
汽轮机转子齿形叶根末叶锁口件装配方法.pdf

含秀****66

1/10

2/10
3/10

4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
汽轮机转子齿形叶根末叶锁口件装配方法.pdf
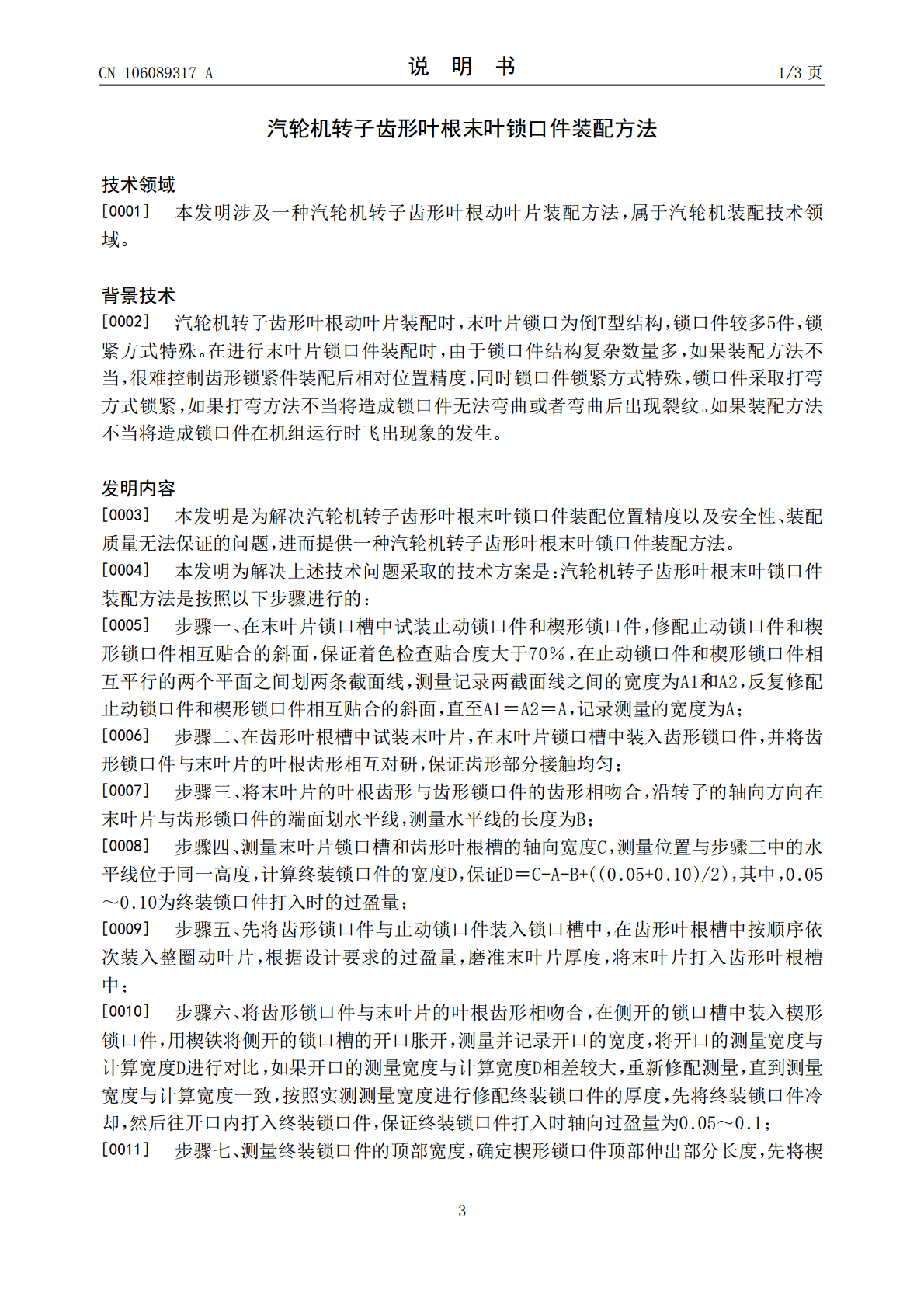
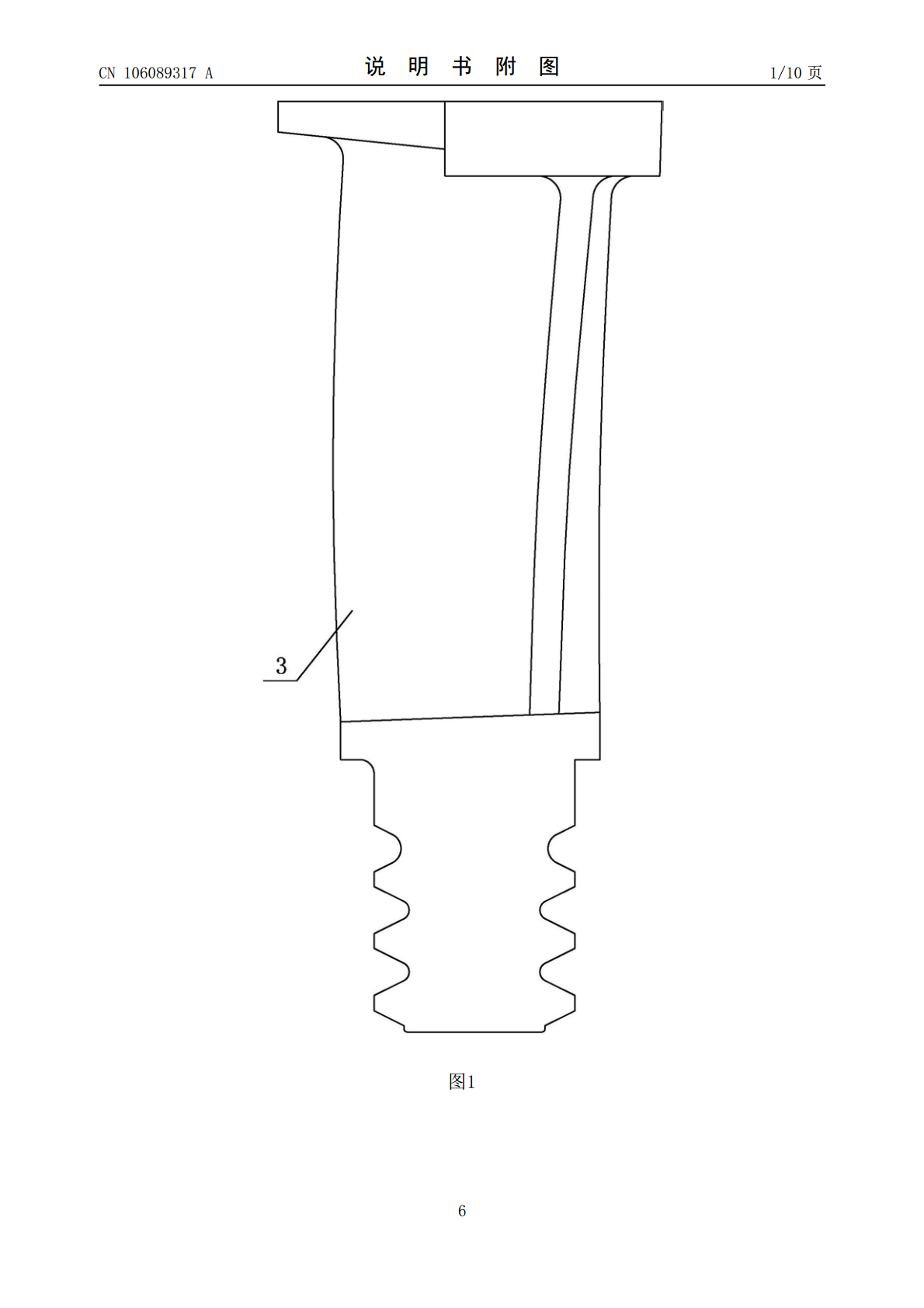
