
一种涡轮铸件浇口切割装置的夹持机构.pdf

小琛****82


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种涡轮铸件浇口切割装置的夹持机构.pdf
本发明涉及一种涡轮铸件浇口切割装置的夹持机构,包括底座,所述底座的两端分别安装支架板,两支架板之间固接连接板,连接板的底面与底座固接;在连接板上安装气缸,气缸的活塞杆与锥台形滑块固接;在锥台形滑块上滑动连接三爪机构,所述三爪机构包括位置互成120°、以及分别与侧壁内壁面的台阶销钉连接的三个爪臂,三个爪臂相互之间连接复位弹簧,三个爪臂的第一端分别连接滑轮,三个爪臂的第二端穿过侧壁内壁面上的台阶及外壁面,在侧壁的外壁面上于三个爪臂的第二端之间设置有安装涡轮铸件轮毂的环面凸台,所述凸台带有安装涡轮铸件轮毂的安装

涡轮铸件浇口的切割装置.pdf
本发明涉及一种涡轮铸件浇口的切割装置,包括工作台,于工作台上装置第一底座及第二底座,所述第一底座上装置第一伺服滑台,第一伺服滑台的一端连接第一伺服电机的输出轴,在第一伺服滑台上固接第一支撑平台,第一支撑平台上安装涡轮铸件的夹具机构;于所述第二底座上固接有第二伺服滑台,第二伺服滑台的一端连接第二伺服电机的输出轴,第二伺服滑台上装置第二支撑平台,于第二支撑平台上安装动力机构,所述动力机构的输出轴连接砂轮片。