
螺栓加热镦粗成型工艺.pdf

fu****级甜


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

螺栓加热镦粗成型工艺.pdf
本发明公开了一种螺栓加热镦粗成型工艺,它包括如下步骤:固定原料螺栓、对原料螺栓的预镦粗成型部位加热、顶推变粗、取下半成品成型螺栓、通过固定回转滚轮与平移回转滚轮回转成型与取下成品成型螺栓。本发明的工艺不破坏材料纤维流向,提高产品质量;本发明的工艺生产效率比原传统的车床两顶针车削提高3倍左右,减轻工人劳动强度。本发明的工艺与现有工艺相比中,本发明的工艺显然可以选择直径更小的原料螺栓,这样可以节约生产成本。

螺栓镦粗成型方法.pdf
本发明公开了一种螺栓镦粗成型方法,它包括如下步骤:固定原料螺栓、对原料螺栓的预镦粗成型部位加热、顶推变粗、取下半成品成型螺栓、通过固定回转滚轮与平移回转滚轮回转成型与取下成品成型螺栓。本发明的工艺不破坏材料纤维流向,提高产品质量;本发明的工艺生产效率比原传统的车床两顶针车削提高3倍左右,减轻工人劳动强度。本发明的工艺与现有工艺相比中,本发明的工艺显然可以选择直径更小的原料螺栓,这样可以节约生产成本。
20Cr13镦粗加热装置及镦粗加热工艺.pdf
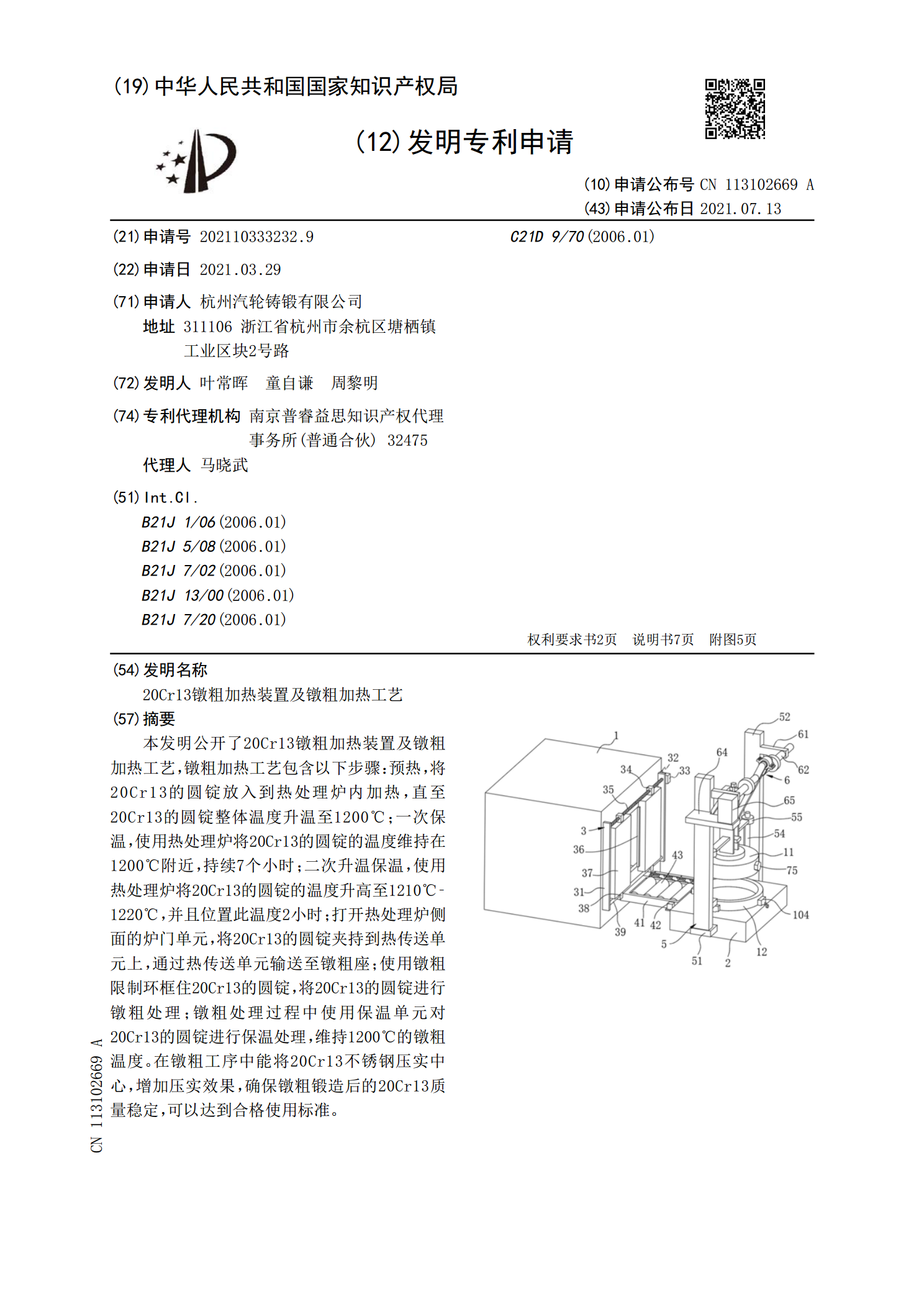
本发明公开了20Cr13镦粗加热装置及镦粗加热工艺,镦粗加热工艺包含以下步骤:预热,将20Cr13的圆锭放入到热处理炉内加热,直至20Cr13的圆锭整体温度升温至1200℃;一次保温,使用热处理炉将20Cr13的圆锭的温度维持在1200℃附近,持续7个小时;二次升温保温,使用热处理炉将20Cr13的圆锭的温度升高至1210℃‑1220℃,并且位置此温度2小时;打开热处理炉侧面的炉门单元,将20Cr13的圆锭夹持到热传送单元上,通过热传送单元输送至镦粗座;使用镦粗限制环框住20Cr13的圆锭,将20Cr13

一种网架螺栓的冷镦成型工艺.pdf
本发明所揭示的一种网架螺栓的冷镦成型工艺,包括步骤备料,原料改制,冷镦成型,铣槽,淬火,回火,发黑处理及后处理。本发明提供的一种网架螺栓的冷镦成型工艺,解决了高强度下螺栓的延迟断裂和疲劳断裂,使用过程中不易折断,连接可靠,提高了螺栓的使用寿命,能更加满足现今社会对钢网架螺栓球节点用高强度螺栓的使用需要。

轮胎螺栓镦缩工艺.docx
轮胎螺栓镦缩工艺轮胎螺栓镦缩工艺引言:轮胎螺栓是用于连接轮胎和车辆车轮的紧固件。它们的质量和性能对于保证车辆的安全和稳定性至关重要。在制造轮胎螺栓时,镦缩工艺是一种常用的工艺方法。本文将探讨轮胎螺栓镦缩工艺的作用、原理和影响因素,并对其在实际生产中的应用进行分析。一、轮胎螺栓镦缩工艺的作用轮胎螺栓镦缩工艺是一种通过压缩金属材料来增加轮胎螺栓直径的方法。它的主要作用如下:1.加强轮胎螺栓的连接力:轮胎螺栓连接轮胎和车轮,需要承受高强度和重要的连接力。镦缩工艺可以使轮胎螺栓的直径加大,从而增加连接面积和粘结力