
柔性飞轮盘总成.pdf

新月****姐a


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
柔性飞轮盘总成.pdf
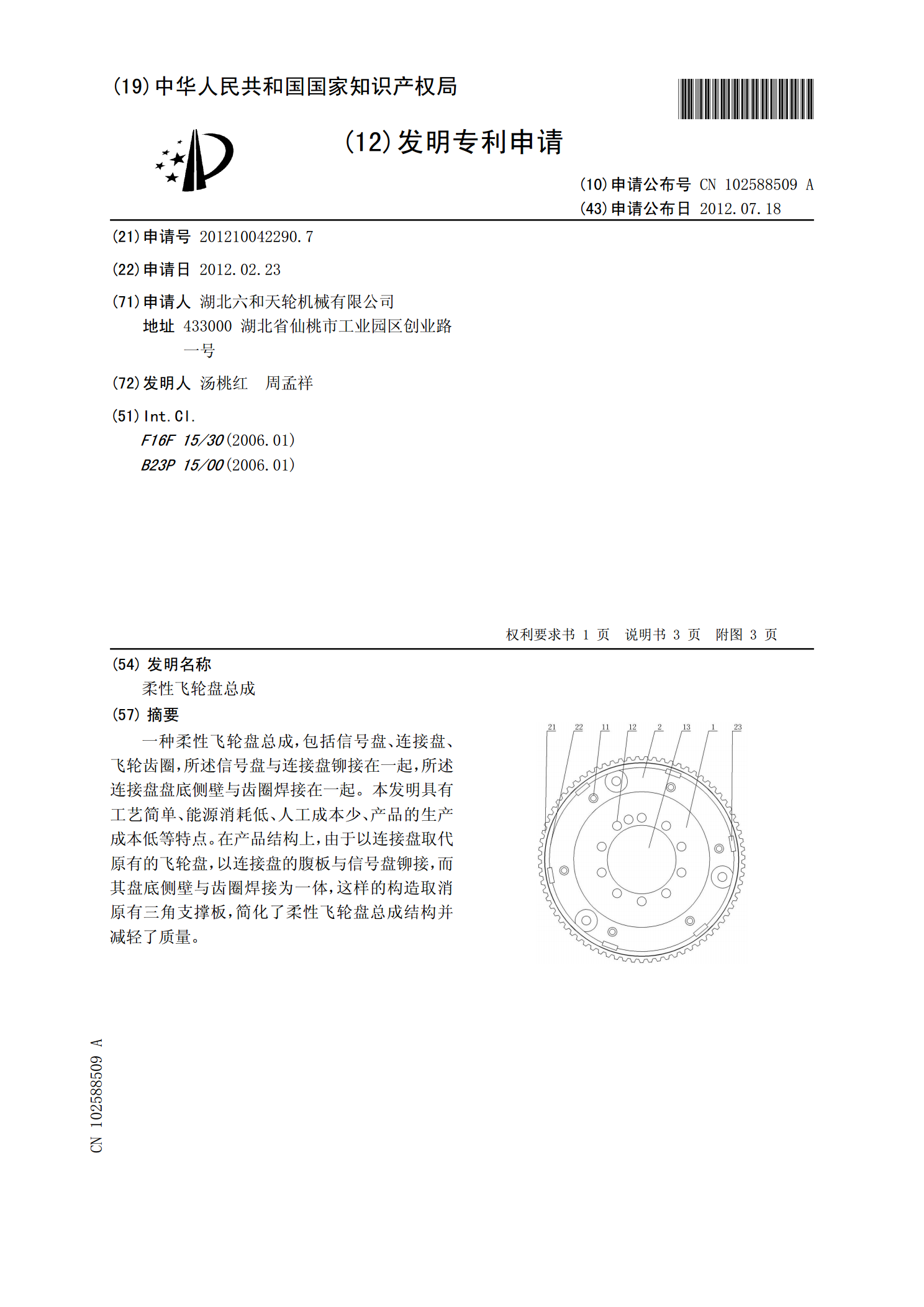
一种柔性飞轮盘总成,包括信号盘、连接盘、飞轮齿圈,所述信号盘与连接盘铆接在一起,所述连接盘盘底侧壁与齿圈焊接在一起。本发明具有工艺简单、能源消耗低、人工成本少、产品的生产成本低等特点。在产品结构上,由于以连接盘取代原有的飞轮盘,以连接盘的腹板与信号盘铆接,而其盘底侧壁与齿圈焊接为一体,这样的构造取消原有三角支撑板,简化了柔性飞轮盘总成结构并减轻了质量。

一种可减振降噪的柔性飞轮盘总成.pdf
本发明公开一种可减振降噪的柔性飞轮盘总成,包括起动齿圈、惯量盘及柔性盘,起动齿圈固定设置在与之同轴的惯量盘外围侧壁上;惯量盘内侧壁盘面上固定有降噪板;柔性盘与惯量盘铆接在一起。