
一种筒形组合砂轮及及其加工方法.pdf

灵波****ng


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种筒形组合砂轮及及其加工方法.pdf
一种筒形组合砂轮,由刀头(1)及基体(2)通过螺纹联接组合而成,其中刀头(2)由刀杆(21)及附着在刀杆(22)上部的砂轮环组成。本发明由于刀头(1)及基体(2)可分开加工,基体(1)可作为标准件备货,便于生产组织,刀头以磨轮环为基准进行后修整,降低加工难度提高了工作效率。
一种用于超声加工的组合砂轮及其设计方法.pdf
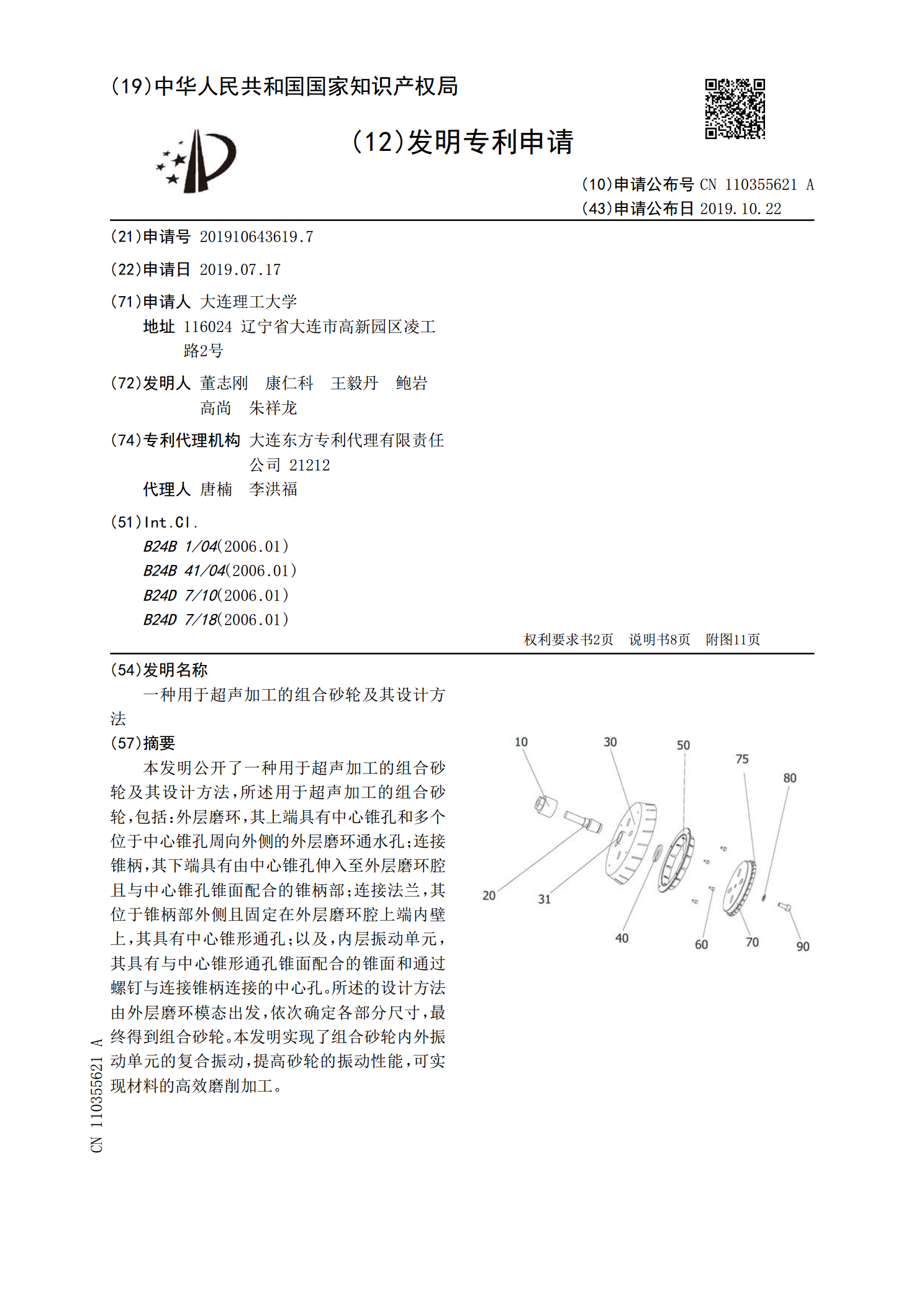
本发明公开了一种用于超声加工的组合砂轮及其设计方法,所述用于超声加工的组合砂轮,包括:外层磨环,其上端具有中心锥孔和多个位于中心锥孔周向外侧的外层磨环通水孔;连接锥柄,其下端具有由中心锥孔伸入至外层磨环腔且与中心锥孔锥面配合的锥柄部;连接法兰,其位于锥柄部外侧且固定在外层磨环腔上端内壁上,其具有中心锥形通孔;以及,内层振动单元,其具有与中心锥形通孔锥面配合的锥面和通过螺钉与连接锥柄连接的中心孔。所述的设计方法由外层磨环模态出发,依次确定各部分尺寸,最终得到组合砂轮。本发明实现了组合砂轮内外振动单元的复合振

一种鼓筒及其加工方法.pdf
本发明涉及一种鼓筒加工方法,其特征在于:包括如下步骤;将纸管切割分段形成鼓筒本体;将鼓筒本体进行烘干处理,得到含水率为零的鼓筒本体;将含水率为零的鼓筒本体置于环氧树脂液体中浸泡,得到渗入环氧树脂的鼓筒本体;将渗入环氧树脂的鼓筒本体进行烘烤,得到鼓筒。本发明用纸管制作鼓筒的方法与传统利用木材制作鼓筒的方法相比,材料环保可回收且成本低,加工工序简单易于实现工业化。

一种重负荷砂轮及其加工方法.pdf
本发明属于机械加工技术领域,具体涉及一种重负荷砂轮,并进一步公开了其加工方法。所述重负荷砂轮分为由不同原料制备而成的内层部分及外层部分,本发明通过精心筛选两部分的原料及配比,两种粒度砂结合Φ450以内为细粒度砂压制,可有效增强其强度。同时优选所述内层部分以C120#粒度砂为原料,细粒度砂与树脂胶结合后的回转强度要高于粗号粒度砂强度20%以上,并且该Φ450以内为非工作面,Φ450以外的部分为外层部分工作面,用来磨削钢板或圆钢毛坯。因此,本发明所述重负荷砂轮具有不易破碎、且磨削效率较高的优势。
一种耐磨砂轮及其加工方法.pdf
本发明公开了一种耐磨砂轮及其加工方法,具体包括以下步骤:(1)按照重量份称取原料:磨料100‑120份,金刚石10‑14份,糊精1‑3份,结合剂14‑16份,湿润剂4‑6份;(2)将所有原料进行过筛;(3)将混合粉末放入成型模具箱套模内,震动后用刮平板刮平原料;(4)将压板缓慢放入套模内,进行加压;(5)在硬化炉内硬化;(6)加工完成后对砂轮进行检验,合格之后包装。通过本发明对砂轮进行加工,首先对砂轮原料进行过筛,可以防止原料中混入杂质,通过对砂轮进行过震后加压成型,使得砂轮的内部组织更均匀,进一步提高了