通过发明切割的涡轮,涡轮浇口的切割一次性完成,降低涡轮制造成本,每个涡轮的切割时间小于30秒,切割效率高

一种涡轮浇口切割装置.pdf
本发明提供一种涡轮浇口切割装置,能将浇口部从树形成形铸件上一次性切割开,既能保证切割精度,又大大减少了切割成本,提高了切割效率。包括工件挡板和进给机构,工件挡板通过传动装置与进给机构连接,工件挡板具有放置涡轮工件的工件放置腔,工件挡板的中心部位具有浇口放置孔,工件放置腔具有涡轮工件贴合面,用于与涡轮工件的轮体圆盘面贴合,浇口放置孔的孔径与涡轮工件浇口部的孔径相适配,工件挡板的右侧具有指向所述工件放置腔用于顶压涡轮工件的顶压装置;进给机构通过传动装置调节所述工件挡板,使位于工件挡板左侧的切割刀具的走刀方向与
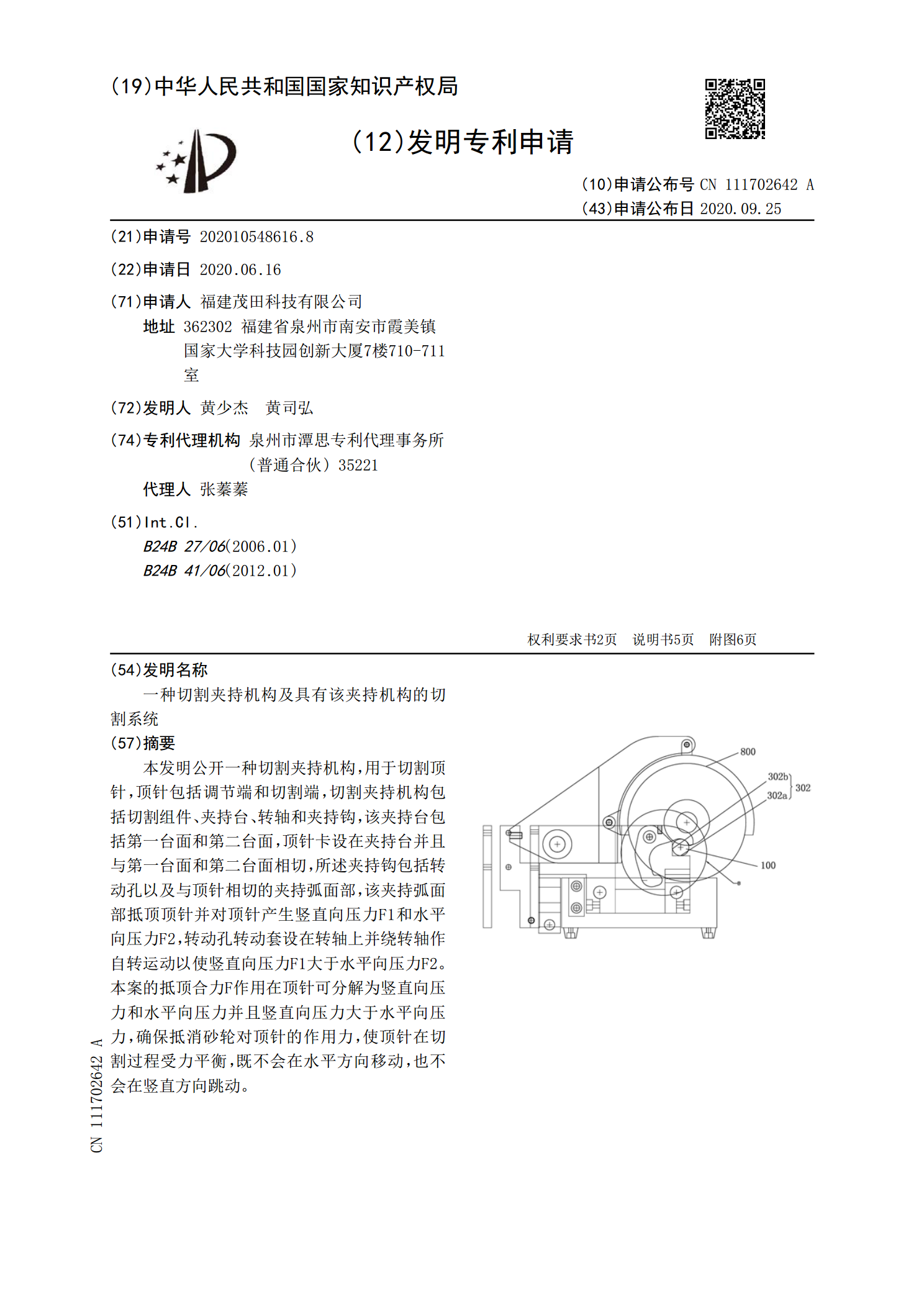
一种切割夹持机构及具有该夹持机构的切割系统.pdf
