
基于直线段逼近节点的数控系统轮廓误差控制方法.pdf

听云****君哇


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

基于直线段逼近节点的数控系统轮廓误差控制方法.pdf
本发明提供一种基于直线段逼近节点的数控系统轮廓误差控制方法,采用以下步骤:1)轮廓误差计算,2)轮廓误差补偿,其特征在于:步骤1)中,用直线段按等误差法逼近加工零件刀心轨迹指令曲线后,在零件数控直线插补加工的每个采样周期,根据当前实际刀位点和用直线段逼近刀心轨迹指令曲线时的逼近节点,计算当前实际刀位点到刀心轨迹指令曲线的最短距离,即轮廓误差;步骤2)中,将计算得到的轮廓误差与当前采样周期的跟随误差相叠加,将叠加结果送到数控系统PID位置控制器中计算位置控制量,并输出到伺服执行机构,实现轮廓误差补偿。本发明
一种基于CAN网络的多轴数控系统的轮廓误差控制方法.pdf
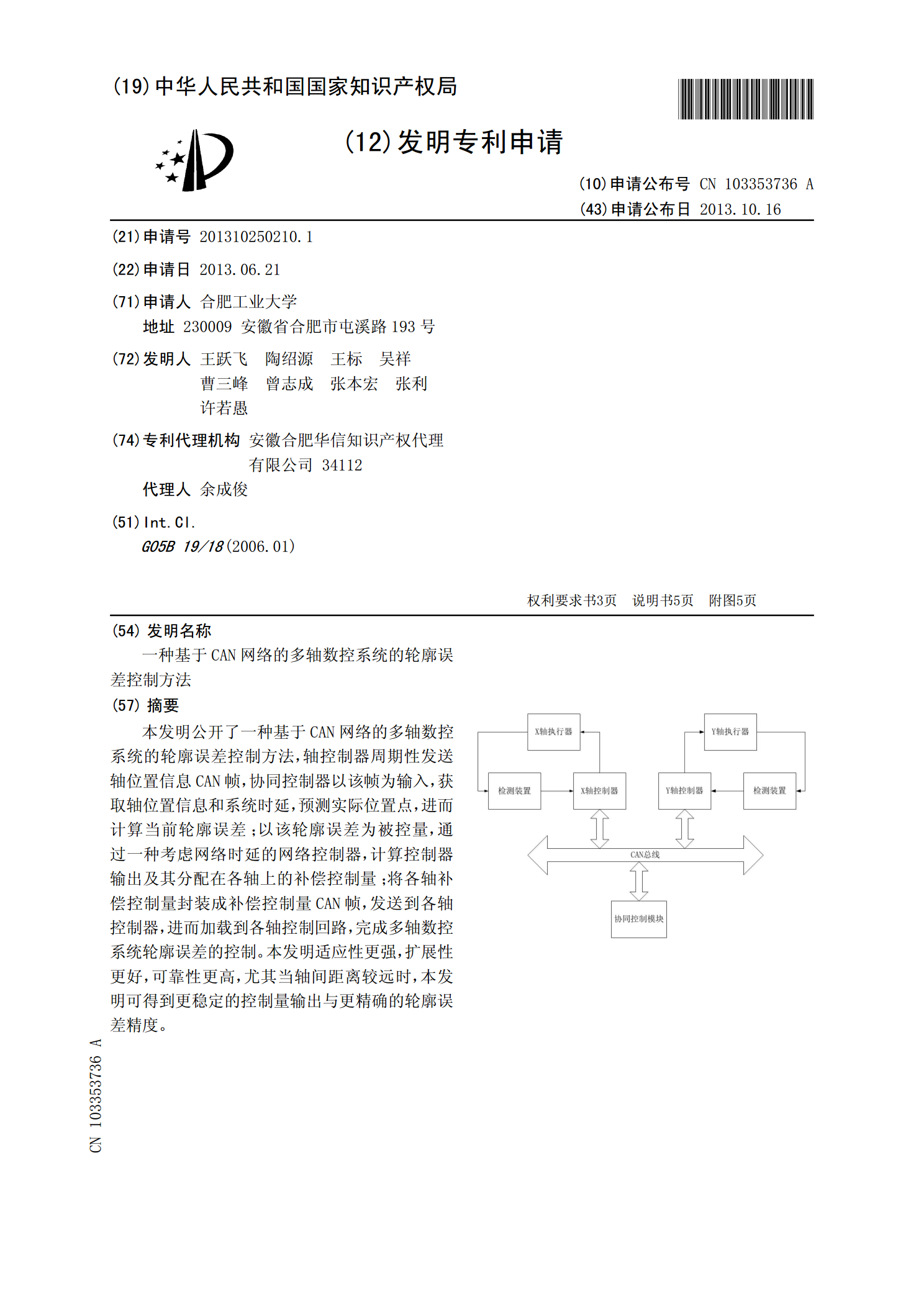
本发明公开了一种基于CAN网络的多轴数控系统的轮廓误差控制方法,轴控制器周期性发送轴位置信息CAN帧,协同控制器以该帧为输入,获取轴位置信息和系统时延,预测实际位置点,进而计算当前轮廓误差;以该轮廓误差为被控量,通过一种考虑网络时延的网络控制器,计算控制器输出及其分配在各轴上的补偿控制量;将各轴补偿控制量封装成补偿控制量CAN帧,发送到各轴控制器,进而加载到各轴控制回路,完成多轴数控系统轮廓误差的控制。本发明适应性更强,扩展性更好,可靠性更高,尤其当轴间距离较远时,本发明可得到更稳定的控制量输出与更精确的

