
20CrMnTi圆柱直齿轮冷挤压成形方法.pdf

一只****写意


1/10

2/10

3/10

4/10
5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
20CrMnTi圆柱直齿轮冷挤压成形方法.pdf
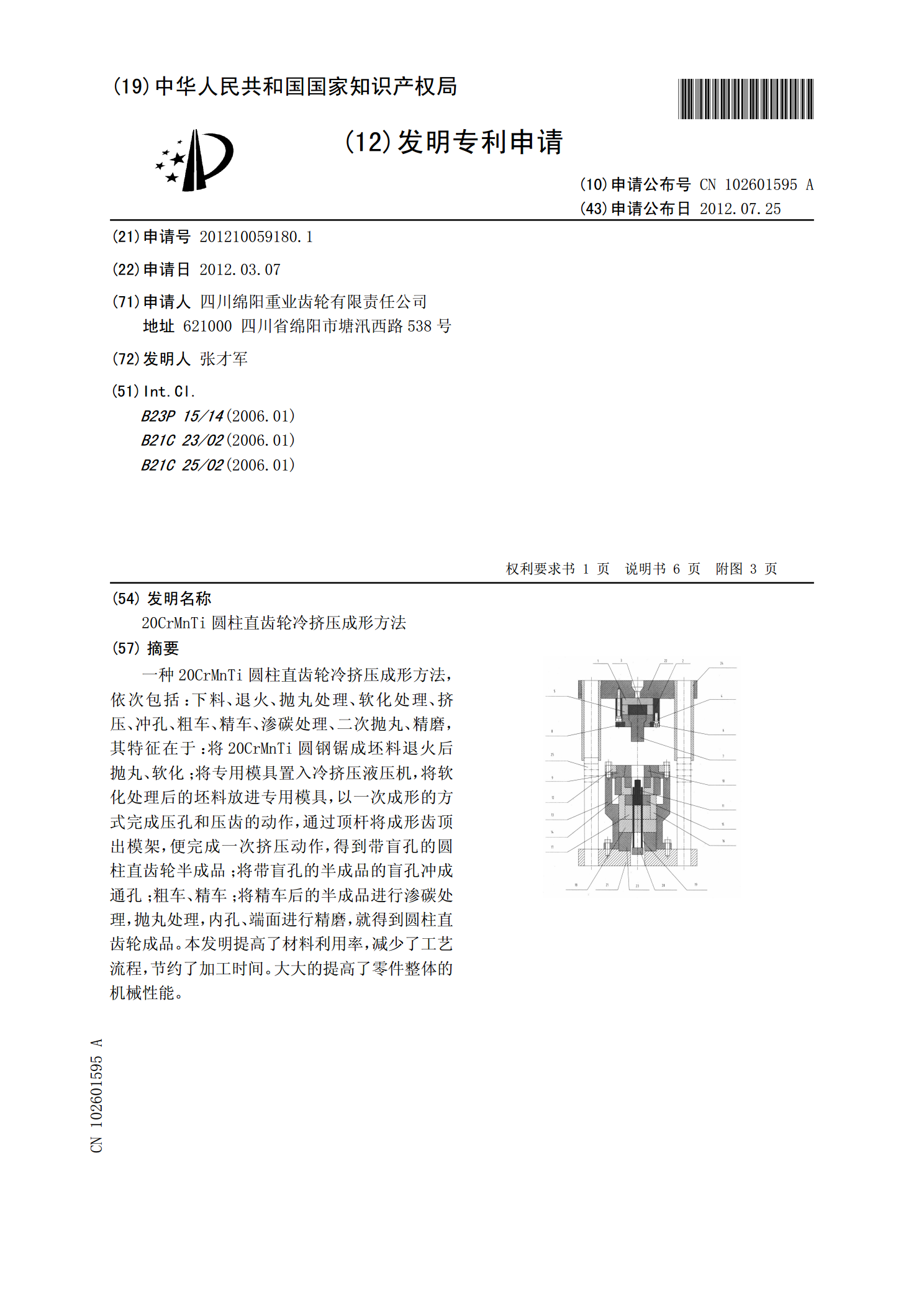
一种20CrMnTi圆柱直齿轮冷挤压成形方法,依次包括:下料、退火、抛丸处理、软化处理、挤压、冲孔、粗车、精车、渗碳处理、二次抛丸、精磨,其特征在于:将20CrMnTi圆钢锯成坯料退火后抛丸、软化;将专用模具置入冷挤压液压机,将软化处理后的坯料放进专用模具,以一次成形的方式完成压孔和压齿的动作,通过顶