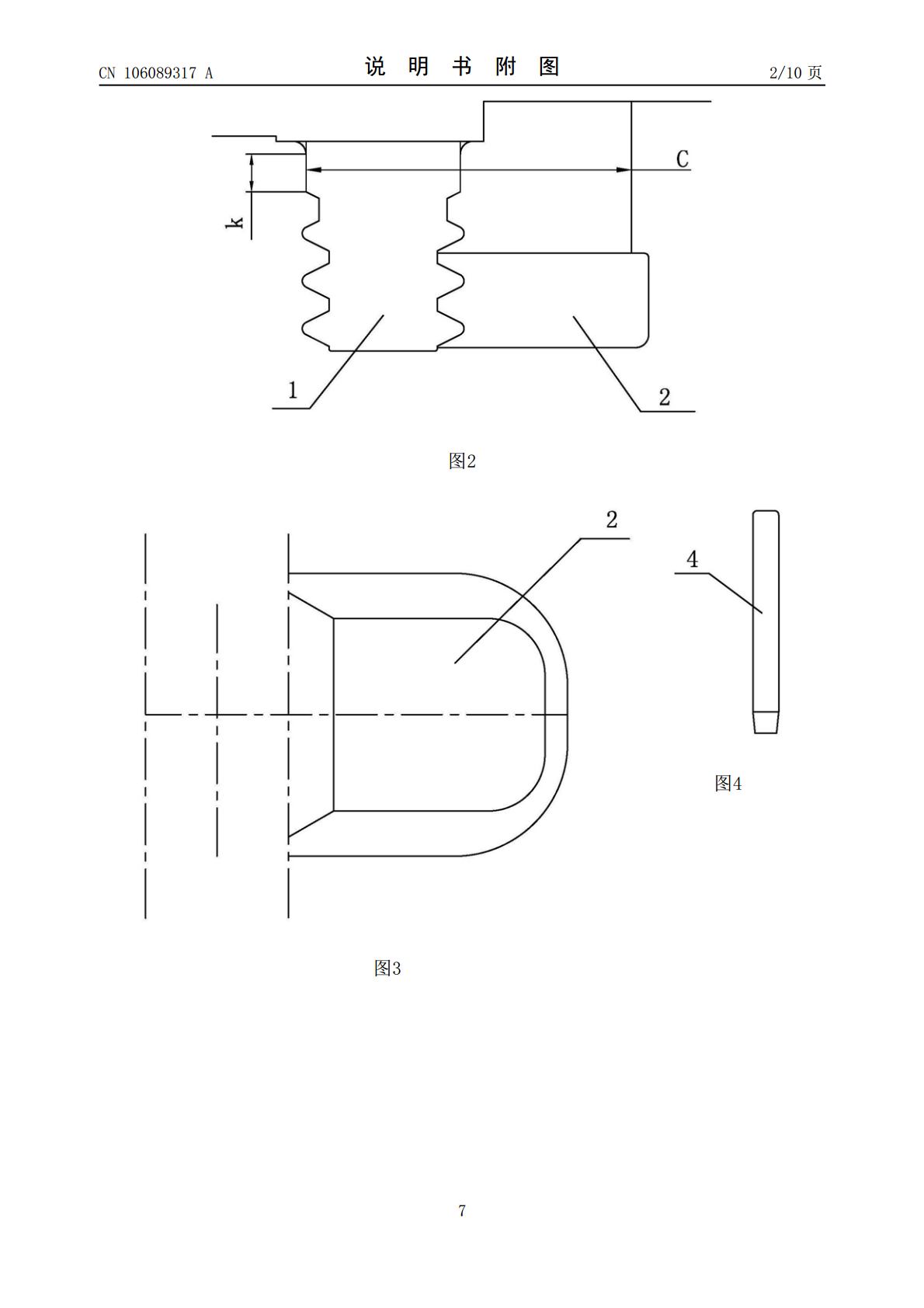
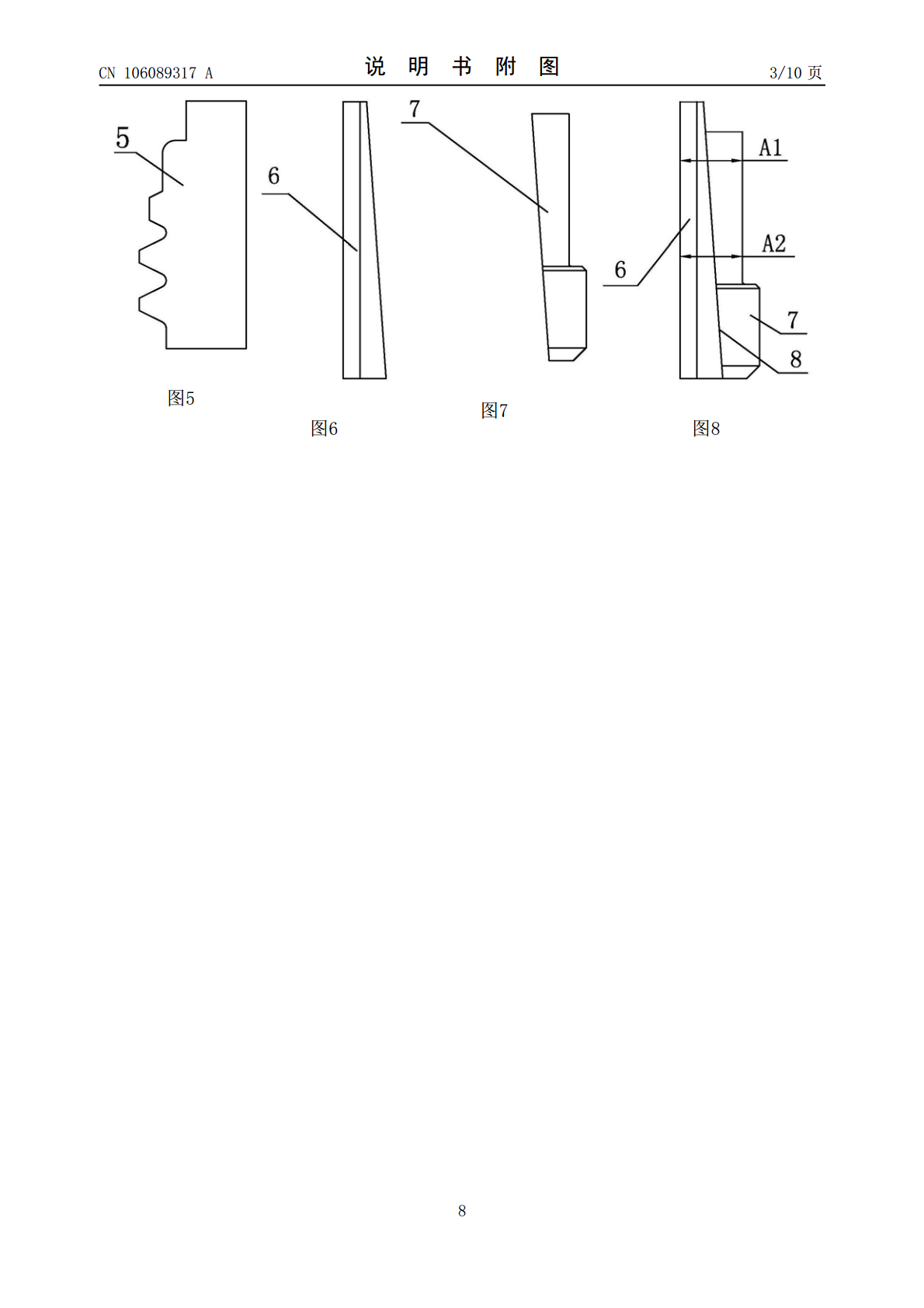
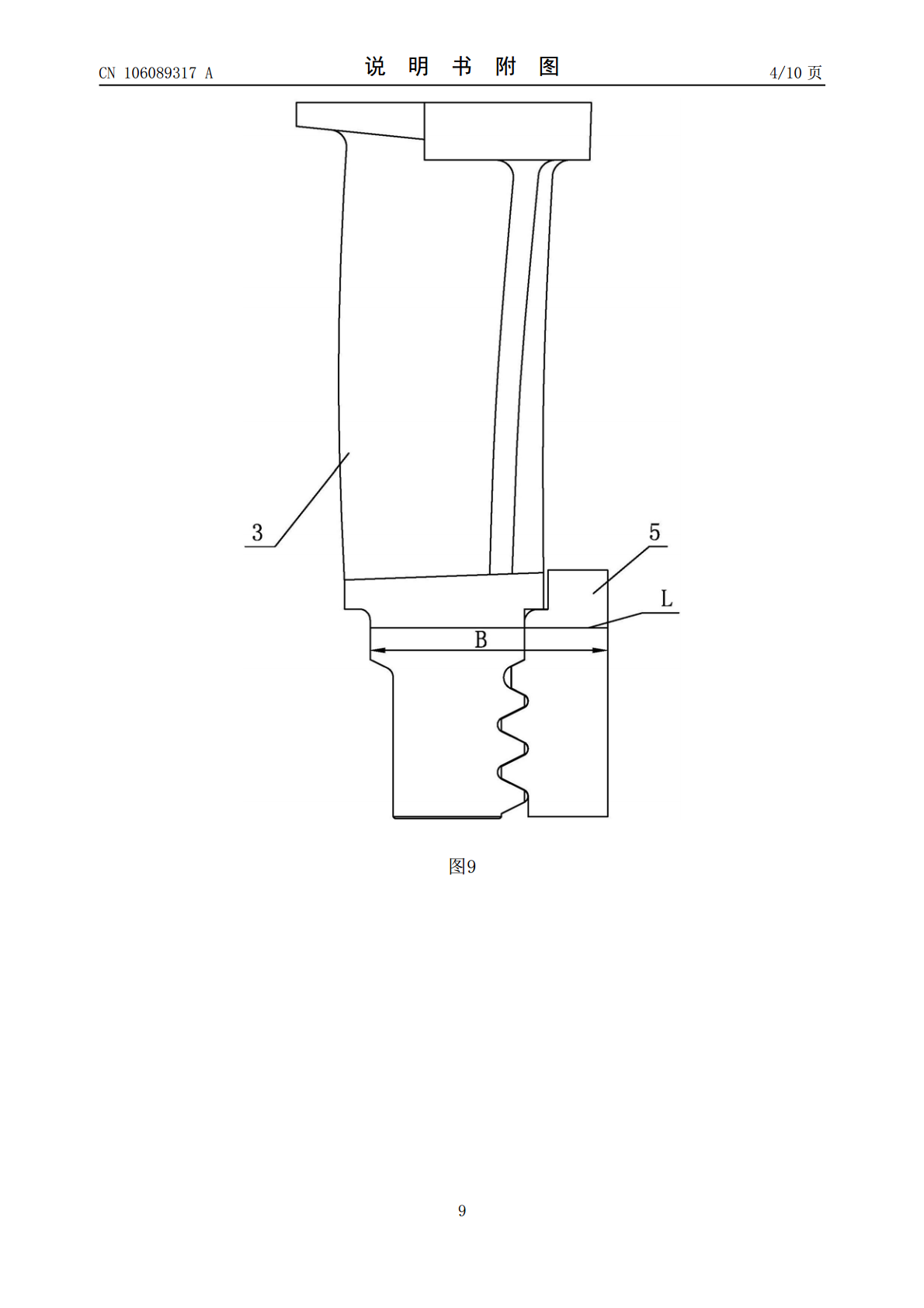
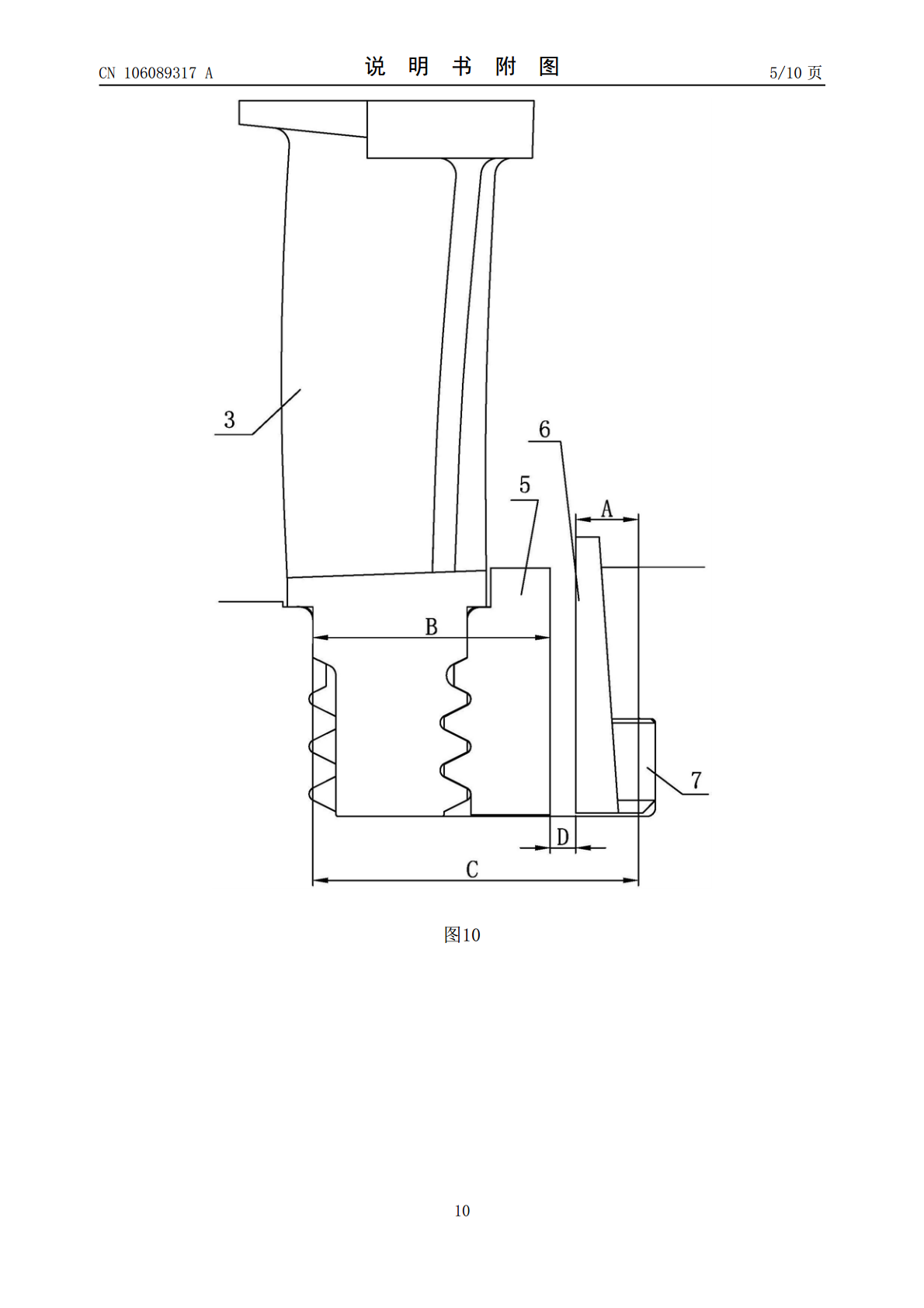
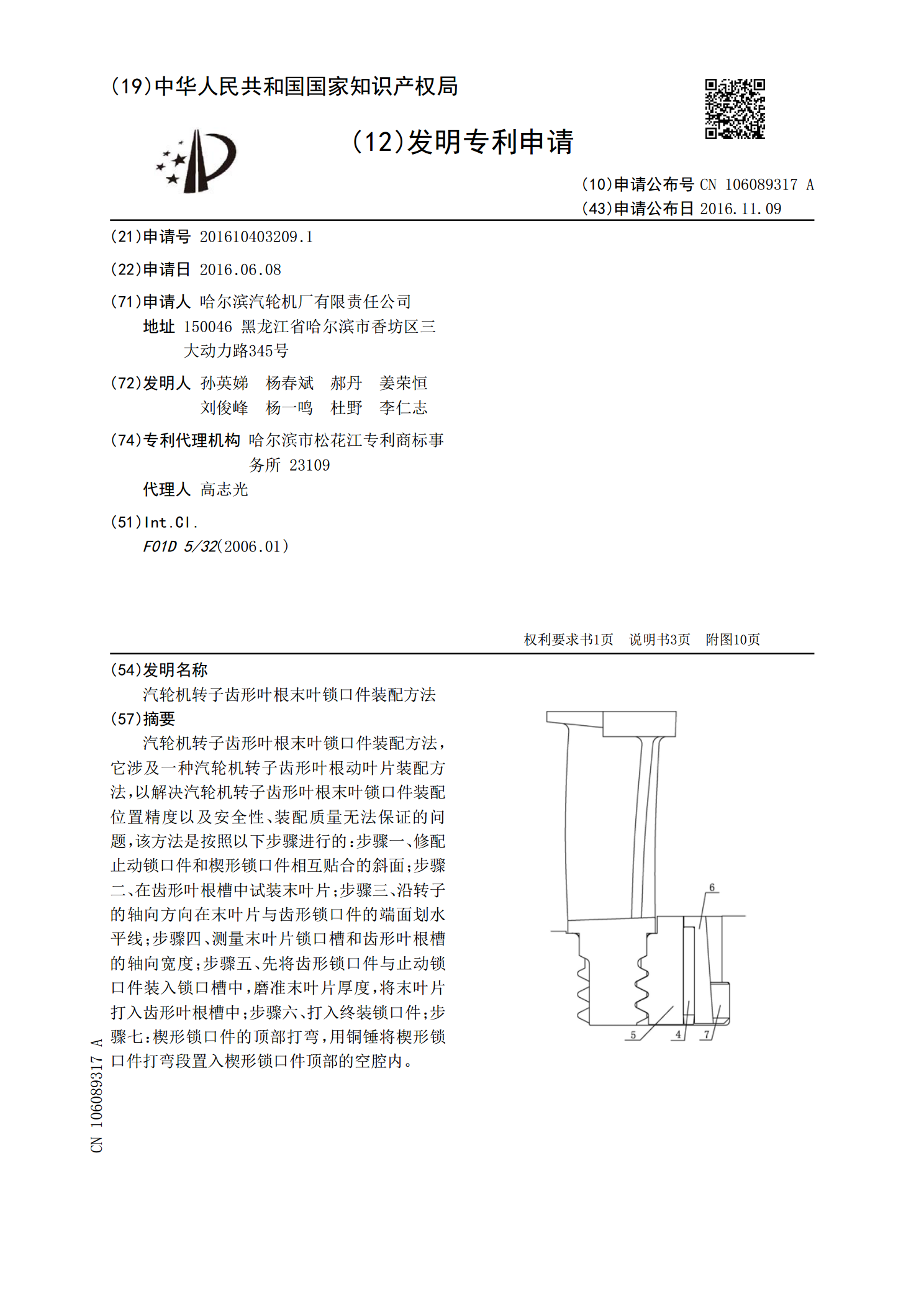