固定在惯量盘上的降噪板起到了减小振幅的作用,遏制了尖啸声的产生,降低发动机起动时的噪声,有效解决了飞轮启动时产生刚性碰撞所引起的剧烈振动导致飞轮损坏和噪音等技术问题。
一种可减振降噪的柔性飞轮盘总成.pdf
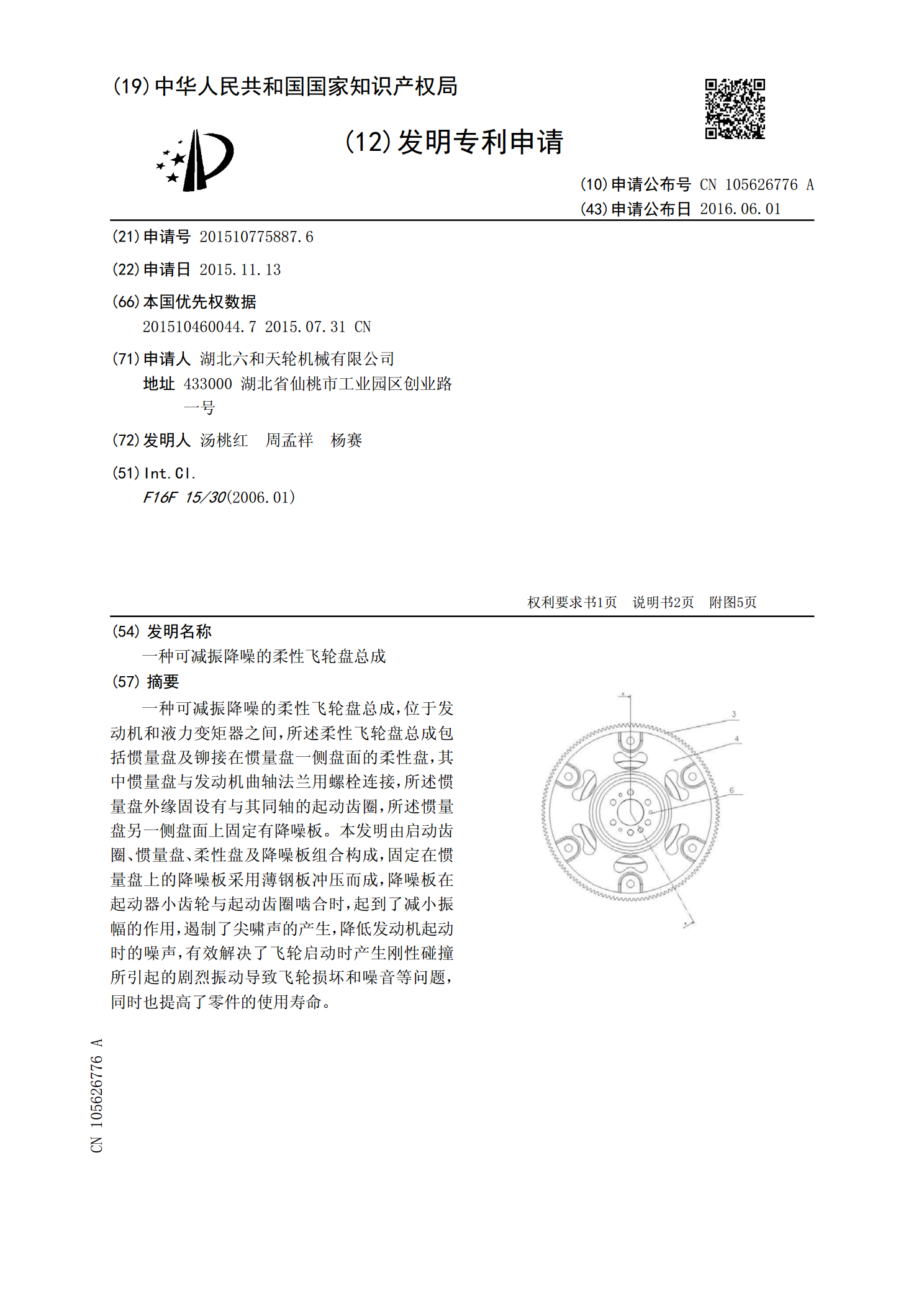
一种可减振降噪的柔性飞轮盘总成,位于发动机和液力变矩器之间,所述柔性飞轮盘总成包括惯量盘及铆接在惯量盘一侧盘面的柔性盘,其中惯量盘与发动机曲轴法兰用螺栓连接,所述惯量盘外缘固设有与其同轴的起动齿圈,所述惯量盘另一侧盘面上固定有降噪板。本发明由启动齿圈、惯量盘、柔性盘及降噪板组合构成,固定在惯量盘上的降噪板采用薄钢板冲压而成,降噪板在起动器小齿轮与起动齿圈啮合时,起到了减小振幅的作用,遏制了尖啸声的产生,降低发动机起动时的噪声,有效解决了飞轮启动时产生刚性碰撞所引起的剧烈振动导致飞轮损坏和噪音等问题,同时也
燃气轮机的转子轮盘总成.pdf