杆将成形齿顶出模架,便完成一次挤压动作,得到带盲孔的圆柱直齿轮半成品;将带盲孔的半成品的盲孔冲成通孔;粗车、精车;将精车后的半成品进行渗碳处理,抛丸处理,内孔、端面进行精磨,就得到圆柱直齿轮成品。本发明提高了
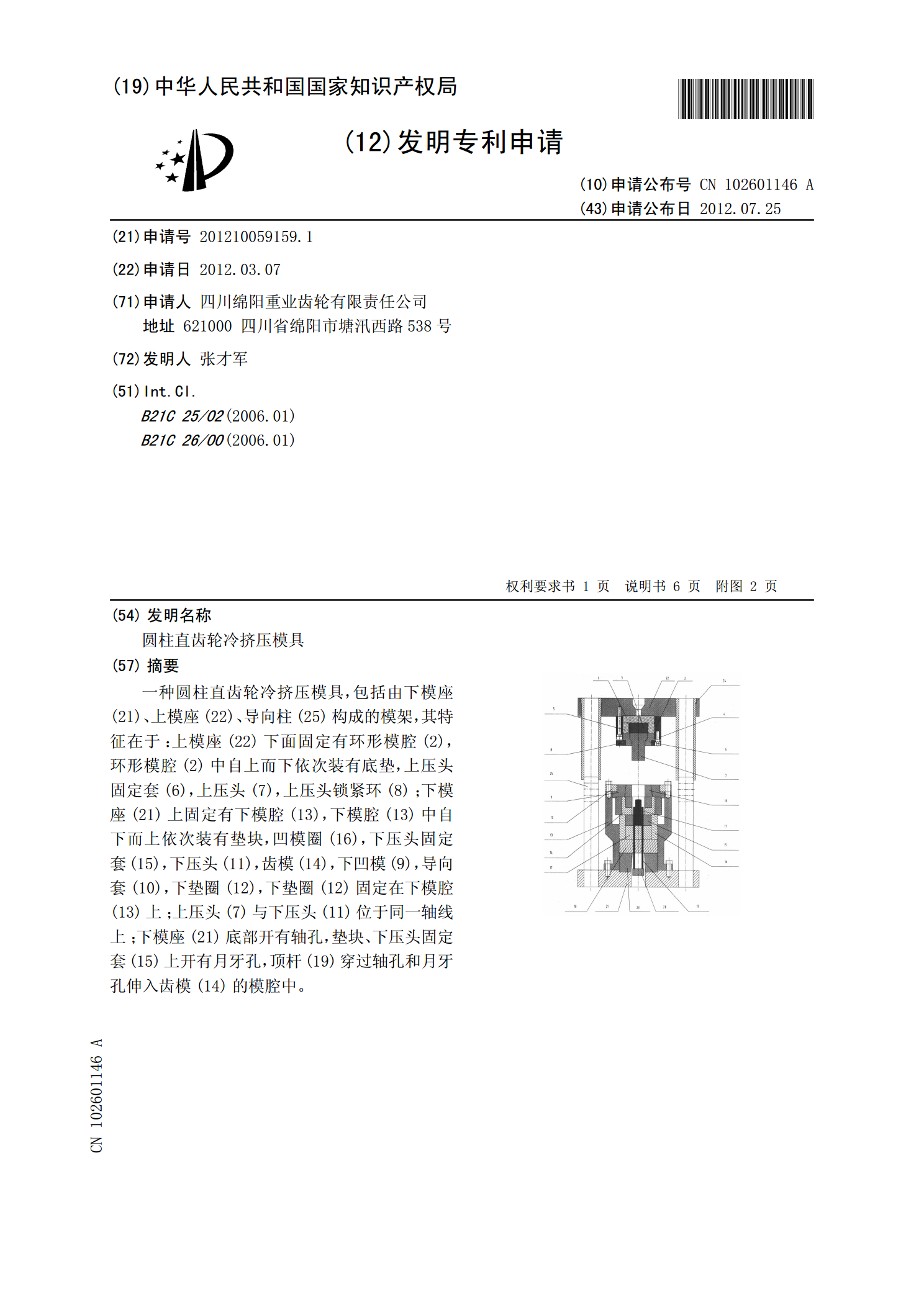
圆柱直齿轮冷挤压模具.pdf
一种圆柱直齿轮冷挤压模具,包括由下模座(21)、上模座(22)、导向柱(25)构成的模架,其特征在于:上模座(22)下面固定有环形模腔(2),环形模腔(2)中自上而下依次装有底垫,上压头固定套(6),上压头(7),上压头锁紧环(8);下模座(21)上固定有下模腔(13),下模腔(13)中自下而上依次装有垫块,凹模圈(16),下压头固定套(15