
汽轮机转子锁片槽式叶片装配辐射线偏差测量方法.pdf

骊英****bb


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽轮机转子锁片槽式叶片装配辐射线偏差测量方法.pdf
汽轮机转子锁片槽式叶片装配辐射线偏差测量方法,它涉及一种汽轮机转子叶片装配时辐射线偏差测量方法。本发明为了解决辐射线偏差测量方法无法保证测量精度,不便于测量等问题。本方法涉及的辐射线量具边板上装有圆柱销,主板上装有定位销,支架上装有百分表,百分表的表头顶点与定位销的顶点在同一竖直线上。表调零,表头顶点与定位销的顶点的连线在圆柱销连线的垂直平分线上;底座装在叶轮上,圆柱销落在锁片槽外圆上,定位销顶在叶根中间体上,表头打在叶冠上,圆柱销在锁片槽外圆上移动;确定辐射线的偏差,修磨叶冠,表读数在偏差范围内,叶片装

汽轮机转子锁片槽式叶片装配辐射线偏差测量工具.pdf
汽轮机转子锁片槽式叶片装配辐射线偏差测量工具,它涉及一种叶片装配辐射线偏差测量工具。本发明为了解决辐射线偏差量具无法保证测量精度,不便于测量,无法实现大型低压转子次末级叶片辐射线偏差测量问题。