
一种大型拖缆机用双刹车轮缘内置的滚筒及其制造方法.pdf

一只****呀9


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种大型拖缆机用双刹车轮缘内置的滚筒及其制造方法.pdf
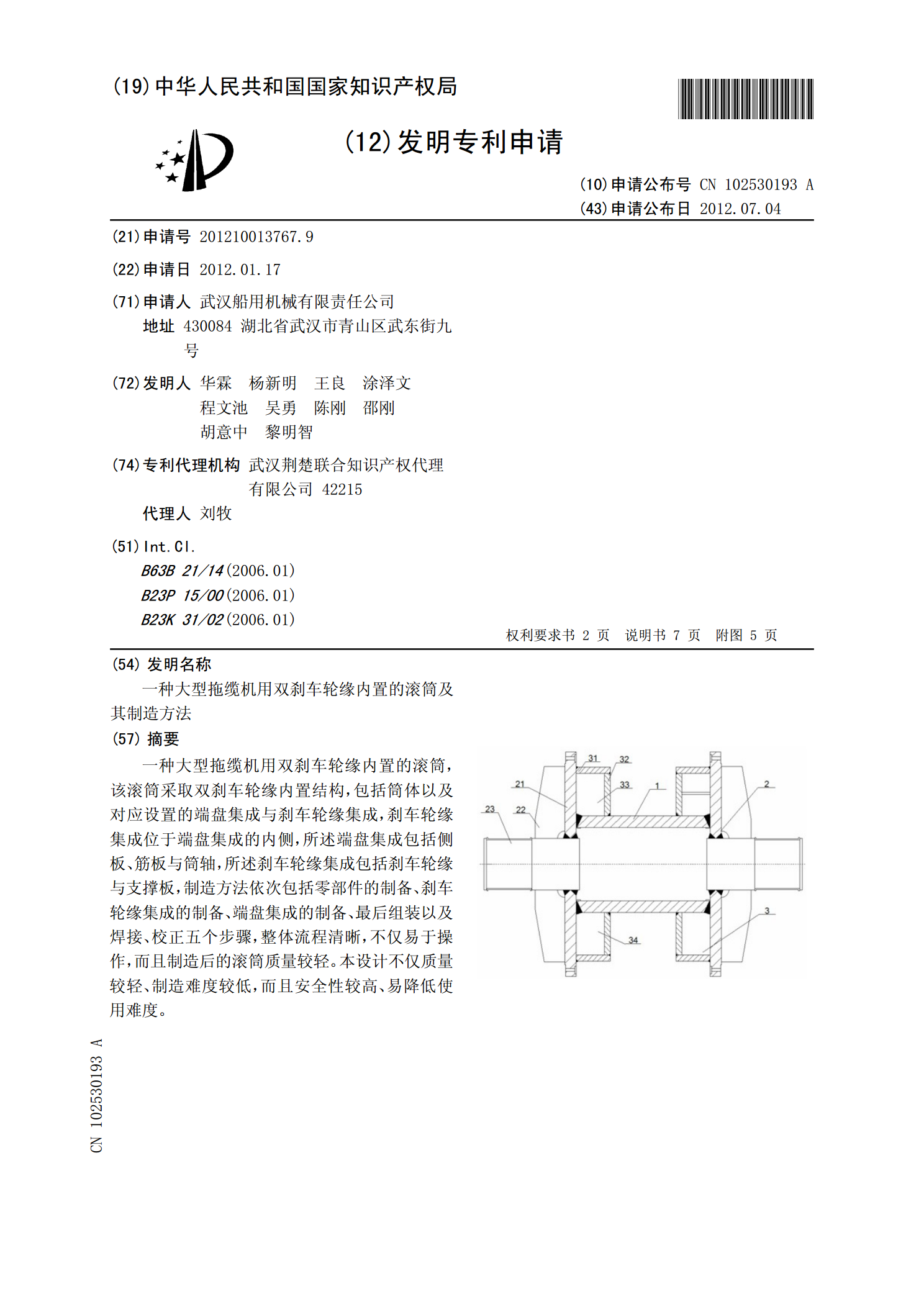
一种大型拖缆机用双刹车轮缘内置的滚筒,该滚筒采取双刹车轮缘内置结构,包括筒体以及对应设置的端盘集成与刹车轮缘集成,刹车轮缘集成位于端盘集成的内侧,所述端盘集成包括侧板、筋板与筒轴,所述刹车轮缘集成包括刹车轮缘与支撑板,制造方法依次包括零部件的制备、刹车轮缘集成的制备、端盘集成的制备、最后组装以及焊接、校正五个步骤,整体流程清晰,不仅易于操作,而且制造后的滚筒质量较轻。本设计不仅质量较轻、制造难度较低,而且安全性较高、易降低使用难度。
一种拖缆机滚筒.pdf