面向参数曲线刀具轨迹的数控系统轮廓误差控制方法.pdf
本发明提供一种面向参数曲线刀具轨迹的数控系统轮廓误差控制方法,采用以下步骤:1)轮廓误差计算,2)轮廓误差补偿量计算及控制,其特征在于:步骤1)中,在对参数曲线刀具轨迹进行曲线插补加工的每个采样周期,根据当前实际刀位点和所跟踪参数曲线刀具轨迹上的插补点,计算轮廓误差ε,即计算当前实际刀位点到所跟踪参数曲线刀具轨迹的最短距离;步骤2)中,计算轮廓误差ε沿X轴、Y轴、Z轴的分量,经比例控制得到轮廓误差补偿量,再分别与X轴、Y轴、Z轴对跟随误差的位置控制量相叠加,输出到伺服执行机构,进行轮廓误差补偿控制。本发明

基于Cycle to Cycle反馈控制的数控凸轮磨削轮廓误差补偿控制方法.pdf
本发明涉及一种针对具有重复运动特性的被控系统跟踪误差的CycletoCycle反馈控制补偿方法,具体涉及基于CycletoCycle反馈控制的数控凸轮磨削轮廓误差补偿控制方法。以解决数控凸轮磨削传统控制方法存在的仅利用当前磨削周期的信息而忽略之前磨削周期信息的问题,提高数控凸轮磨削的轮廓精度。CtC反馈控制是在逐次循环过程控制之间利用上一个周期的磨削信息即轮廓误差来指导本周期的磨削过程。通过系统动态与稳态特性分析,优化CtC反馈控制器参数,使得磨削轮廓误差控制在允许的范围之内,得到满意的磨削精度。

两轴数控系统的串级型迭代学习交叉耦合轮廓误差控制方法.pdf
一种两轴数控系统的串级型迭代学习交叉耦合轮廓误差控制方法,所述控制方法包括以下过程:确定所述两轴数控系统的两轴的实际参考输入量,X轴跟随误差的算式,Y轴跟随误差的算式,推导出串联型ILC的收敛条件,由式(1)得串联型式ILC的收敛必要条件为式(2);通过上式(2)实现轮廓误差控制。本发明提供一种具有良好动态补偿、平滑轮廓误差、提高控制性能的两轴数控系统的串级型迭代学习交叉耦合轮廓误差控制方法。