
一种大型超导磁体的铌三锡管内电缆导体的制作方法.pdf

志玉****爱啊

1/7

2/7

3/7
4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种大型超导磁体的铌三锡管内电缆导体的制作方法.pdf
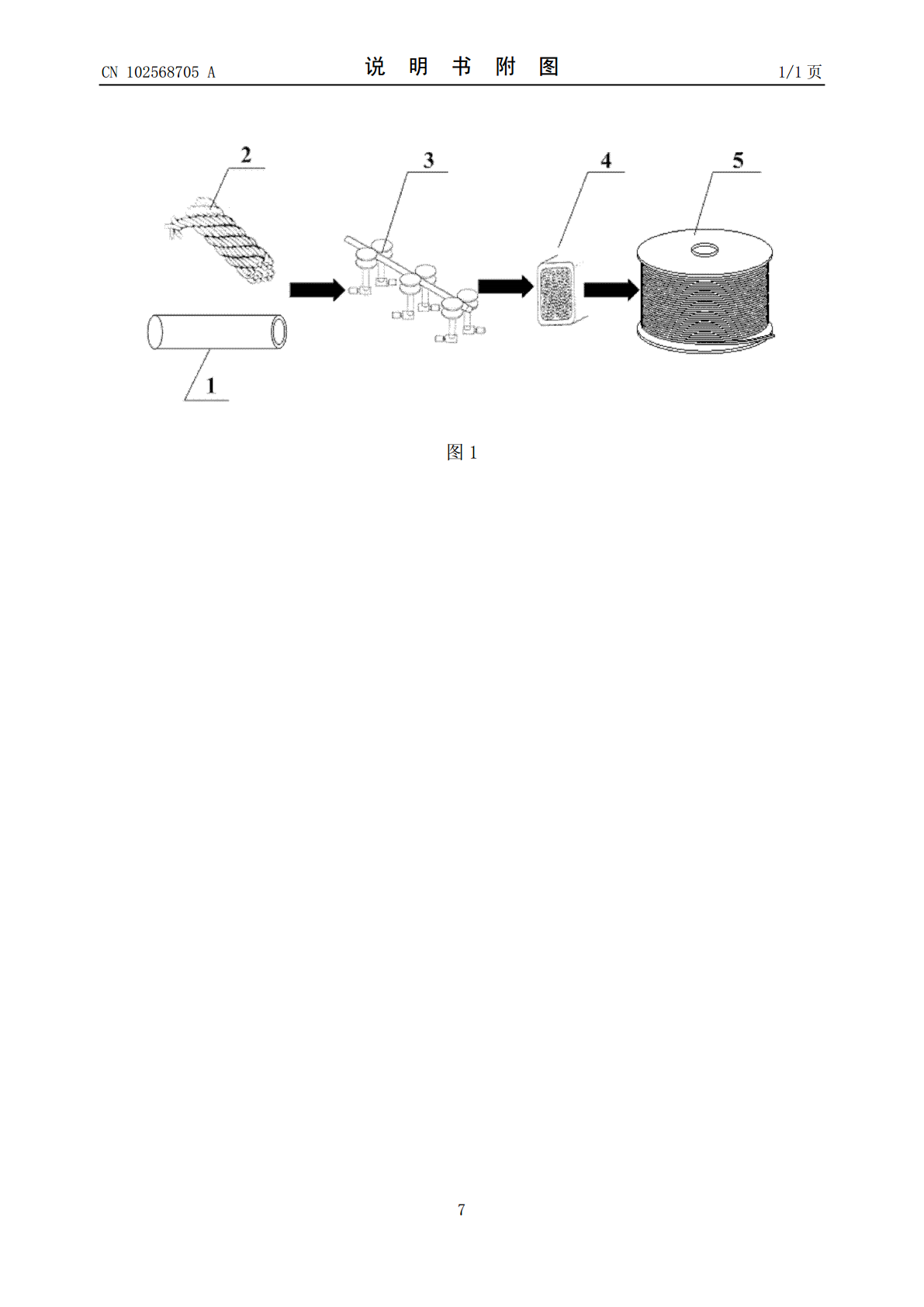
本发明公开了一种大型超导磁体的铌三锡管内电缆导体的制作方法,包括以下步骤:对用作导体铠甲的不锈钢管进行清洗、打压检漏和探伤;将不锈钢管焊接成一根整管,并对焊缝的可能缺陷进行检测;将多级绞缆的超导电缆穿入不锈钢铠甲中;利用多级滚轮对导体进行缩径并成型,将导体内的空隙率控制在30%左右,并将导体制作成长方形导体;将成型后的长方形导体进行预弯,并进行整体打压检漏,制作成铌三锡管内电缆导体。由该方法制作的铌三锡管内电缆导体,可降低甚至消除由于电磁循环导致的导体超导性能退化。

