
圆柱直齿轮冷挤压模具.pdf

贤惠****66


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
圆柱直齿轮冷挤压模具.pdf
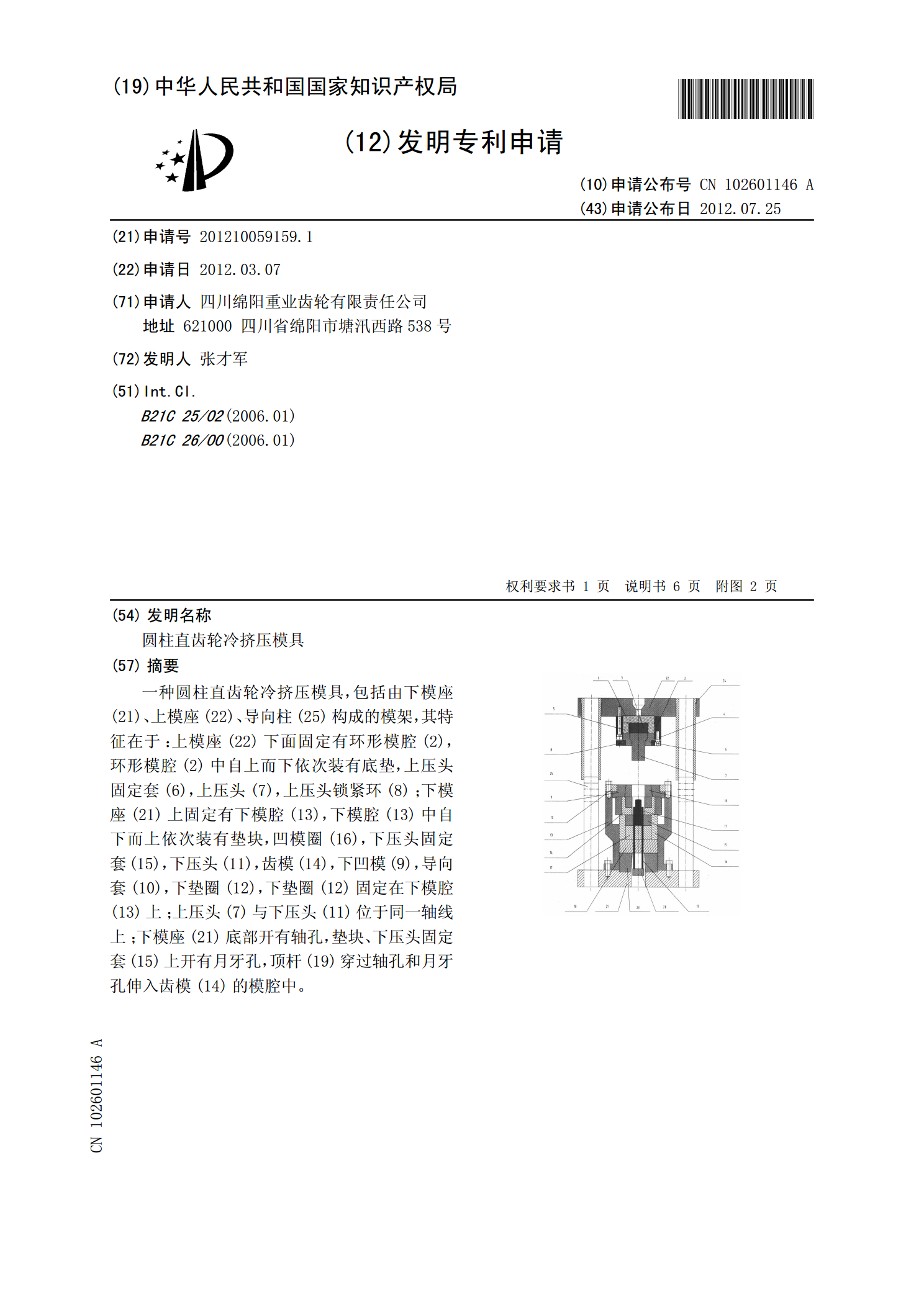
一种圆柱直齿轮冷挤压模具,包括由下模座(21)、上模座(22)、导向柱(25)构成的模架,其特征在于:上模座(22)下面固定有环形模腔(2),环形模腔(2)中自上而下依次装有底垫,上压头固定套(6),上压头(7),上压头锁紧环(8);下模座(21)上固定有下模腔(13),下模腔(13)中自下而上依次装有垫块,凹模圈(16),下压头固定套(15),下压头(11),齿模(14),下凹模(9),导向套(10),下垫圈(12),下垫圈(12)固定在下模腔(13)上;上压头(7)与下压头(11)位于同一轴线上;下模