汽轮机转子齿形叶根末叶锁口件装配方法,它涉及一种汽轮机转子齿形叶根动叶片装配方法,以解决汽轮机转子齿形叶根末叶锁口件装配位置精度以及安全性、装配质量无法保证的问题,该方法是按照以下步骤进行的:步骤一、修配止动锁口件和楔形锁口件相互贴合的斜面;步骤二、在齿形叶根槽中试装末叶片;步骤三、沿转子的轴向方向在末叶片与齿形锁口件的端面划水平线;步骤四、测量末叶片锁口槽和齿形叶根槽的轴向宽度;步骤五、先将齿形锁口件与止动锁口件装入锁口槽中,磨准末叶片厚度,将末叶片打入齿形叶根槽中;步骤六、打入终装锁口件;步骤七:楔形

一种汽轮机转子叶根动叶装配末叶片铆钉孔的加工方法.pdf
一种汽轮机转子叶根动叶装配末叶片铆钉孔的加工方法,涉及一种汽轮机转子叶根动叶装配末叶片铆钉孔的加工方法。本发明是为了解决汽轮机转子双倒梯型叶根动叶装配末叶片铆钉孔直线度低的技术问题。本发明:一、铆钉孔位置划线;二、钻底孔;三、钻通末叶片叶根底孔;四、叶根叶轮同钻通底孔;五、检查确认底孔直线度;六、扩、铰铆钉孔。