底座包括主板和两个边板,主板的前后两侧各设置有一个边板,每个边板的底面上安装有两个圆柱销,L型支架安装在主板的上端面上,主板的左侧面上安装有定位销,L型支架的立板上安装有百分表,百分表的表头顶点与定位销的顶点在同一竖直线上。本发明用于汽轮机转子锁片槽式叶片装配辐射线偏差测量中。

汽轮机转子倒T型叶根槽叶片装配辐射线偏差测量方法.docx
汽轮机转子倒T型叶根槽叶片装配辐射线偏差测量方法标题:汽轮机转子倒T型叶根槽叶片装配辐射线偏差测量方法摘要:本论文研究了汽轮机转子倒T型叶根槽叶片装配辐射线偏差的测量方法。首先,介绍了汽轮机转子叶根槽结构和辐射线偏差的背景和重要性。然后,基于目前的研究成果,提出了一种新的测量方法,该方法通过分析叶根槽和叶片的相互关系,并结合辐射线测量技术,实现了对叶片装配辐射线偏差的准确测量。最后,通过实验验证了该方法的可行性和有效性,并对测量结果进行了分析和讨论。1.引言汽轮机是重要的动力设备,其性能直接影响到能源利用
汽轮机转子上的动叶片装配方法.pdf
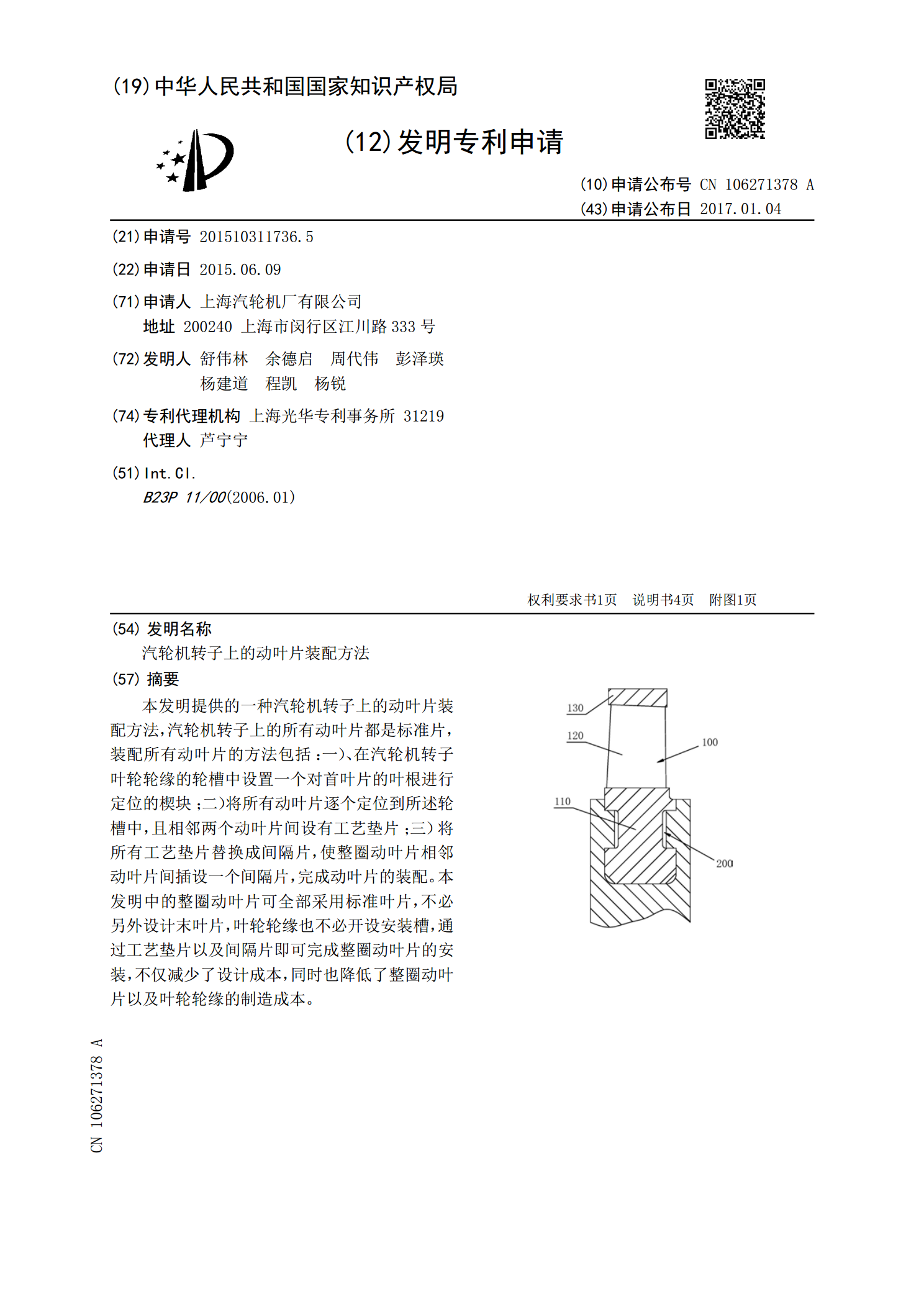
