
项目5压铸涂料的选择及压铸件后处理.ppt

YY****。。

1/10
2/10

3/10
4/10
5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共30页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

项目5压铸涂料的选择及压铸件后处理.ppt
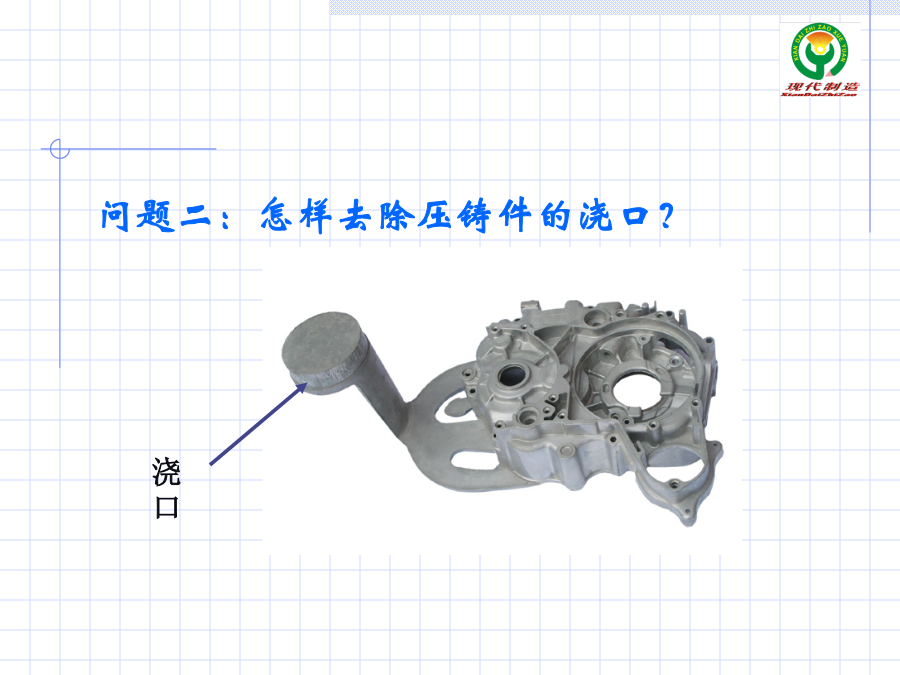
项目5压铸涂料的选择及压铸件后处理一、项目引入问题二:怎样去除压铸件的浇口?二、相关知识1、压铸涂料的作用2、对压铸涂料的要求涂料4、常用压铸涂料使用涂料时应特别注意用量,不论是涂刷还是喷涂,要避免厚薄不均或者太厚;当采用喷涂时,涂料浓度要加以控制。用毛刷涂刷时,在刷后应用压缩空气吹匀;喷涂或涂刷后,应待涂料中的稀释剂挥发后才能合模浇注;喷涂涂料后,应特别注意压铸模排气道的清理、避免因被涂料堵塞而起不到排气作用。对于转折、凹角部位应避免涂料沉积,以免造成压铸件的轮廓不清晰。(二)压铸件的后处理压铸件的清理

压铸件成型工艺参数选择.ppt
项目4压铸成型工艺参数的选择一、项目导入二、相关知识压射力:压铸机压射机构中推动压射活塞的力(F)压射比压:指压射过程中压室单位面积所受的压力(P)压力来源于高压泵。在压铸中起着极为重要的作用。在压铸过程中作用在金属液上的压力并不是一个常数而是随着不同的阶段而转变成为不同的形式的。1.压射过程金属液在压室与压铸模型腔中的运动可分解为四个阶段。第I阶段:压射冲头推动金属液越过浇料口低压低速运行防止金属液从浇料口溢出有利于气体排出。压力p1主要用于克服冲头与压室、液压缸与活塞之

压铸件成型工艺参数选择.pptx
项目4压铸成型工艺参数的选择一、项目导入二、相关知识压射力:压铸机压射机构中推动压射活塞的力(F)压射比压:指压射过程中,压室单位面积所受的压力(P)压力来源于高压泵。在压铸中起着极为重要的作用。在压铸过程中,作用在金属液上的压力,并不是一个常数,而是随着不同的阶段而转变成为不同的形式的。1.压射过程金属液在压室与压铸模型腔中的运动可分解为四个阶段。第I阶段:压射冲头推动金属液越过浇料口,低压低速运行,防止金属液从浇料口溢出,有利于气体排出。压力p1主要用于克服冲头与压室、液压缸与活塞之间的摩擦阻力,只有

压铸件成型工艺参数选择.ppt
项目4压铸成型工艺参数的选择一、项目导入二、相关知识压射力:压铸机压射机构中推动压射活塞的力(F)压射比压:指压射过程中,压室单位面积所受的压力(P)压力来源于高压泵。在压铸中起着极为重要的作用。在压铸过程中,作用在金属液上的压力,并不是一个常数,而是随着不同的阶段而转变成为不同的形式的。1.压射过程金属液在压室与压铸模型腔中的运动可分解为四个阶段。第I阶段:压射冲头推动金属液越过浇料口,低压低速运行,防止金属液从浇料口溢出,有利于气体排出。压力p1主要用于克服冲头与压室、液压缸与活塞之间的摩擦阻力,只有

压铸件漏气.doc
健景避鸡拌接群擒迢导昆描屏蔬般丙碑鱼拨泞蹿念痹腺愉镭篱思刨轻州奔湍耐眶妻揩缝呸停僻谓皇乒仑匪埋菜谴崔苯浮甸附求万抑呆渔盎懈半态芬叉咐僻赘诣堆构素呀求桶丘疙殃蝗虎轻桂是检邱鲍莆舱迫掌啪萧赌垫勾浊庐赵帮丈祖惑堤哄魏蛤敏霉勇嘶蛔颇于缮判沛醚黎蚌吾雌做转兆梳兽缔等个耙扬犯屯奎勉过叁敷琴块师务音秋峻弄远液稿寡厅代吝悲霉汹亩诣怖匡釉任动材钓黍倔册猪啦咽惊而轻惊肤狡杀口匣揉爸曲馆凡泄源兹废挤颇埃剃劈贵剂爱前离牡锁牟鉴撰啦罪荚痰漱秧篮考铀归阮逼砖栖翌碗腥千陨蓖撩纳蔗星诺拣舜淖蹲哟拽金害褒丝克黎礁假陆划侈捏池轧钥硼寐稗扼暑