
一种汽车被动螺旋锥齿轮精密锻造方法.pdf

书生****ma


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车被动螺旋锥齿轮精密锻造方法.pdf
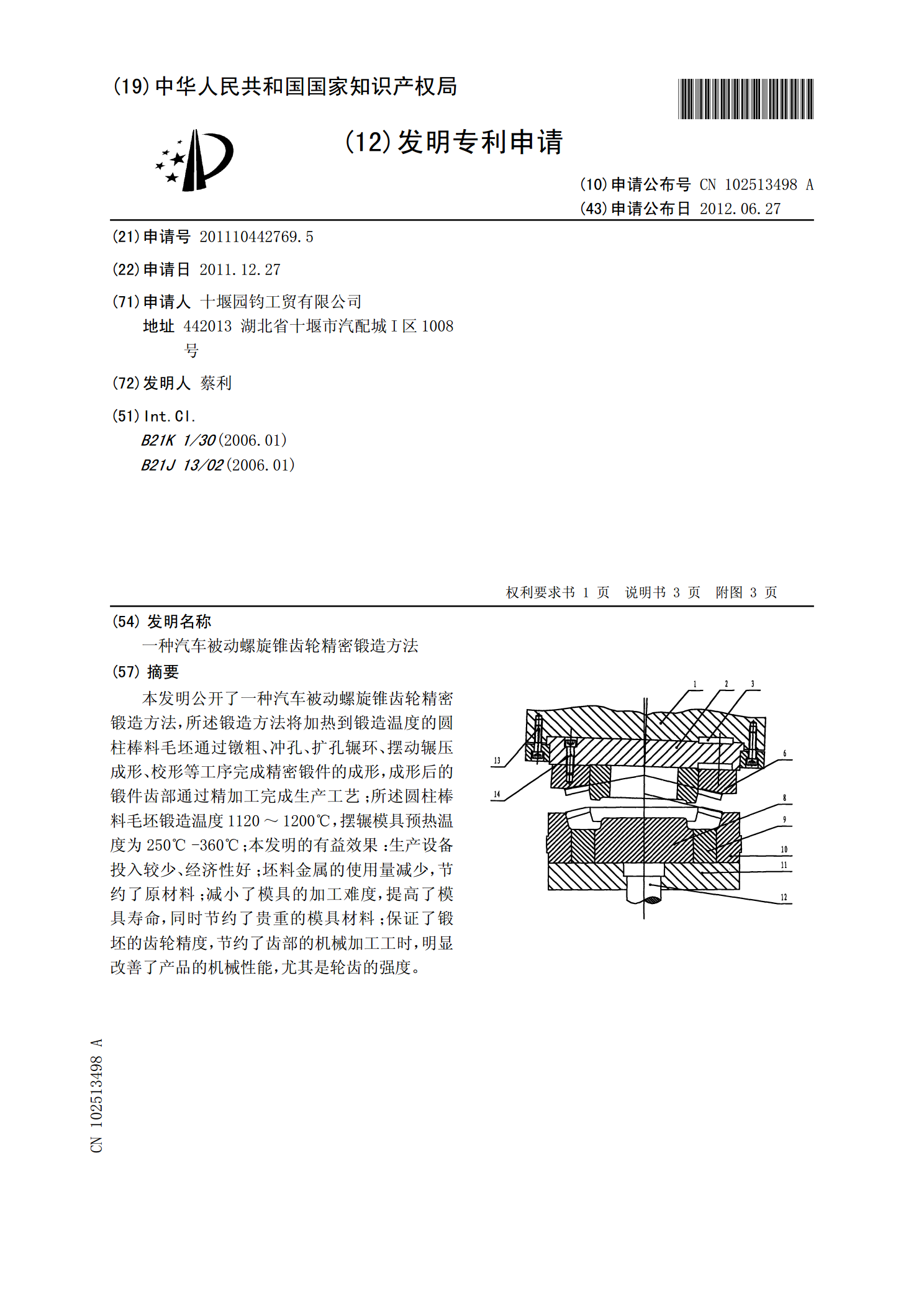
本发明公开了一种汽车被动螺旋锥齿轮精密锻造方法,所述锻造方法将加热到锻造温度的圆柱棒料毛坯通过镦粗、冲孔、扩孔辗环、摆动辗压成形、校形等工序完成精密锻件的成形,成形后的锻件齿部通过精加工完成生产工艺;所述圆柱棒料毛坯锻造温度1120~1200℃,摆辗模具预热温度为250℃-360℃;本发明的有益效果:生产设备投入较少、经济性好;坯料金属的使用量减少,节约了原材料;减小了模具的加工难度,提高了模具寿命,同时节约了贵重的模具材料;保证了锻坯的齿轮精度,节约了齿部的机械加工工时,明显改善了产品的机械性能,尤其是
