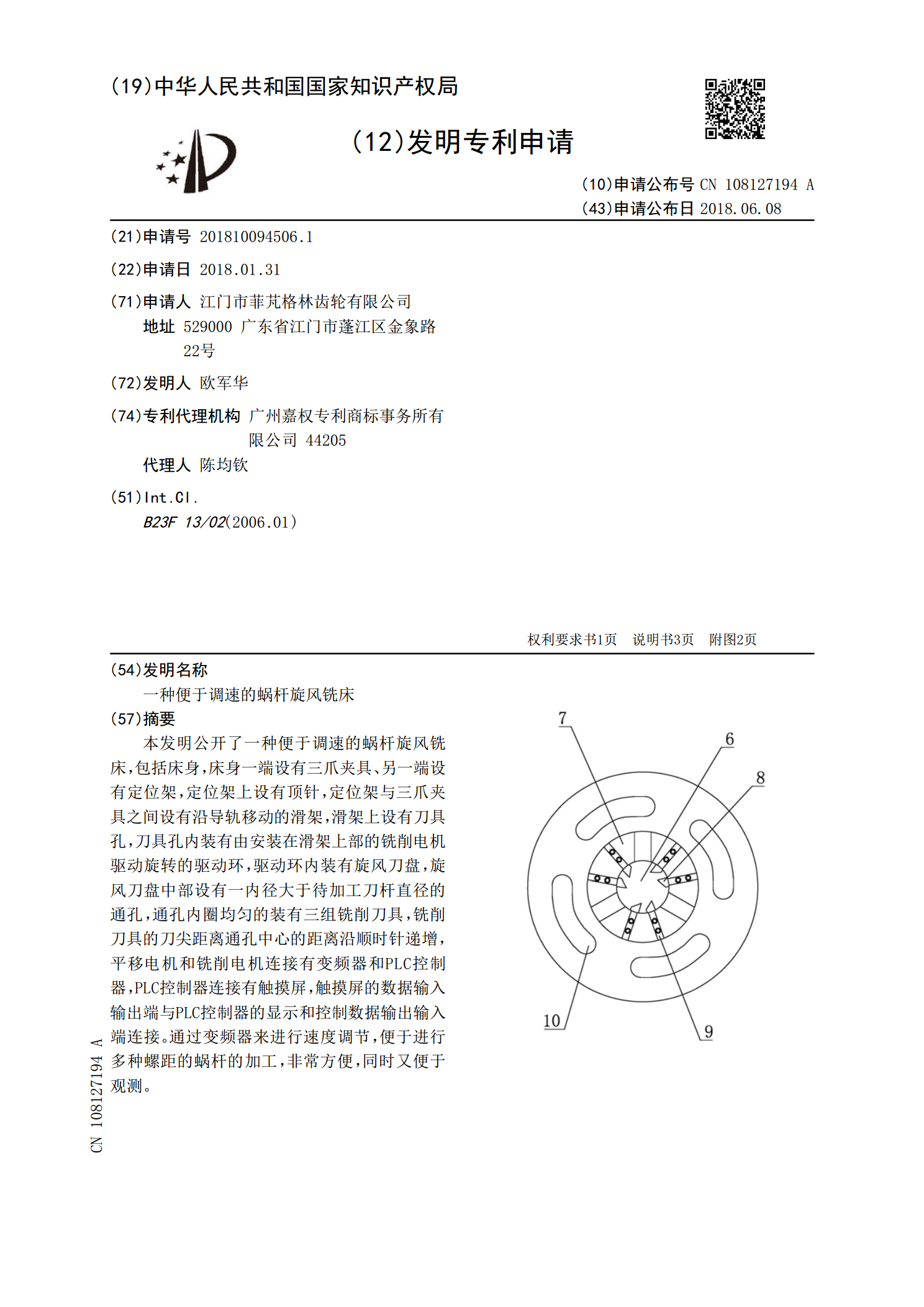
本发明公开了一种便于调速的蜗杆旋风铣床,包括床身,床身一端设有三爪夹具、另一端设有定位架,定位架上设有顶针,定位架与三爪夹具之间设有沿导轨移动的滑架,滑架上设有刀具孔,刀具孔内装有由安装在滑架上部的铣削电机驱动旋转的驱动环,驱动环内装有旋风刀盘,旋风刀盘中部设有一内径大于待加工刀杆直径的通孔,通孔内圈均匀的装有三组铣削刀具,铣削刀具的刀尖距离通孔中心的距离沿顺时针递增,平移电机和铣削电机连接有变频器和PLC控制器,PLC控制器连接有触摸屏,触摸屏的数据输入输出端与PLC控制器的显示和控制数据输出输入端连接

一种新型涡轮蜗杆铣床装置.pdf
一种新型涡轮蜗杆铣床装置,它是在工作台上,安装涡轮蜗杆减速箱,将步进电机的输出轴与涡轮蜗杆减速箱的蜗杆直接相接,用步进电机带动精密涡轮蜗杆减速箱的涡轮转动,实现分度的动作,利用步进电机的数控系统控制系统硬件与软件,铣头与铣位箱连为一体,铣位箱与涡轮蜗杆减速箱连为一体。

一种数控涡轮蜗杆铣床.pdf
一种数控涡轮蜗杆铣床,是在铣床主机工作台上,安装精密涡轮蜗杆减速箱,将步进电机的输出轴与精密涡轮蜗杆减速箱的蜗杆直接相接,用步进电机带动精密涡轮蜗杆减速箱的涡轮转动,实现分度的动作,步进电机的数控系统选用市售标准的控制系统硬件与软件,铣头与铣位箱连为一体,铣位箱与精密涡轮蜗杆减速箱连为一体,铣床主机体、二层座、铣床底座由铸铁铸造并联为一体。