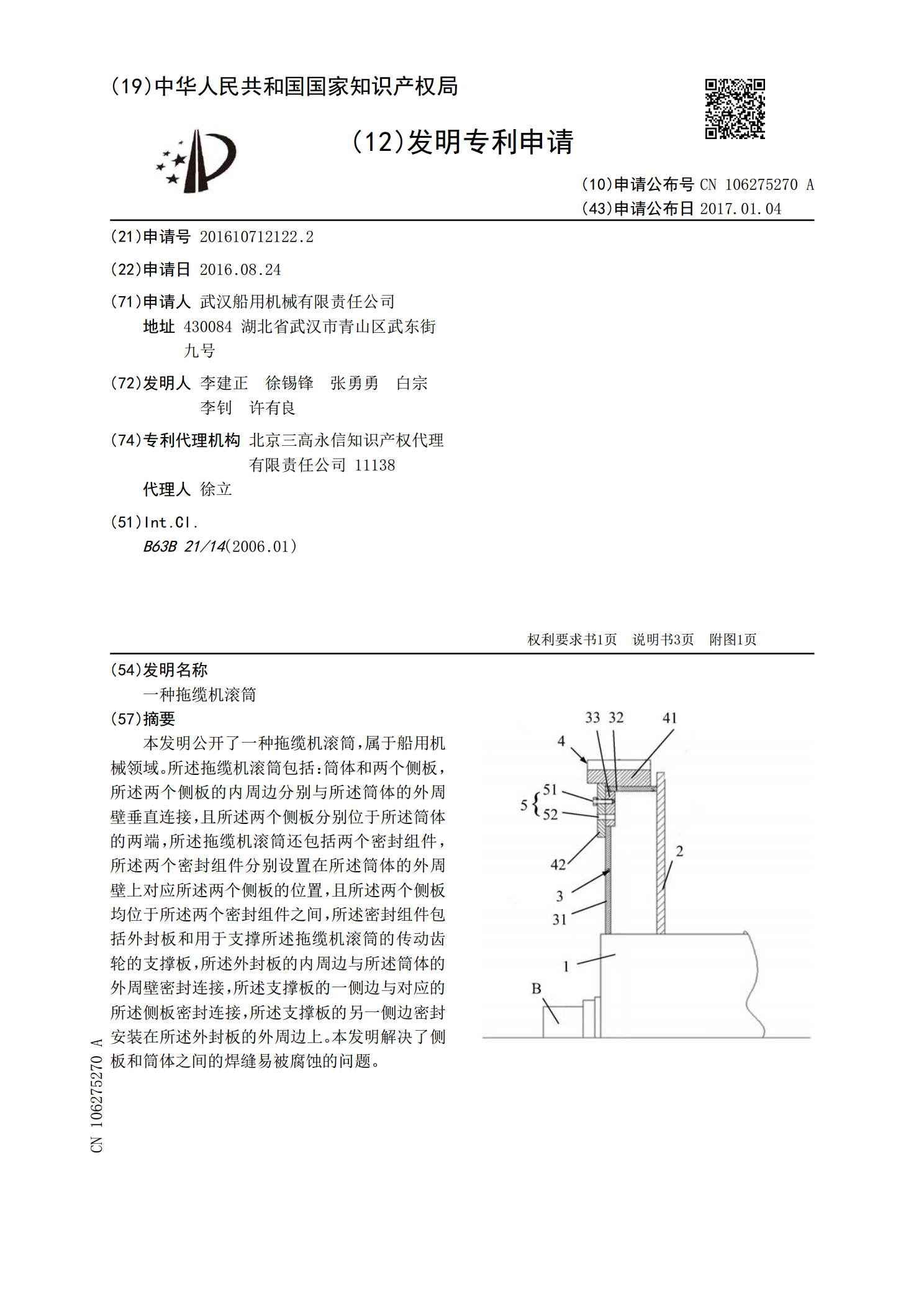
本发明公开了一种拖缆机滚筒,属于船用机械领域。所述拖缆机滚筒包括:筒体和两个侧板,所述两个侧板的内周边分别与所述筒体的外周壁垂直连接,且所述两个侧板分别位于所述筒体的两端,所述拖缆机滚筒还包括两个密封组件,所述两个密封组件分别设置在所述筒体的外周壁上对应所述两个侧板的位置,且所述两个侧板均位于所述两个密封组件之间,所述密封组件包括外封板和用于支撑所述拖缆机滚筒的传动齿轮的支撑板,所述外封板的内周边与所述筒体的外周壁密封连接,所述支撑板的一侧边与对应的所述侧板密封连接,所述支撑板的另一侧边密封安装在所述外封
一种拖缆机刹车装置的试验工装.pdf
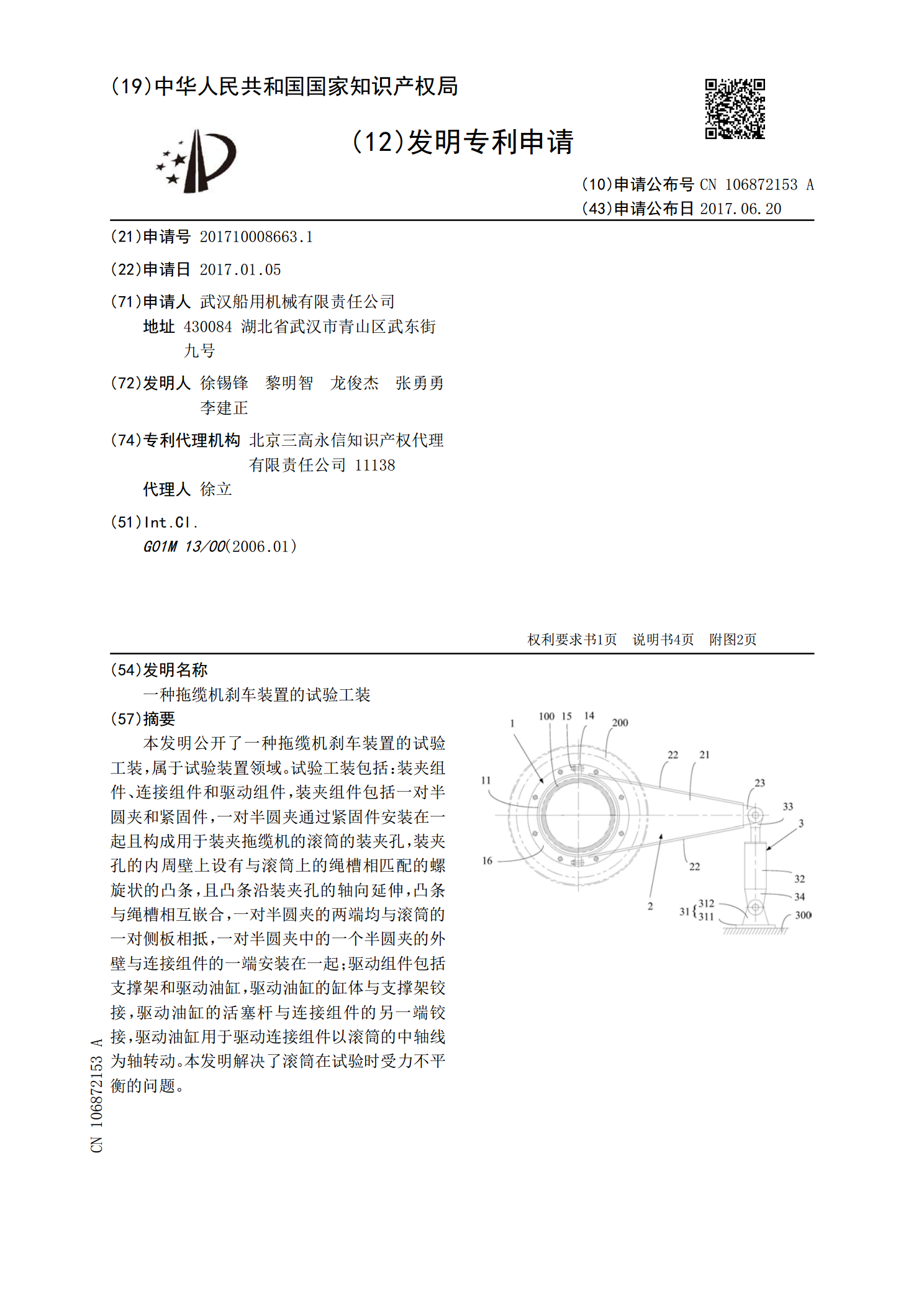