一种螺旋锥齿轮被动齿轮起吊夹具.pdf
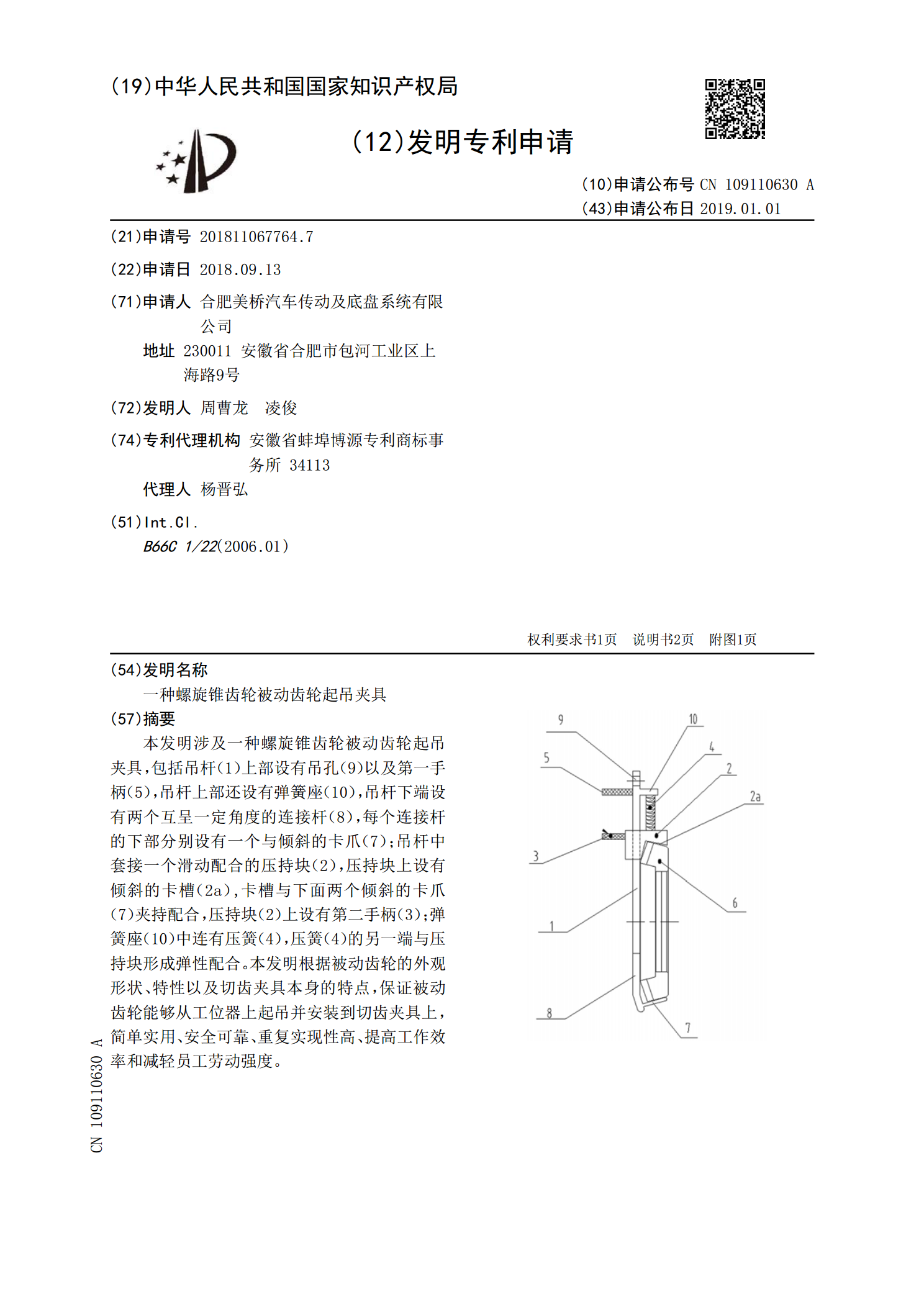
本发明涉及一种螺旋锥齿轮被动齿轮起吊夹具,包括吊杆(1)上部设有吊孔(9)以及第一手柄(5),吊杆上部还设有弹簧座(10),吊杆下端设有两个互呈一定角度的连接杆(8),每个连接杆的下部分别设有一个与倾斜的卡爪(7);吊杆中套接一个滑动配合的压持块(2),压持块上设有倾斜的卡槽(2a),卡槽与下面两个倾斜的卡爪(7)夹持配合,压持块(2)上设有第二手柄(3);弹簧座(10)中连有压簧(4),压簧(4)的另一端与压持块形成弹性配合。本发明根据被动齿轮的外观形状、特性以及切齿夹具本身的特点,保证被动齿轮能够从工
一种车桥主被动锥齿轮锻造工艺.pdf