铌三锡管内电缆导体交流损耗计算分析模型.docx
铌三锡管内电缆导体交流损耗计算分析模型铌三锡管内电缆导体交流损耗计算分析模型引言电力电缆作为输送电能的重要设备,在现代电力系统中起着至关重要的作用。为了保证电能的传输效率和系统的稳定性,我们需要对电力电缆各种损耗进行全面的分析和计算。其中,交流损耗是电缆运行中最主要的损耗之一,因此了解和计算电缆导体的交流损耗对优化电力系统设计和运行具有重要意义。本文将介绍铌三锡管内电缆导体交流损耗计算分析的模型和方法。一、铌三锡管内电缆导体交流损耗的定义电缆导体交流损耗是指电缆导体在交流电流下由于导体电阻而产生的功率损耗

铌三锡管内电缆导体分流温度和刚度分析研究.docx
铌三锡管内电缆导体分流温度和刚度分析研究摘要:本文主要针对铌三锡管内电缆导体分流温度和刚度进行了分析研究。首先,介绍了铌三锡管内电缆导体的结构和应用场景。其次,通过数值模拟的方法分析了导体分流温度和刚度对导体电气性能的影响。最后,总结了导体分流温度和刚度的优化方案和未来研究的方向。关键词:铌三锡管内电缆、导体分流温度、导体刚度、数值模拟一、引言铌三锡管内电缆是一种高性能、高稳定性的导电线材,被广泛应用于航空航天、军工、医疗等领域。随着其应用领域的扩大,对其性能的要求也越来越高,其中导体分流温度和刚度是影响
一种无骨架铌三锡超导线圈制作方法.pdf
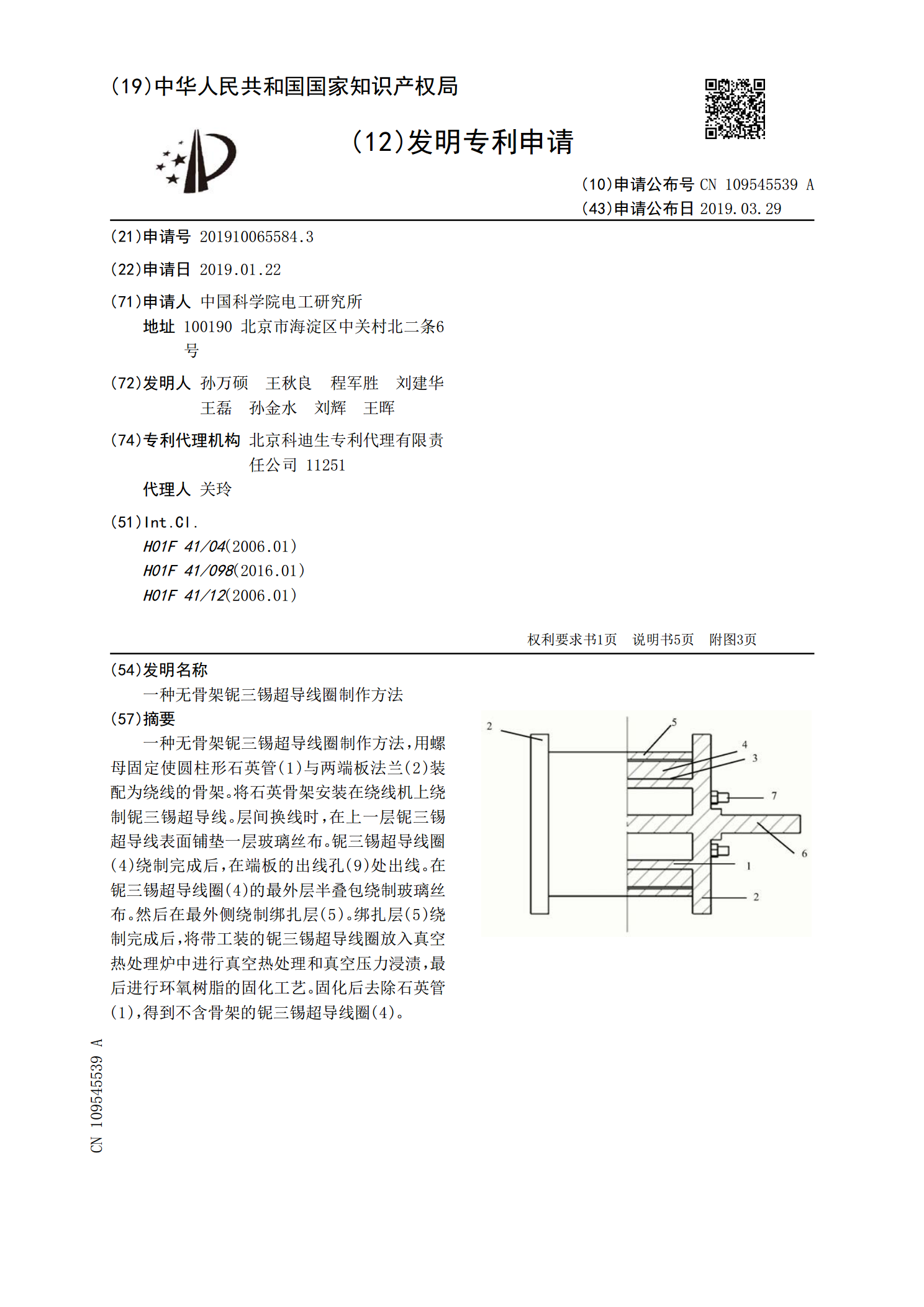
一种无骨架铌三锡超导线圈制作方法,用螺母固定使圆柱形石英管(1)与两端板法兰(2)装配为绕线的骨架。将石英骨架安装在绕线机上绕制铌三锡超导线。层间换线时,在上一层铌三锡超导线表面铺垫一层玻璃丝布。铌三锡超导线圈(4)绕制完成后,在端板的出线孔(9)处出线。在铌三锡超导线圈(4)的最外层半叠包绕制玻璃丝布。然后在最外侧绕制绑扎层(5)。