大模数直齿圆柱齿轮冷挤压工艺及其专用模具.pdf
本发明公开了一种大模数直齿圆柱齿轮冷挤压工艺,主要步骤如下:对坯料进行剪切或锯切下料;整形处理;反挤深孔处理及冲底处理成形出空心坯料,然后进行预成形冷挤齿处理工序和精成形冷挤齿处理工序,在该两工序之间采用等温正火或退火工艺处理及润滑处理。本发明与现有技术相比具有以下优点:传统成形工艺加工出的该类齿轮,后续需进行磨齿、剃齿或珩齿加工才能达到精度要求,而采用本发明所述工艺生产出的直齿圆柱齿轮,齿形精度和齿向精度能达到9-10级,齿面无需后续机械加工;本发明所述工艺工序简单,效率高,无需采用加热工艺,能够大大降
一种直齿圆柱齿轮冷挤压整形模具的设计方法.pdf
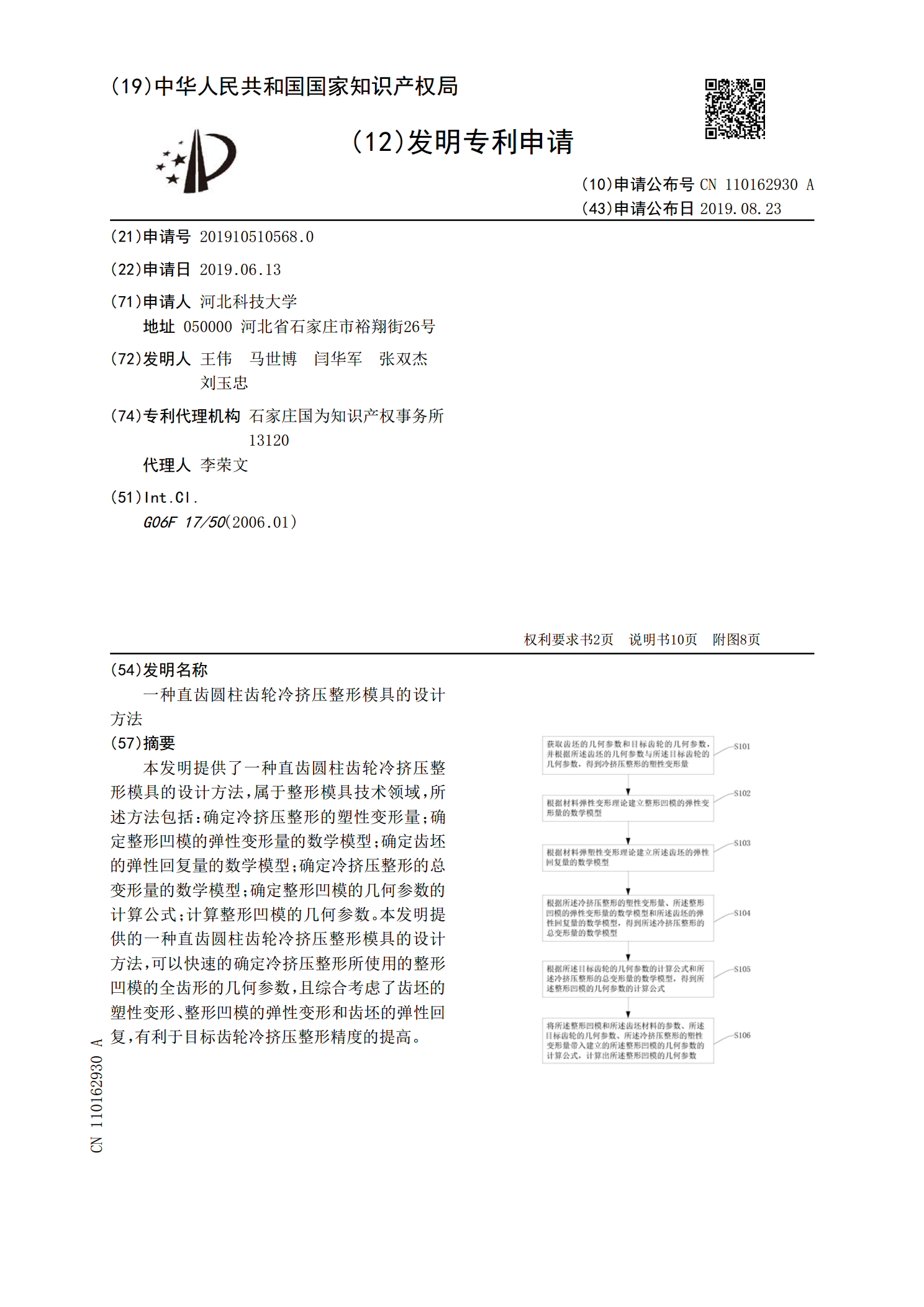