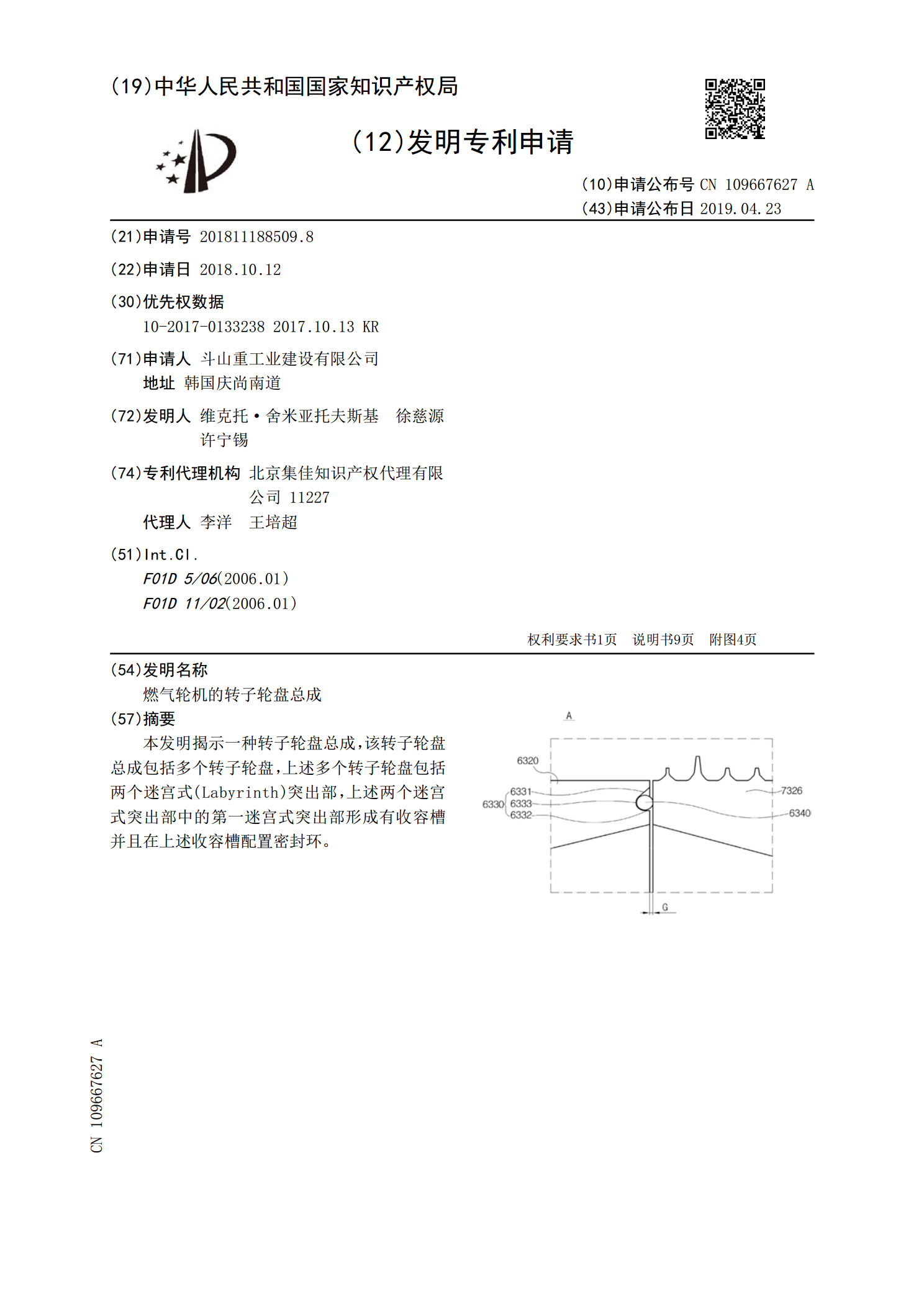
本发明揭示一种转子轮盘总成,该转子轮盘总成包括多个转子轮盘,上述多个转子轮盘包括两个迷宫式(Labyrinth)突出部,上述两个迷宫式突出部中的第一迷宫式突出部形成有收容槽并且在上述收容槽配置密封环。

一种柔性车轴总成.pdf
本发明涉及一种柔性车轴总成,包括轴壳(9)、轴头(3)、轮毂(1)、制动装置(2),其特征在于:轴壳(9)内两侧分别对称设有定位块(10),每侧定位块(10)与扭力弹簧(11)的一端固定连接,扭力弹簧(11)的另一端伸出至轴壳(9)外侧与定位块二(5)固定连接,定位块二(5)上固定套装一个导向套(8),导向套(8)的一部分伸入轴壳(9)内且导向套(8)与轴壳(9)间设有支承套(7),导向套(8)的另一部分上固定套设摆臂(4),所述的摆臂(4)与轴头(3)固定连接。本发明的有益效果是免去车轴与车架之间的悬架