绑扎层(5)绕制完成后,将带工装的铌三锡超导线圈放入真空热处理炉中进行真空热处理和真空压力浸渍,最后进行环氧树脂的固化工艺。固化后去除石英管(1),得到不含骨架的铌三锡超导线
一种低阻铌三锡超导线接头及其制作方法.pdf
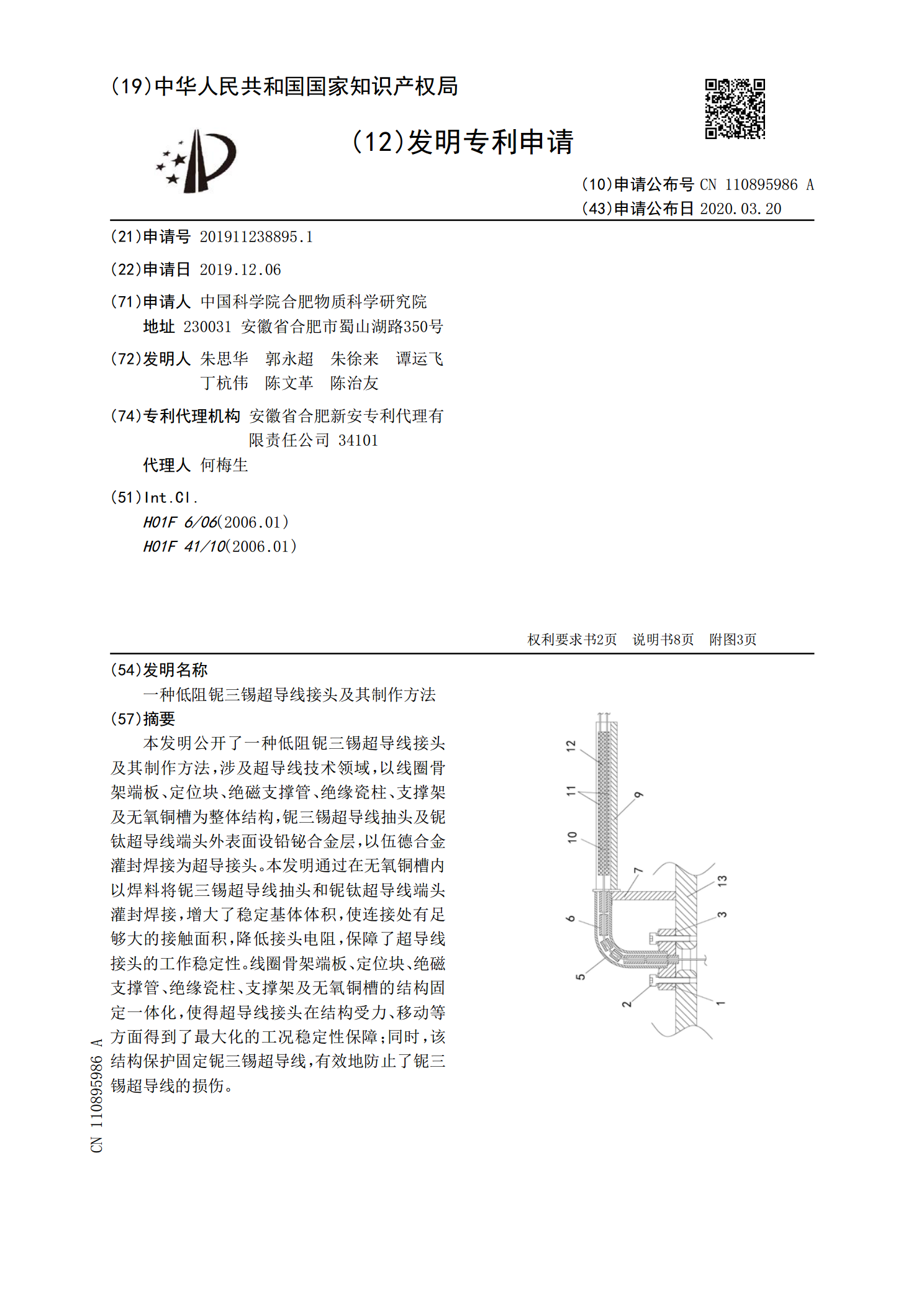
本发明公开了一种低阻铌三锡超导线接头及其制作方法,涉及超导线技术领域,以线圈骨架端板、定位块、绝磁支撑管、绝缘瓷柱、支撑架及无氧铜槽为整体结构,铌三锡超导线抽头及铌钛超导线端头外表面设铅铋合金层,以伍德合金灌封焊接为超导接头。本发明通过在无氧铜槽内以焊料将铌三锡超导线抽头和铌钛超导线端头灌封焊接,增大了稳定基体体积,使连接处有足够大的接触面积,降低接头电阻,保障了超导线接头的工作稳定性。线圈骨架端板、定位块、绝磁支撑管、绝缘瓷柱、支撑架及无氧铜槽的结构固定一体化,使得超导线接头在结构受力、移动等方面得到了