本发明提供的一种汽轮机转子上的动叶片装配方法,汽轮机转子上的所有动叶片都是标准片,装配所有动叶片的方法包括:一)、在汽轮机转子叶轮轮缘的轮槽中设置一个对首叶片的叶根进行定位的楔块;二)将所有动叶片逐个定位到所述轮槽中,且相邻两个动叶片间设有工艺垫片;三)将所有工艺垫片替换成间隔片,使整圈动叶片相邻动叶片间插设一个间隔片,完成动叶片的装配。本发明中的整圈动叶片可全部采用标准叶片,不必另外设计末叶片,叶轮轮缘也不必开设安装槽,通过工艺垫片以及间隔片即可完成整圈动叶片的安装,不仅减少了设计成本,同时也降低了整圈
汽轮机转子齿形叶根末叶锁口件装配方法.pdf
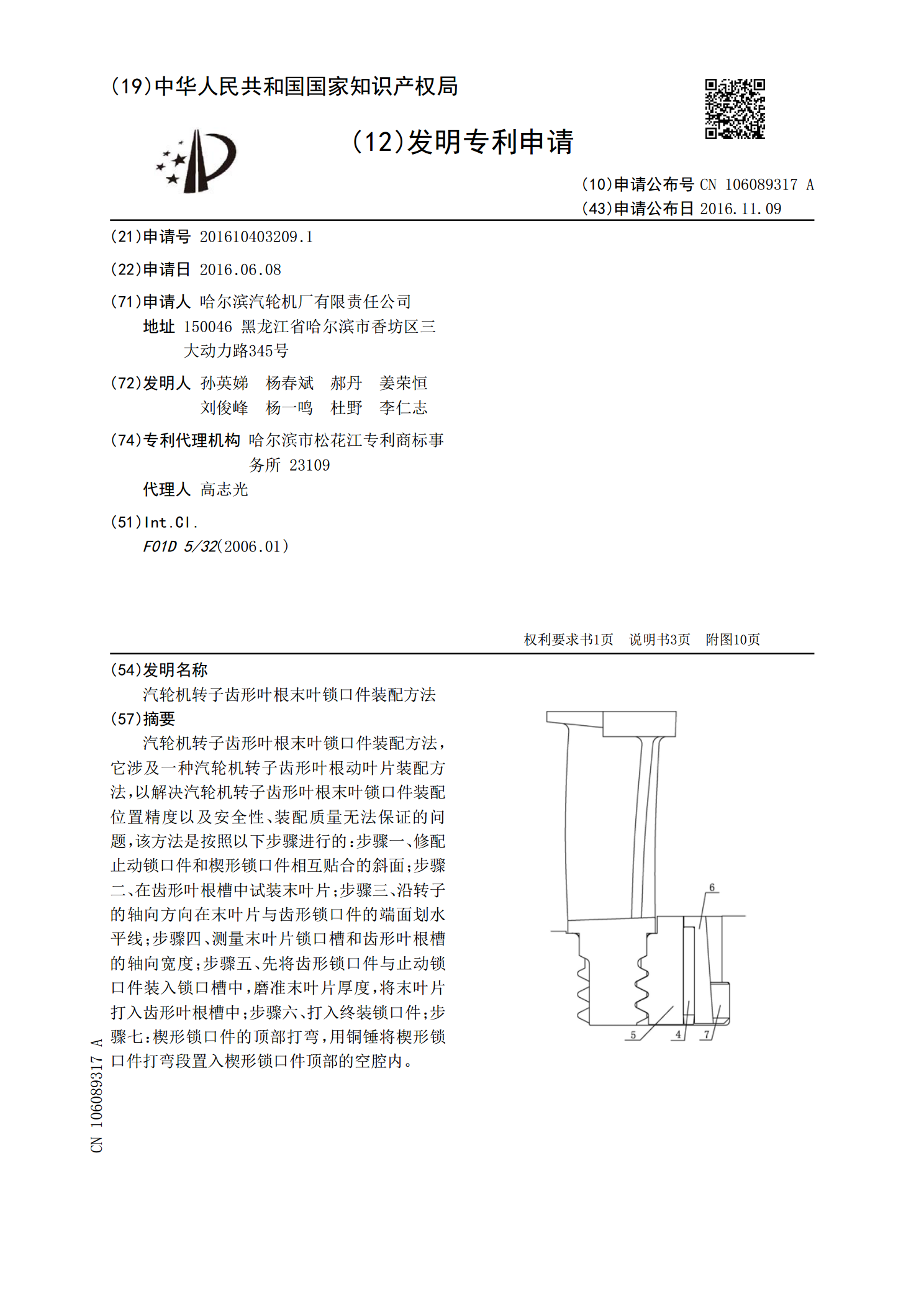
汽轮机转子齿形叶根末叶锁口件装配方法,它涉及一种汽轮机转子齿形叶根动叶片装配方法,以解决汽轮机转子齿形叶根末叶锁口件装配位置精度以及安全性、装配质量无法保证的问题,该方法是按照以下步骤进行的:步骤一、修配止动锁口件和楔形锁口件相互贴合的斜面;步骤二、在齿形叶根槽中试装末叶片;步骤三、沿转子的轴向方向在末叶片与齿形锁口件的端面划水平线;步骤四、测量末叶片锁口槽和齿形叶根槽的轴向宽度;步骤五、先将齿形锁口件与止动锁口件装入锁口槽中,磨准末叶片厚度,将末叶片打入齿形叶根槽中;步骤六、打入终装锁口件;步骤七:楔形