),下压头(11),齿模(14),下凹模(9),导向套(10),下垫圈(12),下垫圈(12)固定在下模腔(13)上;上压头(7)与下压头(11)位于同一轴线上;下模
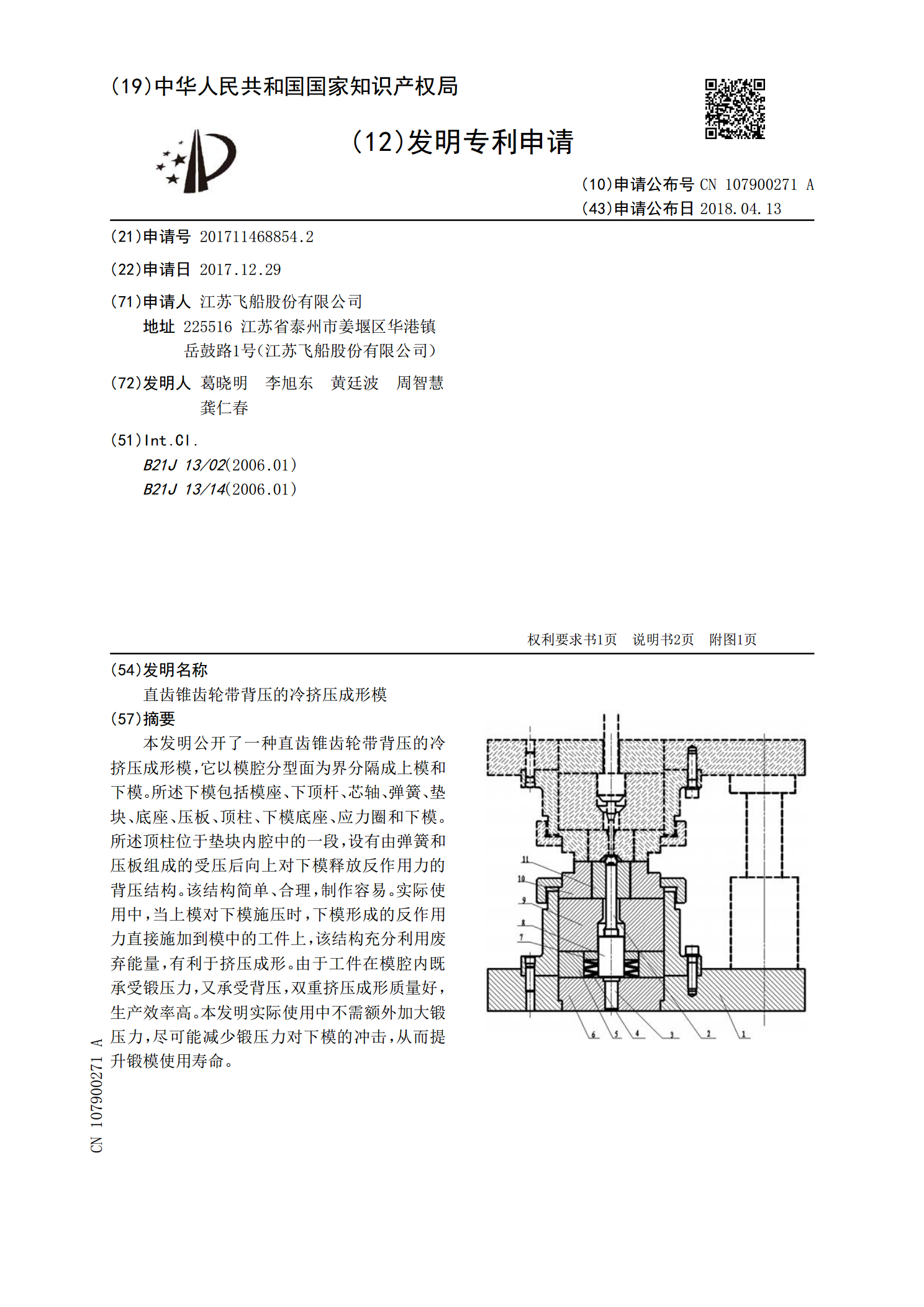
直齿锥齿轮带背压的冷挤压成形模.pdf
本发明公开了一种直齿锥齿轮带背压的冷挤压成形模,它以模腔分型面为界分隔成上模和下模。所述下模包括模座、下顶杆、芯轴、弹簧、垫块、底座、压板、顶柱、下模底座、应力圈和下模。所述顶柱位于垫块内腔中的一段,设有由弹簧和压板组成的受压后向上对下模释放反作用力的背压结构。该结构简单、合理,制作容易。实际使用中,当上模对下模施压时,下模形成的反作用力直接施加到模中的工件上,该结构充分利用废弃能量,有利于挤压成形。