本发明能保证汽轮机转子双倒梯型叶根动叶装配末叶片铆钉孔加工直线精度达到0.02mm/100mm,保证汽轮机转子双倒梯型叶根动叶装配末叶片铆钉孔加工型位精度,提高产品加工质量,保证机组安全运行,操作方
一种带螺纹的转子末叶锁口加工方法.pdf
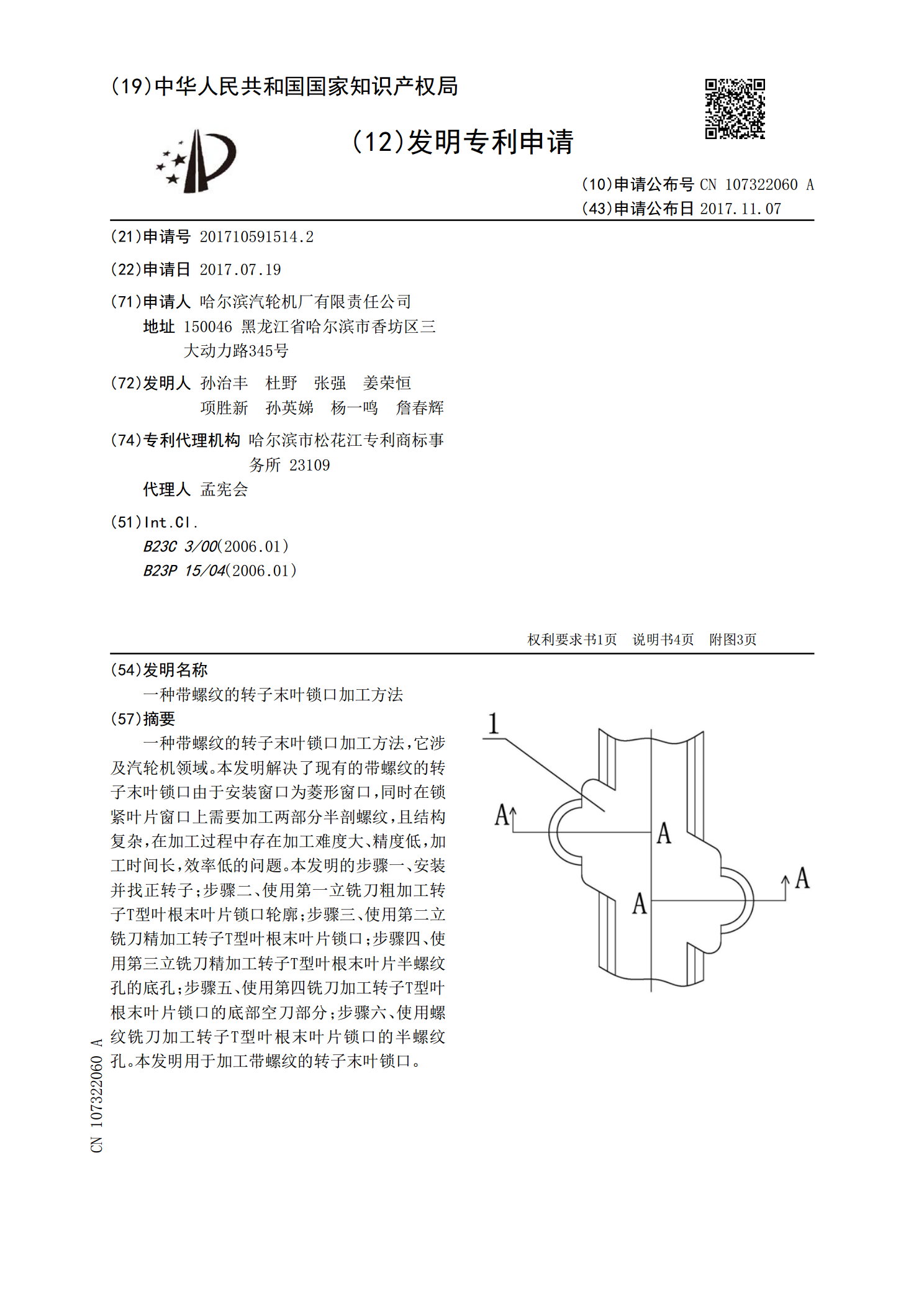
一种带螺纹的转子末叶锁口加工方法,它涉及汽轮机领域。本发明解决了现有的带螺纹的转子末叶锁口由于安装窗口为菱形窗口,同时在锁紧叶片窗口上需要加工两部分半剖螺纹,且结构复杂,在加工过程中存在加工难度大、精度低,加工时间长,效率低的问题。