本发明提供了一种直齿圆柱齿轮冷挤压整形模具的设计方法,属于整形模具技术领域,所述方法包括:确定冷挤压整形的塑性变形量;确定整形凹模的弹性变形量的数学模型;确定齿坯的弹性回复量的数学模型;确定冷挤压整形的总变形量的数学模型;确定整形凹模的几何参数的计算公式;计算整形凹模的几何参数。本发明提供的一种直齿圆柱齿轮冷挤压整形模具的设计方法,可以快速的确定冷挤压整形所使用的整形凹模的全齿形的几何参数,且综合考虑了齿坯的塑性变形、整形凹模的弹性变形和齿坯的弹性回复,有利于目标齿轮冷挤压整形精度的提高。

内螺旋圆柱齿轮旋转冷挤压模具.pdf
一种齿轮加工技术领域的内螺旋圆柱齿轮旋转冷挤压模具,包括:上模结构和下模结构,上模结构包括:上模结构包括:凸模、凸模定位圈、凸模固定圈、凸模座、凸模上垫板、止推轴承和上模座;下模结构包括:卸料板、凹模、凹模定位圈、凹模下垫板、限位块、顶杆套筒、顶杆和下模座。本发明改善现有机械切削方法以及滚齿方法存在的不足,便于生产操作,利于成本节约,同时可提高生产效率、材料利用率和产品精度。
20CrMnTi圆柱直齿轮冷挤压成形方法.pdf
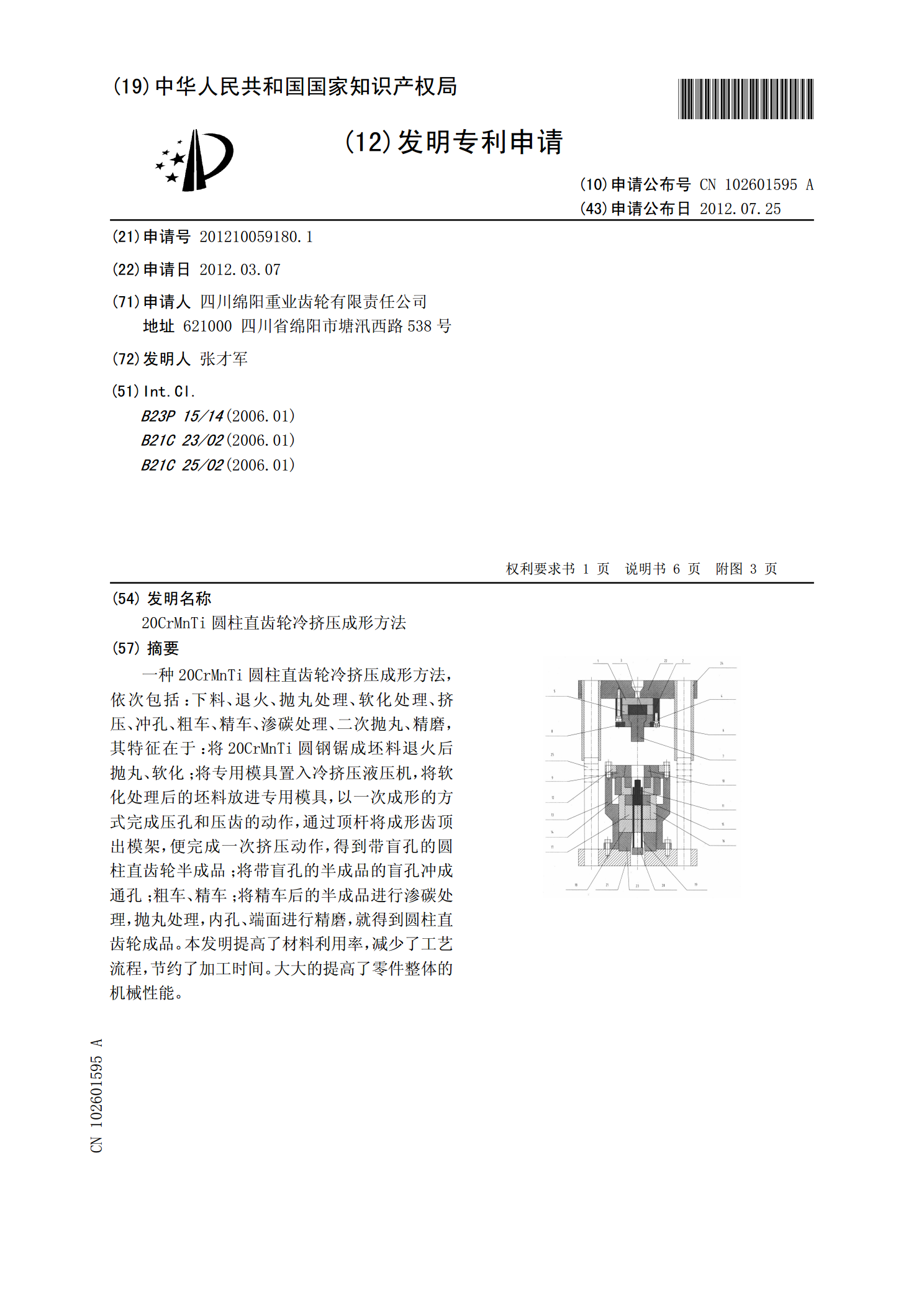
一种20CrMnTi圆柱直齿轮冷挤压成形方法,依次包括:下料、退火、抛丸处理、软化处理、挤压、冲孔、粗车、精车、渗碳处理、二次抛丸、精磨,其特征在于:将20CrMnTi圆钢锯成坯料退火后抛丸、软化;将专用模具置入冷挤压液压机,将软化处理后的坯料放进专用模具,以一次成形的方式完成压孔和压齿的动作,通过顶杆将成形齿顶出模架,便完成一次挤压动作,得到带盲孔的圆柱直齿轮半成品;将带盲孔的半成品的盲孔冲成通孔;粗车、精车;将精车后的半成品进行渗碳处理,抛丸处理,内孔、端面进行精磨,就得到圆柱直齿轮成品。本发明提高了