本发明公开一种切割夹持机构,用于切割顶针,顶针包括调节端和切割端,切割夹持机构包括切割组件、夹持台、转轴和夹持钩,该夹持台包括第一台面和第二台面,顶针卡设在夹持台并且与第一台面和第二台面相切,所述夹持钩包括转动孔以及与顶针相切的夹持弧面部,该夹持弧面部抵顶顶针并对顶针产生竖直向压力F1和水平向压力F2,转动孔转动套设在转轴上并绕转轴作自转运动以使竖直向压力F1大于水平向压力F2。本案的抵顶合力F作用在顶针可分解为竖直向压力和水平向压力并且竖直向压力大于水平向压力,确保抵消砂轮对顶针的作用力,使顶针在切割过
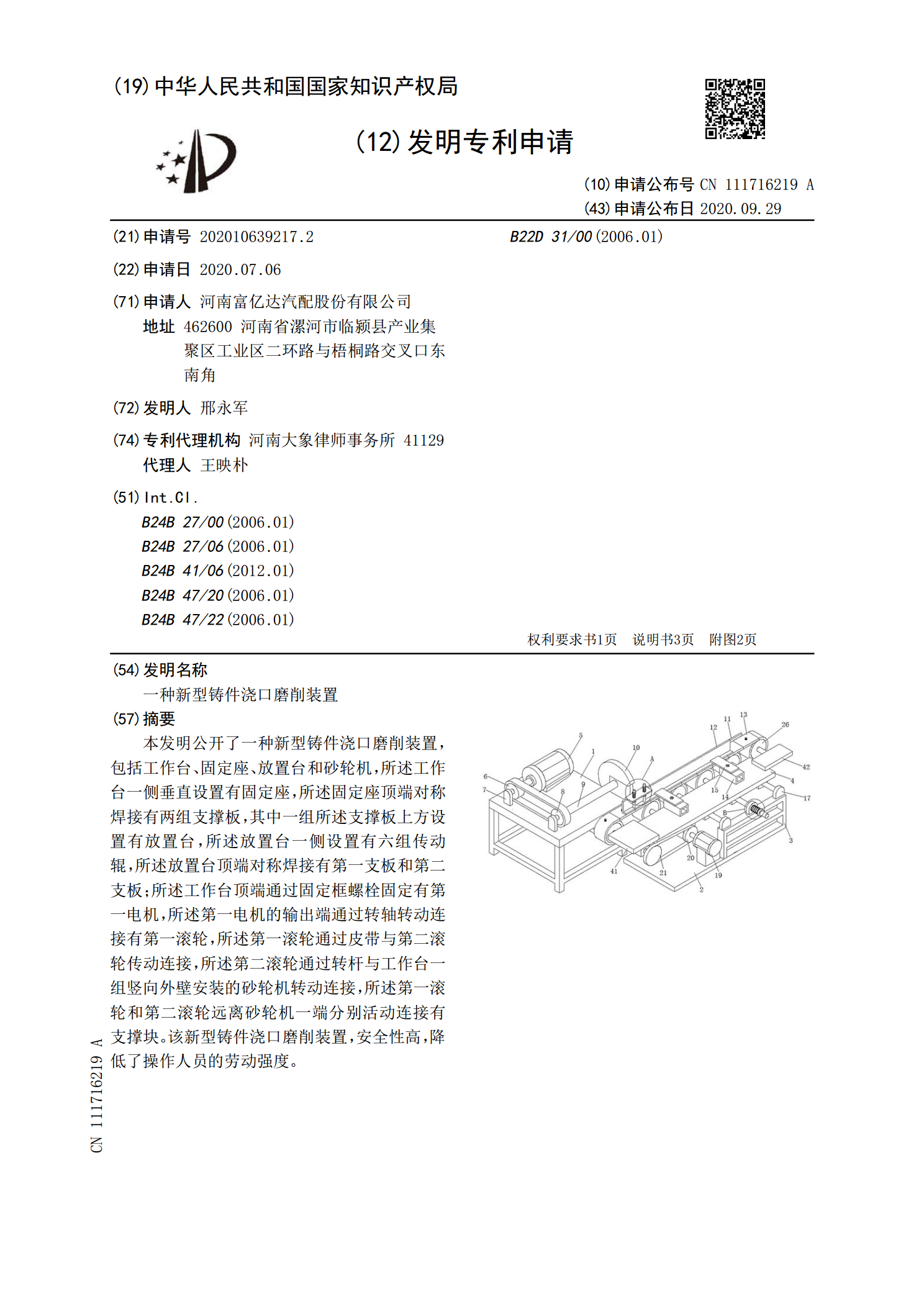
一种新型铸件浇口磨削装置.pdf
本发明公开了一种新型铸件浇口磨削装置,包括工作台、固定座、放置台和砂轮机,所述工作台一侧垂直设置有固定座,所述固定座顶端对称焊接有两组支撑板,其中一组所述支撑板上方设置有放置台,所述放置台一侧设置有六组传动辊,所述放置台顶端对称焊接有第一支板和第二支板;所述工作台顶端通过固定框螺栓固定有第一电机,所述第一电机的输出端通过转轴转动连接有第一滚轮,所述第一滚轮通过皮带与第二滚轮传动连接,所述第二滚轮通过转杆与工作台一组竖向外壁安装的砂轮机转动连接,所述第一滚轮和第二滚轮远离砂轮机一端分别活动连接有支撑块。该新