由于工件在模腔内既承受锻压力,又承受背压,双重挤压成形质量好,生产效率高。本发明实际使用中不需额外加大锻压

基于灰色关联分析的直齿轮冷挤压成形工艺参数优化.docx
基于灰色关联分析的直齿轮冷挤压成形工艺参数优化基于灰色关联分析的直齿轮冷挤压成形工艺参数优化摘要:直齿轮冷挤压成形是一种高效的工艺方法,具有生产周期短、能耗低、成形精度高等优势。然而,直齿轮冷挤压成形过程中存在众多的工艺参数,如初始压力、成形速度、模具温度等,这些参数对成形质量和效率具有重要影响。本文基于灰色关联分析方法,通过对直齿轮冷挤压成形工艺参数的优化研究,旨在提高直齿轮的成形品质和效率。关键词:灰色关联分析,直齿轮冷挤压成形,工艺参数优化1.引言直齿轮是机械传动中的重要部件之一,其使用范围广泛。传
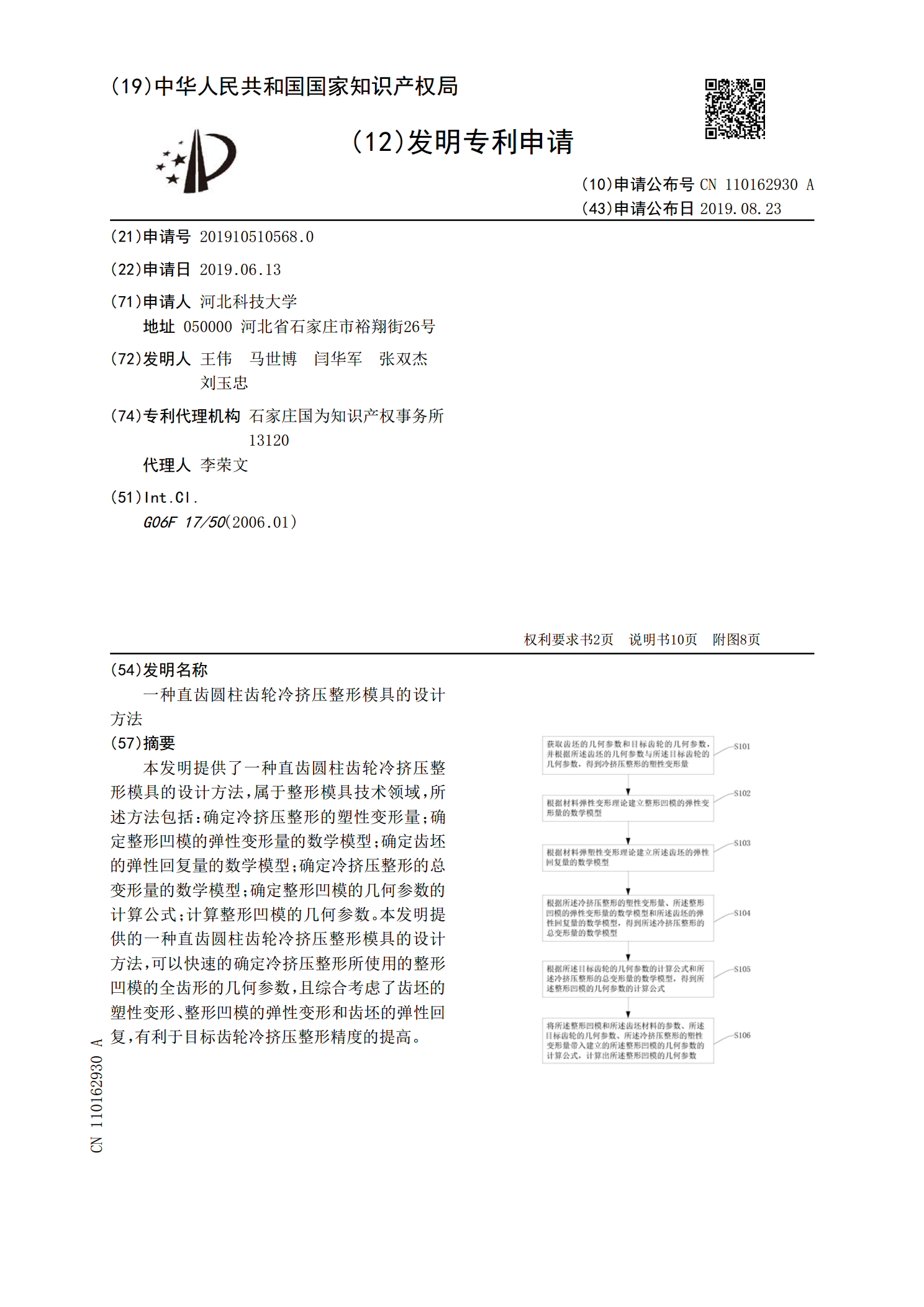
一种直齿圆柱齿轮冷挤压整形模具的设计方法.pdf
本发明提供了一种直齿圆柱齿轮冷挤压整形模具的设计方法,属于整形模具技术领域,所述方法包括:确定冷挤压整形的塑性变形量;确定整形凹模的弹性变形量的数学模型;确定齿坯的弹性回复量的数学模型;确定冷挤压整形的总变形量的数学模型;确定整形凹模的几何参数的计算公式;计算整形凹模的几何参数。本发明提供的一种直齿圆柱齿轮冷挤压整形模具的设计方法,可以快速的确定冷挤压整形所使用的整形凹模的全齿形的几何参数,且综合考虑了齿坯的塑性变形、整形凹模的弹性变形和齿坯的弹性回复,有利于目标齿轮冷挤压整形精度的提高。