本发明公开了一种拖缆机刹车装置的试验工装,属于试验装置领域。试验工装包括:装夹组件、连接组件和驱动组件,装夹组件包括一对半圆夹和紧固件,一对半圆夹通过紧固件安装在一起且构成用于装夹拖缆机的滚筒的装夹孔,装夹孔的内周壁上设有与滚筒上的绳槽相匹配的螺旋状的凸条,且凸条沿装夹孔的轴向延伸,凸条与绳槽相互嵌合,一对半圆夹的两端均与滚筒的一对侧板相抵,一对半圆夹中的一个半圆夹的外壁与连接组件的一端安装在一起;驱动组件包括支撑架和驱动油缸,驱动油缸的缸体与支撑架铰接,驱动油缸的活塞杆与连接组件的另一端铰接,驱动油缸用

混凝土搅拌机滚筒及其制造方法.pdf
本发明公开了一种混凝土搅拌机滚筒及其制造方法,所述混凝土搅拌机滚筒包括主筒,主筒的一端固定连接有前锥筒,主筒的另一端固定连接有后锥筒,主筒筒壁向外凸起形成托轮轨道,主筒为旋压成型主筒,前锥筒为旋压成型前锥筒,后锥筒为旋压成型后锥筒。滚筒的制造方法,包括将各坯料送入旋压机进行旋压,分别旋制成型主筒、前锥筒和后锥筒,之后将前锥筒和后锥筒套装并焊接在主筒上。托轮轨道为主筒筒壁向外凸起形成的托轮轨道,简化了制造工艺,托轮轨道在滚筒上的位置精度得到保证,托轮轨道与滚筒之间没有配合应力,滚筒不易发生形变;采用滚筒的各

一种大型割草机及其制造方法.pdf
本申请公开了一种大型割草机,包括切割台机体和集草搅拌装置,所述机体下方设有粗切轮,粗切轮通过粗切轮支臂和油缸连接切割台,切割台通过过桥与机体相连接,切割台底部设有输送带;所述机体底部设有连接杆,连接杆连接有连接板,所述集草搅拌装置,包括风机室和粉碎室,所述风机室内设有风机,所述粉碎室位于风机室的下方,粉碎室内设有粉碎桶,且粉碎桶内设有粉碎刀,粉碎刀上方设有电机,且电机驱动连接粉碎刀;发明将草料发酵成了简易的有机肥,而这种有机肥可以填埋在草坪的土壤内,通过发酵形成有机肥,从而使得草坪的土壤保持肥沃,减少了草