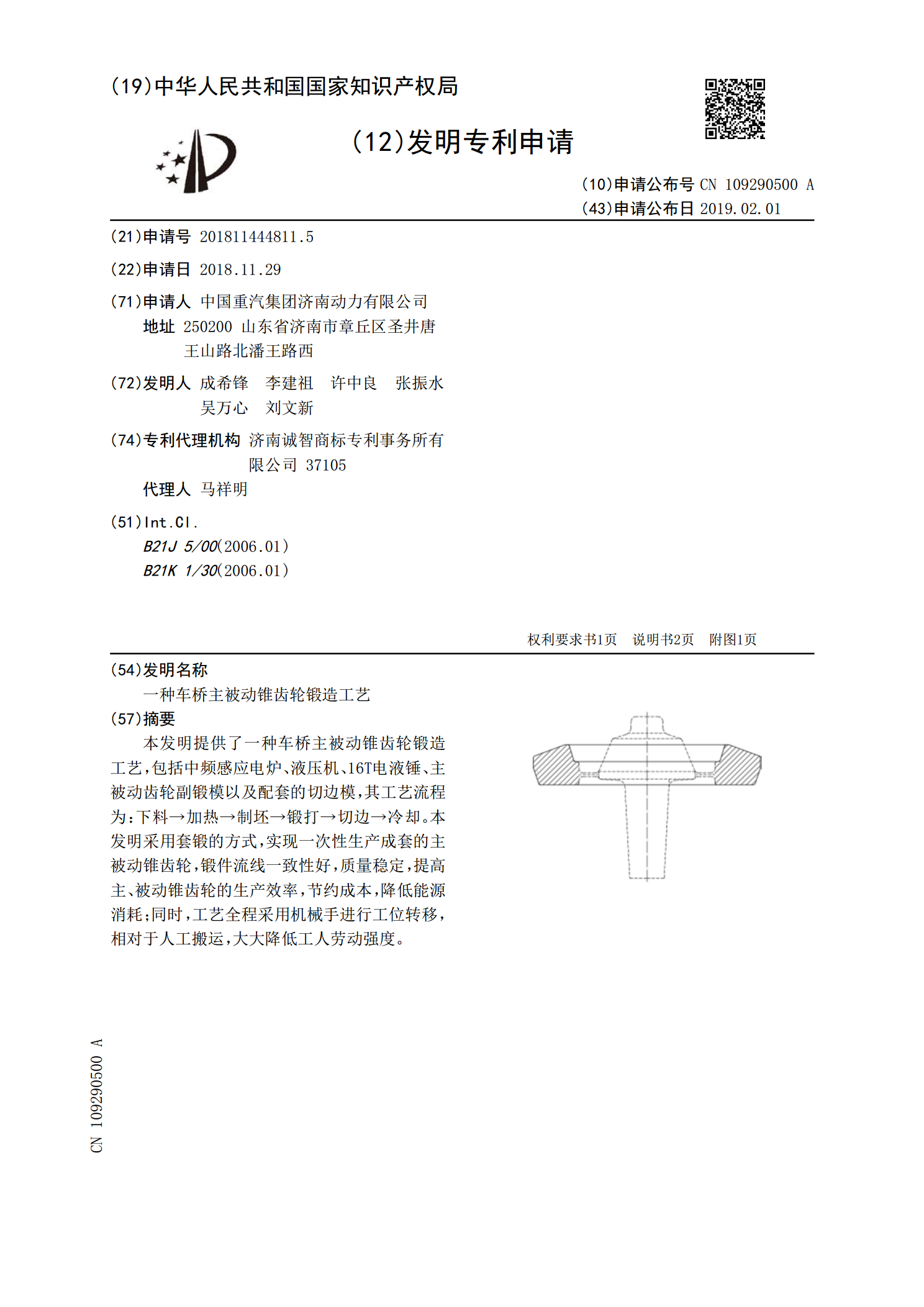
本发明提供了一种车桥主被动锥齿轮锻造工艺,包括中频感应电炉、液压机、16T电液锤、主被动齿轮副锻模以及配套的切边模,其工艺流程为:下料→加热→制坯→锻打→切边→冷却。本发明采用套锻的方式,实现一次性生产成套的主被动锥齿轮,锻件流线一致性好,质量稳定,提高主、被动锥齿轮的生产效率,节约成本,降低能源消耗;同时,工艺全程采用机械手进行工位转移,相对于人工搬运,大大降低工人劳动强度。
汽车齿轮精密锻造技术.doc
汽车齿轮旳精密铸造技术江苏森威精锻有限企业徐祥龙李明明摘要本文简介了精密铸导致形在汽车齿轮制造中旳应用,总结了多种齿形精密铸造旳关键技术,尤其提到分流铸造在齿形成形方面旳应用。序言齿轮精密铸导致形是一种优质、高效、低消耗旳先进制造技术,被广泛地用于汽车齿形零件旳大批量生产中。伴随精密铸造工艺和精密模具制造技术旳进步,汽车齿轮和齿形类零件旳生产已越来越多地采用精密铸导致形。目前国外一台一般轿车采用旳精锻件总质量已抵达(40—45)Kg,其中齿形类零件总质量达10Kg以上。精锻成形旳齿轮单件质量可达1Kg以上

汽车齿轮精密锻造技术.pdf
汽车齿轮的精密锻造技术江苏森威精锻有限公司徐祥龙李明明摘要本文介绍了精密锻造成形在汽车齿轮制造中的应用,总结了各种齿形精密锻造的关键技术,特别提到分流锻造在齿形成形方面的应用。前言齿轮精密锻造成形是一种优质、高效、低消耗的先进制造技术,被广泛地用于汽车齿形零件的大批量生产中。随着精密锻造工艺和精密模具制造技术的进步,汽车齿轮和齿形类零件的生产已越来越多地采用精密锻造成形。当前国外一台普通轿车采用的精锻件总质量已达到(40—45)Kg,其中齿形类零件总质量达10Kg以上。精锻成形的齿轮单件质量可达1Kg以上