本发明的步骤一、安装并找正转子;步骤二、使用第一立铣刀粗加工转子T型叶根末叶片锁口轮廓;步骤三、使用第二立铣刀精加工转子T型叶根末叶片锁口;步骤四、使用第三立铣刀精加工转子T型叶根末叶片半螺纹孔的底孔;步骤五、使用第四铣刀加工转子T型叶根末叶片锁口的底部空刀部分;步骤六、使用螺

汽轮机转子动叶片倒T型、双倒T型叶根装配方法.docx
汽轮机转子动叶片倒T型、双倒T型叶根装配方法汽轮机是一种使用蒸汽驱动的能量转换机械设备,其轮毂是由叶片构成的。叶片的质量和结构对汽轮机的运行性能、稳定性和寿命等都有着至关重要的影响。为了提高汽轮机的运行效率和使用寿命,研究人员一直在探索如何优化叶片的设计和安装方法。其中,汽轮机转子动叶片倒T型、双倒T型叶根装配方法得到了广泛应用。一、倒T型叶根装配方法在传统的叶根装配方法中,叶根通常采用弯曲形状或直形状。随着技术的不断发展,倒T型叶根装配方法逐渐被应用到汽轮机叶片的设计中。相比传统的叶根形状,倒T型叶根具

汽轮机叶片菱形叶根首、末叶锁紧槽加工刀具及加工方法.pdf
本发明涉及汽轮机锁紧槽加工刀具及加工方法,具体涉及汽轮机叶片菱形叶根首、末叶锁紧槽加工刀具及加工方法。本发明为了解决现有汽轮机叶片菱形叶根首、末叶锁紧槽采用电火花加工成本高、效率低,且加工后的表面粗糙度低,无法修磨的问题。本发明所述刀具包括刀柄和刀头,刀头的外侧壁上均布设有四个刀齿,刀头的一端与刀柄的一端固接成一体。本发明用于加工汽轮机叶片菱形叶根首、末叶锁紧槽。